
Технологический процесс смены рамного рельса с остряком и башмаками /полустрелки/ стрелочного перевода типа Р65 марок 1/11, 1/9 колеи 1520 мм в "окно" продолжительностью 1 час








Условия работы:
Рамный рельс с остряком и башмаками в собранном виде подвезен к месту работы и уложен против сменяемого.
Характеристика стрелочного перевода
1. Стрелочный перевод одиночный, оборудован устройствами электрической централизации, расположен на электрифицированном главном или приемо-отправочном пути.
2. Стрелочный перевод уложен на деревянных брусьях, скрепление клеммно-шурупное, балласт-щебень, корневое крепление вкладышно-накладочного типа.
Работы по смене рамного рельса с остряком, башмаками стрелочного перевода подразделяются на подготовительные, основные, заключительные и выполняются бригадой монтеров пути в количестве 8 человек под руководством бригадира пути. Сварщик и машинист электростанции в состав бригады не включены.
Подготовительные работы
После того, как сделана запись в Журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети о порядке и месте работ, бригада монтеров пути, разделившись на группы, приступает к работе.
Монтеры пути N 1-2 ставят дополнительные шайбы на стыковые болты в стыках рамного рельса.
Монтер пути N 3 с помощью шуруповерта вывертывает по два шурупа на каждом конце бруса, затем вместе с монтером пути N 2 сверлят отверстия в рельсах для рельсовых соединителей.
Монтеры пути N 4-6 опробуют и смазывают горизонтальные болты в корне остряка, болты в закорневом вкладыше, болты съемных клемм на корневом мостике и двойных подкладках за корнем остряка, снимают закладные болты в упорке на корневом мостике.
Монтеры пути N 7-8 снимают шплинты, опробуют и смазывают болты на стрелочных тягах, вывертывают шурупы, снимают стяжные болты на связных полосах стрелки.
Монтер пути N 1 выдергивает по одному основному костылю на каждой подкладке, опробует остальные основные костыли в переднем вылете рамного рельса, а затем антисептирует шурупные и костыльные отверстия с постановкой пластинок-закрепителей в костыльные отверстия.
Основные работы
После ограждения места работ сигналами остановки четыре монтера пути /N 1-2, 4-5/ отвинчивают гайки, снимают стыковые болты, накладки в стыках рамного рельса, обрубают приварные рельсовые соединители.
Монтер пути N 3 с помощью шуруповерта вывертывает оставшиеся шурупы на концах брусьев.
Монтер пути N 6 снимает болты стрелочных тяг.
Монтеры пути N 7-8 снимают горизонтальные болты в корневом и закорневом вкладышах, болты съемных клемм на корневом мостике, двойных подкладках за корнем остряка.
Монтеры пути N 1-2, 4-5 выдергивают оставшиеся основные костыли, антисептируют костыльные и шурупные отверстия с постановкой пластинок-закрепителей в костыльные отверстия.
Закончив вышеуказанные работы, монтеры пути N 1-8 сдвигают старый рамный рельс с остряком, башмаками и связными полосами, зачищают заусенцы с обметанием и антисептированием зачищенных мест, а затем надвигают новый рамный рельс с остряком, башмаками и связными полосами.
Монтеры пути N 1-2 ставят накладки в стыках рамного рельса и сбалчивают их четырьмя болтами, а затем пришивают рамный рельс к брусьям по шаблону двумя основными костылями на каждой подкладке и ставят соединительные болты в стрелочных тягах.
Монтеры пути N 3-4 с помощью шуруповерта завертывают по два шурупа на каждом конце бруса.
Монтеры пути N 5-6 сверлят отверстия в рельсах для болтов угольников гарнитуры по разметке, сделанной механиком СЦБ, а затем ставят штепсельные рельсовые соединители.
Монтеры пути N 7-8 ставят корневой и закорневой вкладыши, горизонтальные болты в них, съемные клеммы на корневом мостике и двойных подкладках за корнем остряка, закладные болты в упорке на корневом мостике.
Сварочный агрегат производит приварку рельсовых соединителей.
После окончания всех работ, проверки состояния стрелки и ее опробования снимают сигналы и отменяют предупреждение.
Стрелочный перевод открывается для движения поездов с установленной скоростью.
Заключительные работы
Во время заключительных работ монтер пути N 1 забивает недостающие костыли в переднем вылете рамного рельса.
Монтер пути N 2 подкрепляет болты в стыках, горизонтальные болты в корневом и закорневом вкладышах, болты съемных клемм на корневом мостике, двойных подкладках за корнем остряка.
Монтер пути N 3 с помощью шуруповерта завертывает недостающие шурупы.
Монтеры пути N 4-8 ставят изоляцию, стяжные болты, завертывают шурупы в стяжных полосах стрелки, ставят шплинты в соединительные болты стрелочных тяг.
По окончании работ на стрелочном переводе производят погрузку смененного рамного рельса с остряком, башмаками и связными полосами на платформу дрезины краном ДГК
ВЕДОМОСТЬ
затрат труда по техническим нормам по смене рамного рельса с остряком и башмаками /полустрелки/ стрелочного перевода типа Р65 марок 1/11, 1/9 колеи 1520 мм
