
Составить схему изготовления гнутых триплексных стекол








Цель : Закрепить знания по теме: «Производство триплекса», изучить технологию изготовления гнутых триплексных стекол
Методические указания
Для производства используется полированное флоат-стекло и высококачественная ПВБ-пленка. Прессование пакетов ведется в газовых (воздушных) автоклавах.
Технологический процесс начинается с контроля заготовок стекла. Полированное стекло толщиной 2-3 мм тщательно проверяется на отсутствие внешних дефектов. Проверенные заготовки из пирамиды (1) поступают на резные полуавтоматические линии, на которых на резных станках (2) по копиру надрезаются контуры заготовки. Далее надрезанные заготовки перемещаются на отломочный стол (3), где отделяются борта, и затем поступают на кромкошлифовальный станок (4) для притупления кромок.
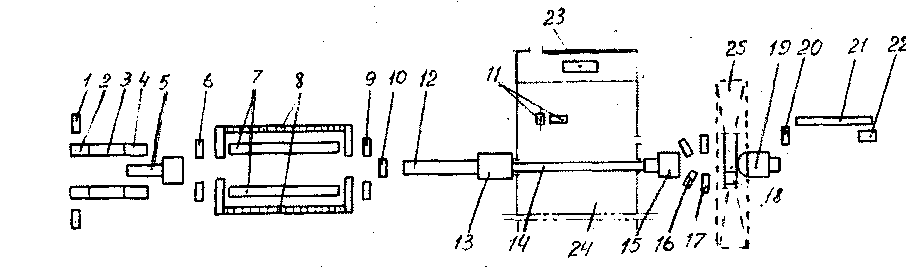
1 — пирамида с отсортированными заготовками стекол, 2 —резной станок, 3 — стол отломки бортов, 4 — станок обработки кромок, 5 — моечно-сушилъная машина с камерой напыления разделительного слоя, 6 — пирамида с пакетами стекла для моллирования, 7 — печи молнирования, 8 — обгонные конвейеры форм моллирования, 9 — пирамида с моллированными пакетами, 10 — контрольный шаблон для проверки моллированных пакетов, 11 —рулон ПВБ пленки со столом раскроя, 12—моечная машина гнутого стекла, 13 — камера сушки гнутого стекла, 14 — конвейер пакетирования, 15 — печи подогрева пакетов, 16 — подпрессовочные каландры, 17 — пирамиды с подпрессованным стеклом для загрузки в автоклав, 18—тележка для подачи стекла в автоклав, 19 — воздушный автоклав, 20 — пирамида с готовым стеклом для контроля, 21 — конвейер контроля готовой продукции, 22 — ящик (оборотная тара), 23 — кондиционер отдела пакетирования, 24 — отдел пакетирования, 25 — кран-балка
Рисунок 1 - Поточная линия изготовления гнутых триплексных стекол
Резной станок, стол отломки и станок для притупления кромок соединены в одну непрерывную линию. Заготовка стекла перемещается по позициям вручную на воздушной подушке. Так как заготовки пакета гнутого стекла различны по длине, параллельно установлены две линии вырезки, отломки и обработки кромки - для верхнего и нижнего стекла. Обработанные заготовки направляются в моечно - сушильную машину (5), где на высушенную поверхность заготовки напыляется разделительный материал. Таким материалом может быть тальк, кизельгур. С моечной машины заготовки снимаются и укладываются на пирамиды (6) парами в пакеты напыленными сторонами внутрь пакета. Далее собранные пакеты направляются на участок моллирования. Моллирование пакетов производится в туннельных печах (7) на разъемных ленточных формах. Смоллированные пакеты проверяются на прилегание по накладному шаблону (10) и ставятся в пирамиды (9). После этого пирамиды со стеклом перемещаются электропогрузчиком к моечной машине гнутого стекла. Для мойки каждую из гнутых заготовок пакета последовательно кладут на опоры специального транспортера, который направляет их в моечно - сушильную машину (12), (13). Гнутые стекла пакета моются обессоленной водой для достижения наибольшей чистоты поверхностей заготовок и лучшей адгезии с пленкой. Рулон клеящей ПВБ - пленки поступает на этап пакетирования и ставится на подставку (11) к столу раскроя. Операции по подготовке, обработке и раскрою пленки производятся в изолированном помещении (24) с кондиционированным воздухом, где производится и окончательная сборка пакетов. Пакеты собираются вручную на непрерывно движущемся конвейере с нижней подсветкой, что позволяет вести дополнительный визуальный контроль стекла и пленки. В помещении пакетирования с помощью кондиционера (23) поддерживается постоянная температура в пределах 18°С и относительная влажность воздуха — 25 - 30%. Собранные пакеты по конвейеру перемещаются в электрическую туннельную печь подогрева (15), где нагреваются до температуры около 100° С. Затем пакеты в подогретом состоянии снимаются с конвейера и пропускаются через механизированные каландры (16), где под давлением резиновых валков происходит предварительное склеивание стекла с ПВБ - пленкой. Подпрессованные пакеты устанавливаются в секционную пирамиду (17), которая кран - балкой (25) ставится на загрузочную тележку (18). Затем тележка по рельсам закатывается в воздушный автоклав (19). Процесс прессования ведется автоматически по заданному режиму.
