
Изучить прессы для прессования изделий из порошкообразных керамических масс








Цель : Закрепить знания по теме: «Оборудование для изготовления изделий из керамических масс»
Методические указания
Основной машиной в производстве керамических строительных материалов является пресс, назначение которого— придание изделиям требуемой формы, размеров и плотности.
Все существующие типы прессов можно в основном разделить на две группы: а) прессы для формования изделий из пластических масс; б) прессы для изготовления изделий из порошкообразных масс.
Прессы пластического формования предназначаются для изготовления изделий из пластичной глиняной массы. Под пластичностью следует понимать способность глиняного теста под влиянием внешнего воздействия принимать требуемую форму без разрыва и трещин и после прекращения этого воздействия сохранять полученную форму.
Назначение прессов пластического формования — придавать глиняной массе требуемую форму, размеры и плотность.
В соответствии с конструкцией прессующего устройства прессы пластического прессования разделяются на две основные группы:
1) ленточные прессы с винтовыми лопастями;
2) прессы штамповочного действия.
Среди машин первой группы больше все распространены так называемые ленточные винтовые (шнековые) прессы и отчасти штамповочные.
Ленточные шнековые прессы предназначены для пластического формования керамических изделий из масс влажностью от 17—18% и выше, при этом глиняная масса выжимается из мундштука пресса в виде непрерывной ленты заданных размеров и формы. Лента, выходящая из мундштука пресса, разрезается затем на отрезки (изделия) определенных размеров.
Штамповочные прессы пластического формования находят применение при изготовлении глиняной черепицы.
Ко второй группе прессов относятся машины, предназначенные для производства изделий из сыпучих порошкообразных масс влажностью 3—5% при изготовлении огнеупорных изделий и 7—8% — при изготовлении строительных изделий.
Колено-рычажные прессы с гидравлическим противодавлением
Колено-рычажный пресс с гидравлическим противодавлением применяется для производства керамических облицовочных плиток. Принцип работы пресса сводится в основном к следующему. От коленчатого вала 1 (рисунок 16) через шатун 2 приводятся в движение прессовые рычаги 3 и 4, шарнирно связанные между собой и шатуном 2.
При переходе шарнира 5 из положения А в положение Б и обратно, верхний штемпель 6 опускается в крайнее положение, при этом осуществляется предварительное и окончательное прессование. При предварительном прессовании клапан 11 открыт. Жидкость в цилиндре 9 находится под давлением воздуха, заключенного в баллоне 10. При заданном давлении нижний штемпель 7 начнет опускаться, выдавливая жидкость (масло) из цилиндра 9 через клапан 11 в баллон 10.
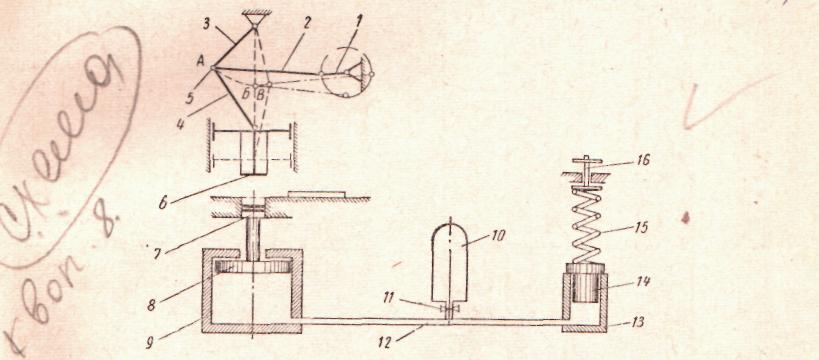
Рисунок 1- Колено-рычажный пресс с гидравлическим противодавлением
После предварительного прессования при переходе шарнира из точки Б в точку В верхний штемпель 6 поднимается, при этом масло из баллона 10 возвращается под давлением воздуха в цилиндр 9, а клапан 11 автоматически перекрывается. Окончательное прессование при высоком давлении, т.к. при закрытом клапане 11 масло не может перейти из цилиндра 9 в баллон 10, осуществляется при переходе шарнира 5 из точки В в точку Б, при этом масло, выжимаемое нижнем штемпелем 7 из цилиндра 9, по каналу 12 перетекает в цилиндр 13, и поднимает поршень 14, который прижат пружиной 15. При вторичном прохождении шарнира плита подвергается окончательному прессованию, по окончании прессования с подъемом штемпеля 6 срабатывает механизм передвижения загрузочной каретки, которая сдвигает отпрессованную плиту и наполняет форму массой.