|
|
|
|
|
|
| ||||||||||||||||||||||||
| NN пп | Наименование работ | Изме- ритель | Коли | Техническая норма затрат труда на измер., чел.-мин | Техническая норма времени работы машин на изм., маш.-мин | Затраты труда в чел.-мин | Число рабочих, чел. | Продолжительность работы, мин | Продолжительность работы машин, мин | ||||||||||||||||||||
|
|
|
|
| на работу | с учетом пропуска поездов |
| |||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |||||||||||||||||||
| Подготовительные работы | |||||||||||||||||||||||||||||
| 1. | Постановка по одной дополнительной шайбе на 4-х болтах в стыках рамного рельса со смазкой этих болтов | болт | 8 | 2,26 | - | 18,71 |
| 24 | 2 | 12 | |||||||||||||||||||
| 2. | Вывертывание шурупов по два на каждом конце бруса | шуруп | 30 | 0,34 | - | 10,2 |
| 14 | 1 | 14 | |||||||||||||||||||
| 3. 4. 5. | Опробование горизонтальных болтов в корне остряка и болтов в закорневом вкладыше с их смазкой | болт болт болт | 6 17 | 3,89 1,56 | - - | 23,3 26,4 |
| 30 2 35 | 3 |
| |||||||||||||||||||
| 6. 7. | Выдергивание одного основного костыля на каждой подкладке в вылете рамного рельса | костыль костыль | 6 | 0,22 | - | 1,3 |
| 2 4 | 1 |
| |||||||||||||||||||
| 8. 9. 10. 11. | Снятие шплинтов в болтах стрелочных тяг | шплинт болт болт шуруп | 2 | 1,52 | - | 3,04 |
| 4 10 27 17 | 2 |
| |||||||||||||||||||
| 12. 13. | Антисептирование шурупных и костыльных отверстий | отв. пл. закр. | 54 | 0,08 | - | 4,2 |
| 6 1 | 1 |
| |||||||||||||||||||
| 14. | Сверление отверстий в рельсах для штепсельных рельсовых соединителей | отв. | 2 | 9,76 | - | 19,6 |
| 24 | 2 | 12 | |||||||||||||||||||
|
| Итого: |
|
|
|
| 200 | 200 |
| |||||||||||||||||||||
| Основные работы | |||||||||||||||||||||||||||||
| 15.
| Отвинчивание гаек и снятие стыковых болтов в стыках рамного рельса | болт соедин. накл. | 8
4 | 1,5
0,61 | -
- | 12
2,44 |
| 14 3 3 | 4 |
| |||||||||||||||||||
| 18.
| Снятие горизонтальных болтов в корневом и закорневом вкладышах | болт болт | 6
17 | 2,14
0,55 | -
- | 12,8
9,2 |
| 15 11 | 2 |
13 | |||||||||||||||||||
| 20. | Вывинчивание оставшихся шурупов на концах брусьев | шуруп | 30 | 0,34 | - | 10,2 |
| 12 | 1 | 12 | |||||||||||||||||||
| 21. | Снятие болтов стрелочных тяг | болт | 2 | 2,63 | - | 5,26 |
| 6 | 1 | 6 | |||||||||||||||||||
| 22. | Выдергивание оставшихся основных костылей | костыль отв. пл. закр. | 12 | 0,22 | - | 2,6 |
| 4 4 2 | 4 |
| |||||||||||||||||||
| 25. | Сдвижка старого рамного рельса вместе с остряком, башмаками и связными полосами | рамный рельс конец бруса | 1 | 75,1 | - | 75,1 |
| 86 13 | 8 |
| |||||||||||||||||||
| 27. | Надвижка нового рамного рельса вместе с остряком, башмаками и связными полосами | рамный рельс | 1 | 83,2 | - | 83,2 |
| 96 | 8 | 12 | |||||||||||||||||||
| 28.
| Постановка накладок в стыках рамного рельса | накл. болт | 4 8 | 0,64 2,19 | - - | 2,56 17,5 |
| 3 20 | 2 |
12 | |||||||||||||||||||
| 30.
| Постановка корневого и закорневого вкладышей, 4-х горизонтальных болтов в корневом и двух болтов в закорневом вкладышах и завинчивание гаек | болт болт болт | 6
17
2 | 3,83
0,71
0,71 | -
-
- | 23
12,1
1,42 |
| 26 14 2 | 2 |
21 | |||||||||||||||||||
| 33. | Завинчивание по два шурупа на каждом конце бруса | шуруп | 30 | 0,41 | - | 12,3 |
| 14 | 2 | 7 | |||||||||||||||||||
| 34. | Пришивка рамного рельса к брусьям по шаблону двумя основными костылями на каждом конце бруса | костыль | 12 | 0,61 | - | 7,3 |
| 8 | 2 | 4 | |||||||||||||||||||
| 35. | Постановка соединительных болтов в стрелочных тягах | болт | 2 | 3,14 | - | 6,28 |
| 7 | 2 | 4 | |||||||||||||||||||
| 36. | Сверление отверстий в рельсах для болтов угольников гарнитуры | отв. | 2 | 9,76 | - | 19,5 |
| 24 | 2 | 12 | |||||||||||||||||||
| 37. | Постановка новых рельсовых штепсельных соединителей | соедин. | 2 | 1,97 | - | 3,94 |
| 5 | 2 | 3 | |||||||||||||||||||
| 38. | Приварка рельсовых соединителей | соедин. | 2 | - | 1,85 | - | - | - |
| 4 | |||||||||||||||||||
|
|
| Итого: |
|
|
|
|
| 392 |
| ||||||||||||||||||||
| Заключительные работы | |||||||||||||||||||||||||||||
| 39. | Завертывание недостающих шурупов | шуруп | 30 | 0,41 | - | 12,3 | 16 | 1 | 16 | ||||||||||||||||||||
| 40. | Забивка недостающих костылей | костыль | 6 | 0,41 | - | 2,4 | 3 | 1 | 3 | ||||||||||||||||||||
| 41.
| Постановка изоляции в связных полосах стрелки | комп. изол. болт шуруп шплинт | 5
| 2,53
|
| 12,6
| 16 28 23 3 | 5 |
| ||||||||||||||||||||
| 45.
| Подкрепление болтов в стыках, горизонтальных болтов в корневом и закорневом вкладышах | болт болт | 14
| 0,5
| -
| 7
| 9 3 | 1 |
| ||||||||||||||||||||
| 47. | Погрузка смененного рамного рельса с остряком на платформу дрезины краном ДГК | рамный рельс | 1 | - | 6,4 | - | - | - | - | 6 | |||||||||||||||||||
|
| Итого: |
|
|
|
| 101 |
| ||||||||||||||||||||||
|
| Всего: |
|
|
|
| 693 |
| ||||||||||||||||||||||

