
1 сварщик № 3 подготавливает полуформы, тигель, обмазывает ковш для шлака формовочной смесью.








2 сварщика № 1,2 устанавливают на стык литейную форму, комбинированную стойку и ковш для шлака, устанавливают и регулируют тигель на стойке, уплотняют литейную форму формовочной смесью.
Сварщик № 1 газовой горелкой прогревает концы рельсов в полости формы до 800 - 900ºС.
После нагрева стыка горелка снимается, над полостью формы размещается тигель с порцией термита (путем поворота его на 90ºС) и вводится запал.
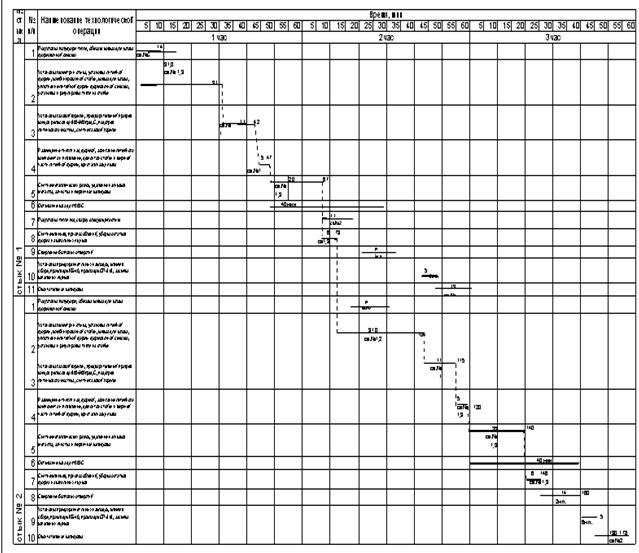
Рис. 3.1. Пооперационный график производства работ по алюминотермитной сварке рельсов
По мере прохождения реакции литниковый запор тигля открывается (расплавляется) и жидкий металл заливается в форму по сечению рельса. В течение 3-4 минут происходит кристаллизация шва.
Приливную часть металла «облив» на шейке и подошве сварного стыка от остатков песчаной смеси снимают зубилом и очищают стальной щеткой.
На освобожденном от полуформ стыке сварщики № 1,3 гидравлическим ножом снимают излишки металла по поверхности катания и боковым граням головок рельса.
Абразивным инструментом производится первичная механическая обработка стыка.

Рис.4.8 Сварка рельсов алюмотермитным способом
Затем сварщики № 1,3 снимают клинья, убирают остатки формы из шпального ящика.
После остывания (20 минут) тигля сварщик № 2 подготавливает его под сварку следующего стыка.
По мере освобождения, сварочное оборудование переносится к следующему стыку.
Сварочные работы на втором стыке выполняются в такой же последовательности.

Рис.4.9 Форма для сбора шлаков
Для монтера пути сверлят болтовые отверстия на конце плети для установки предохранительных накладок.
После визуального осмотра стыка 6 монтеров пути устанавливают предохранительные накладки на сваренный стык; устанавливают новые подрельсовые и нашпальные прокладки и клеммы в сборе на шпалах, прилегающих к сварному стыку; засыпают балластом шпальные ящики.
После остывания сварного стыка сварщиком № 3 выполняется окончательная шлифовка головки рельса (поверхности катания, наружной и внутренней грани) шлифовальным станком.
Мотовозом производится уборка рельсовой рубки, технологического оборудования.

Рис 4.10 Вид сваренного стыка.
После проверки состояния пути, устранения выявленных неисправностей участок работ открывается для движения со скоростью первых двух поездов не более 25 км/ч, а последующих – с установленной скоростью.
Перечень необходимых путевых машин,
механизмов и инструмента
| Мотовоз МПТ, шт. | 1 |
| Рельсосверлильный станок, шт. | 1 |
| Дефектоскоп ультразвуковой, шт. | 1 |
| Оборудование для алюминотермитной сварки, компл. | |
| Домкрат гидравлический, шт. | 1 |
| Вилы щебеночные, шт. | 3 |
| Лопата совковая, шт. | 3 |
| Ключ торцовый, шт. | 6 |
| Ключ гаечный, шт. | 2 |
| Лом остроконечный, шт. | 6 |
| Термометр рельсовый, шт. | 1 |
| Рулетка мерная, шт. | 1 |
| Оперативная радиосвязь, компл. | 1 |
Комплект технологического оборудования
для алюминотермитной сварки рельсов
| № п/п | Применяемое оборудование, инструменты | Кол-во, штук |
| 1 | Агрегат гидравлический АГ-1 | 1 |
| 2 | Станок обрезной гидравлический СОГ-1 | 1 |
| 3 | Станок шлифовальный гидравлический СШГ-1 | 1 |
| 4 | Станок рельсорезный СР-1 | 1 |
| 5 | Стойка комбинированная | 1 |
| 6 | Приспособление для установки тигля на стойку комбинированную | 1 |
| 7 | Стойка тигля | 1 |
| 8 | Держатель тигля | 1 |
| 9 | Рамка форм Р-65 (зазор 25 мм) пара | 3 |
| 10 | Ковш | 2 |
| 11 | Обечайка тигля | 2 |
| 12 | Крышка тигля | 1 |
| 13 | Клещи малые | 1 |
| 14 | Клещи кузнечные | 1 |
| 15 | Оправка литникового запора | 1 |
| 16 | Фреза | 1 |
| 17 | Лопатка для формовки малая | 1 |
| 18 | Лопатка для формовки большая | 1 |
| 19 | Кожух защиты рельса широкий | 1 |
| 20 | Кожух защиты рельса узкий | 1 |
| 21 | Пруток 12 мм | 1 |
| 22 | Пруток 8 мм | 1 |
| 23 | Монтажка | 2 |
| 24 | Поддон для песка | 1 |
| 25 | Направляющая рама | 1 |
| 26 | Трафарет для обрезки рельсов | 1 |
| 27 | Линейка металлическая длиной 1 м | 1 |
| 28 | Штангенциркуль | 1 |
| 29 | Клин для измерения возвышения | 1 |
| 30 | Клин для измерения зазора | 1 |
| 31 | Шаблон универсальный Р-65 (зазор 25 мм) | 1 |
| 32 | Клин большой | 7 |
| 33 | Клин малый | 7 |
| 34 | Набор измерительных щупов (0,05-1,0 мм) | 1 |
| 35 | Горелка газовая | 1 |
| 36 | Держак газовый (пропан, кислород) | 1 |
| 37 | Механизм настройки горелки | 1 |
| 38 | Стойка горелки | 1 |
| 39 | Редуктор кислородный БКО 50-12,5 | 1 |
| 40 | Редуктор пропановый БПО 5-3 | 1 |
| 41 | Шланг для кислорода/пропана L=11 м | 2 |
| 42 | Хомут для Рукава | 4 |
| 43 | Кувалда 4 кг | 1 |
| 44 | Зубило длинное (кузнечное) | 1 |
| 45 | Зубило 160 мм | 1 |
| 46 | Молоток 3 кг | 1 |
| 47 | Напильник с ручкой плоский | 1 |
| 48 | Напильник с ручкой круглый | 1 |
| 49 | Напильник с ручкой трехгранный | 1 |
| 50 | Набор гаечных ключей 8х10; 12х13; 13х17; 14х15; 17х19; 22х24; 27х30 | 1 |
| 51 | Отвертка плоская 190х1,0 мм | 1 |
| 52 | Лом малый | 1 |
| 53 | Плоскогубцы | 1 |
| 54 | Щетка металлическая | 1 |
5. Деталь проекта