Задание 1: Дайте ответы на следующие вопросы :
1 Для чего, в производстве керамических строительных материалов, используют пресс-__________________________________________________________________
2 На какие две группы можно разделить существующие типы прессов___________ ________________________________________________________________________
3 На какие две группы делятся прессы пластичного формования?_______________ ________________________________________________________________________
4 Какие машины получили название прессов полусухого прессования____________
________________________________________________________________________
5 Для чего предназначены ленточные винтовые прессы________________________
________________________________________________________________________
6 Пластичность – это_____________________________________________________
7 В чем заключается процесс обезвоздушивания, в производстве керамических изделий________________________________________________________________
_______________________________________________________________________
8 Назначение мундштука__________________________________________________
Задание 2 На приведенной ниже схеме обозначить номера позиций и написать их значение

Рисунок 2 – Схема колено - рычажного пресса с гидравлическим противодавлением
Задание 3 По данным схемы, приведенной в задании 2, описать процесс формования керамических изделий
Порядок выполнения работ:
На занятии студент должен :
1 Изучить оборудование, для производства керамических изделий;
2 Знать основные узлы прессов;
3 Составить отчет по проделанной работе.
Содержание отчета
Отчет выполняется на листах формата А4 по установленному образцу.
Отчет должен содержать следующие разделы :
1 Название и цель работы;
2 Ответы на вопросы задания №1;
3 Схему колено-рычажного пресса;
4 Описание процесса производства керамических изделий с помощью колено-рычажного пресса
Практическая работа № 4
Расчет ленточных прессов
Цель:
Освоить и закрепить практические навыки определения технологических параметров и расчета ленточных прессов
Задание:
Найти производительность безвакуумного ленточного пресса СМК-21, если известны: внутренний диаметр цилиндра (500 мм), диаметр ступицы – 100 мм, шаг лопастного винта – 300мм, расход сырья (2,5 м3) и толщина лопасти равна 8мм
Таблица 1 – Варианты заданий
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| D , м | 550 | 600 | 650 | 600 | 550 | 500 | ||||
| q , м3 | 1,8 | 1,9 | 2,0 | 2,2 | 2,4 | 2,3 | ||||
| n , об/мин | 25 | 19 | 25 | 19 | 25 | 26 | ||||
Методические указания
Керамическая и огнеупорная промышленность выпускает разнообразный ассортимент изделий: кирпич, черепицу, трубы, облицовочные плитки, плитки для полов, различные фасонные изделия из огнеупорных масс и т.. д., используемые для постройки зданий, мартеновских и доменных печей, дорог, внутренней и наружной облицовки зданий, отделки санитарных узлов и т. д.
Формование керамических изделий в зависимости от влажности массы и назначения изделий осуществляется следующими способами: пластическим—при влажности массы 20—34%, штампованием — при влажности массы 14—18% и полусухим—при влажности массы 3—12%.
| 1 |
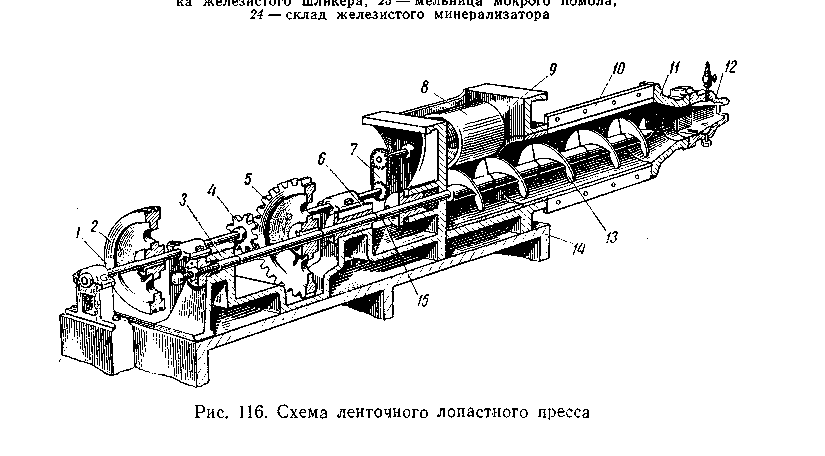
| Рисунок 1 – Схема ленточного пресса |
Формование бывает принудительное, осуществляемое на прессах пластического и полусухого прессования, и формование литьем.