ГРАФИК
производства работ по смене рамного рельса с остряком и башмаками (полустрелки) стрелочного перевода типа Р65 марки 1/9, 1/11 колеи 1520 мм
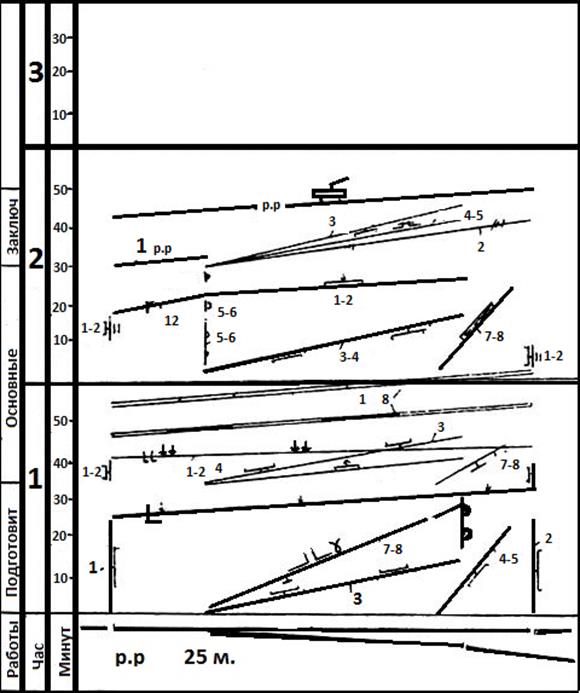
Рис.5.1.
Условные обозначения

| Постановка по одной дополнительной шайбе на 4-х болтах в стыках рамного рельса со смазкой этих болтов. |

| Опробование и смазка горизонтальных болтов в корне остряка и болтов в закорневом вкладыше, болтов съемных клемм на корневом мостике и двойных подкладках за корнем остряка, закладных болтов в укорке на корневом мостике. |

| Снятие шплинтов в болтах стрелочных тяг, опробование болтов на стр. тягах с их смазкой. |
 