После окончания цикла прессования пирамида с готовым стеклом (20) перемещается на участок визуального контроля, где производится 100 - процентный контроль стекол на специальном конвейере (21). Прошедшие контроль изделия снимаются с конвейера, закладываются в специальную тару (22). В последние годы в связи с повышением международных требований к качеству автомобильных стекол технология производства автомобильного триплекса постоянно совершенствуется: вводится новое оборудование, новые технологические операции.
Задание 1: Дайте ответы на следующие вопросы :
1 Триплекс - это ________________________________________________________
2 Область применения триплекса______________________________________________
3 Какими свойствами должно обладать готовое триплексное изделие?_______________
4 Какое сырье применяют для производства пленки ПВБ?______________________
5 Составить схему изготовления триплекса с мешковым способом прессования_______
__________________________________________________________________________
6 Как называется способ получения трехслойного стекла без применения ПВБ- пленки операции прессования_______________________________________________________
7 Допиши: Полимеризация- это процесс ________________________________________
8 Описать процесс изготовления триплекса на основе полимеризации______________
|
|
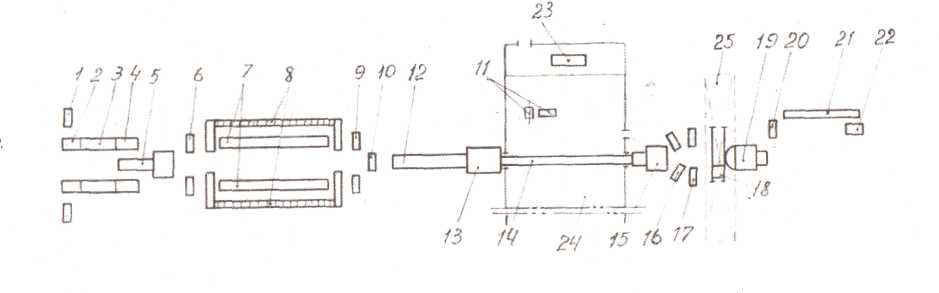
Задание 2 На приведенной ниже схеме обозначить номера позиций и указать их значение
|
|
Рисунок 1 - Поточная линия изготовления гнутых триплексных стекол
Задание 3 По данным схемы приведенной в задании 2 описать технологический процесс производства гнутых триплексных стекол
Порядок выполнения работы
На занятии студент должен :
1 Изучить технологический процесс производства « триплекса »;
2 Изучить технологический процесс производства гнутых триплексных стекол;
3 Составить отчет по проделанной работе
Содержание отчета
Отчет выполняется на листах формата А4 по установленному образцу.
Отчет должен содержать следующие разделы:
1 Название и цель работы;
2 Ответы на вопросы задания №1;
3 Схему поточной линии изготовления гнутых триплексных стекол с указанием номеров позиций;
4 Описание работы линии
Практическая работа № 36-37