| Вывертывание шурупов, стяжных болтов на связных полосах стрелки. |

| Вывертывание по 2 шурупа на каждом конце бруса. |

| Выдергивание одного основного костыля на каждой подкладке в вылете рамного рельса. Антисептирование шурупных и костыльных отверстий. Постановка пластинок-закрепителей в костыльные отверстия. Опробование остальных основных костылей. |
 
| Сверление отверстий в рельсах для штепсельных рельсовых соединителей. |

| Отвинчивание гаек и снятие стыковых болтов в стыках рамного рельса, снятие приварных рельсовых соединителей обрубкой, снятие стыковых накладок. |

| Снятие горизонтальных болтов в корневом и закорневом вкладышах, съемных клемм на корневом мостике, двойных подкладках за корнем остряка. |

| Отвертывание шурупов на концах брусьев. |

| Снятие болтов стр. тяг. |

| Выдергивание оставшихся основных костылей, антисептирование шурупных и костыльных отверстий, постановка пластинок-закрепителей в костыльные отверстия. |

| Сдвижка старого рамного рельса вместе с остряком, рамным рельсом и связными полосами, зачистка заусенцев, обметание зачищенных мест с антисептированием. |

| Надвижка нового рамного рельса вместе с остряком, башмаками и связными полосами. |

| Постановка накладок, 4-х болтов в стыках рамного рельса, завинчивание гаек. |

| Постановка корневого и закорневого вкладышей, 4-х горизонтальных болтов в корневом и 2-х болтов в закорневом вкладыше, установка съемных клемм на корневом мостике и двойных подкладках за корнем остряка и завинчивание гаек, закладных болтов в упорке на корневом мостике. |

| Пришивка рамного рельса к брусьям по шаблону двумя основными костылями на каждом конце бруса. |

| Постановка соединительных болтов в стрелочных тягах. |

| Завертывание по два шурупа на каждом конце бруса. |
 
| Сверление отверстий в рельсах для угольников гарнитуры электросверлильным станком 1024Б. |

| Приварка рельсовых соединителей. |

| Постановки новых штепсельных рельсовых соединителей. |

| Постановка изоляции в стяжных полосах стрелки, постановка стяжных болтов в связных полосах стрелки, завертывание шурупов в связных полосах стрелки. |

| Завертывание недостающих шурупов, забивка недостающих костылей. |

| Постановка шплинтов в соединительные болты стрелочных тяг, подкрепление болтов в стыках, горизонтальных болтов в корневом и закорневом вкладышах, закладных болтов съемных клемм на корневом мостике, двойных подкладках за корнем остряка. |

| Погрузка смененного рамного рельса с остряком. |
6. Расчет экономической обоснованности применения алюмотермитной сварки при содержании бесстыкового пути
Эффективность машинизированного содержания пути определяет с учетом не только определения эффективности работ по текущему содержанию пути, но и по ремонту пути, принимая во внимание, что их выполняют с применением одного и того же комплекса машин.
Эффективность путевых машин слагается из уменьшения трудовых затрат на выполнение работ по текущему содержанию и ремонту пути и повышения качества содержания пути. В количественном выражении эффективность зависит от многих факторов: типа и количества путевых машин, типа и конструкции верхнего строения пути, засоряемости балластной призмы, грузонапряженности, климатических условий, укомплектованности дистанций пути рабочей силой, качества обслуживания и ремонта машин и др.
Планово-предупредительные работы по текущему содержанию и ремонту пути, включающие выправку, рихтовку, уплотнение балласта в шпальных ящиках, планировку балластной призмы при выправке, смазку и закрепление клеммных и закладных болтов, очистку рельсов и скреплений от грязи и мазута, удаление загрязнителей из под подошвы рельса, замену негодных шпал, ввод плетей в расчетный интервал температур до перехода на машинизированный способ производились с применением механизмов и вручную, а после перехода производится с применением машин.
Если до оснащения машинами дистанция была укомплектована рабочей силой по текущему содержанию и ремонту пути менее чем 100% потребности, то потребные объемы работ ежегодно выполнялись не полностью, что отрицательно отражалось на качестве содержания пути, количестве предупреждений об ограничении скорости движения, отказах пути, сроке службы элементов верхнего строения.
Содержание и ремонт путевых машин организованы таким образом, чтобы обеспечивалась достаточная их надежность.
По результатам представленной выше технологии организации разрядки температурных напряжений проводим экономический расчет. Исходными данными является себестоимость сварки алюминотермитным и электроконтактным способом и количество сваренных стыков.
Для этого необходимо решить следующие задачи:
- провести расчеты стоимости сварки единицы измерения алюминотермитным способом;
- провести расчеты стоимости сварки единицы измерения электроконтактным способом;
- рассчитать всего фронта работ сваренных алюминотермитным способом;
- рассчитать всего фронта работ сваренных электроконтактным способом.