Прессы для формования изделий из пластических керамических масс называются прессами пластического формования. Конструкция и работа этих прессов основана на использовании пластических свойств керамических масс, т. е. на их способности под влиянием внешних усилий принимать требуемую форму без разрывов и трещин и сохранять полученную форму после прекращения действия усилий.
Для пластического формования применяют ленточные лопастные, трубные, салазочные, револьверные и другие прессы. Ленточные лопастные прессы, получившие название по форме выходящего из мундштука бруса, применяют для обработки керамических масс с целью повышения их однородности и пластичности, формования заготовок для различных огнеупорных изделий, изоляторов и хозяйственной посуды, для формования кирпича-сырца и тому подобных изделий из масс с влажностью 18—25%.
Ленточные лопастные прессы бывают безвакуумные и вакуумные.
Ленточный лопастный безвакуумный пресс (рисунок 1) обычно состоит из приемной коробки 9, фундаментной плиты 14, корпуса 10, головки 11, мундштука 12 и вала 15 с лопастями 13, который смонтирован на подшипниках 6 и 3. Внутри приемной коробки над лопастным валом смонтирован вдавливающий валок 8. Привод лопастного вала и вдавливающего валка осуществляется от электродвигателя через клиноременную передачу (или редуктор), шкив 2, приводной вал и пару цилиндрических зубчатых колес 4 и 5. От приводного вала 1 через цепную (или зубчатую) передачу 7 получает вращение вдавливающий валок 8.
Масса (или смесь), поступающая в приемную коробку, валком вдавливается в пространство между лопастями вращающегося винта. Лопасти винта забирают массу, продвигают через корпус, головку и выталкивают ее через мундштук в виде уплотненной ленты требуемого сечения.
Имея сравнительно простую конструкцию, шнековые прессы характерны весьма сложными процессами, происходящими в них при (перемещении массы через корпус, головку и мундштук. Характер процессов, происходящих в шнековом прессе, в значительной степени зависит от физико-механических свойств массы, конструктивных и технологических параметров деталей и узлов пресса и оказывает существенное влияние на качество формуемых изделий, производительность и другие показатели работы пресса.
Приемная коробка служит для приема массы, из которой она забирается лопастями винта.
Корпус пресса является связующим звеном между приемной коробкой и головкой. В корпусе происходит транспортировка и некоторое уплотнение массы. Форма и размеры корпуса оказывают существенное влияние на характер перемещения массы, производительность, расход энергии и другие показатели работы пресса.
Назначение кольцевых уступов состоит в том, чтобы препятствовать обратному движению массы. Эта задача ими хорошо выполняется до тех пор, пока не изношены лопасти. По мере износа лопастей внутри каждой секции происходит обратное движение — циркуляция массы, что приводит к снижению производительности пресса. Однако наличие уступов не позволяет сразу установить, что произошел износ лопастей, так как в этом случае масса не движется к коробке, а циркулирует внутри каждой секции.
Штыри и рифления предназначены для удержания массы от вращения вместе с лопастями винта, благодаря чему масса перемещается по вращающемуся винту к головке пресса. Задерживающие устройства оказывают существенное влияние на производительность и другие показатели работы пресса.
Винт с выпорной лопастью — главная рабочая часть пресса, осуществляющая транспортировку и прессование массы. От конструкции винта с выпорной лопастью в значительной степени зависят характер перемещения массы внутри корпуса и головке, качество выпускаемой продукции, производительность и расход энергии пресса.
Прессовая головка является переходной частью между корпусом и мундштуком пресса и оказывает существенное влияние на производительность, энергоемкость пресса и на качество формуемых изделий. Основное назначение головки состоит в том, чтобы уплотнить — «срастить» спиральные ленты массы, выдавливаемые выпорной лопастью в головку, обеспечить плавный переход потоку массы от круглого сечения к сечению формы изделия и выравнять скорости массы по сечению потока.
Мундштук пресса придает брусу, выходящему из ленточного пресса, определенную форму и размеры, а также доводит массу до необходимой плотности. Форма и размеры мундштука должны строго соответствовать размерам пресса.
Длина и конусность мундштука подбираются в соответствии с качеством сырья (длина 50—300 мм, конусность— 5—7%). При увеличении конусности трение массы о стенки мундштука возрастает; в результате брус уплотняется неравномерно, на нем образуются «драконовы зубы» и другие пороки.
Для образования пустот в глиняном брусе внутри мундштуков к скобе крепятся керны. Масса, проходящая через мундштук, обтекает керны и благодаря своей пластичности по выходе из мундштука сохраняет пустоты, образованные кернами.
Производительность ленточных лопастных прессов зависит от площади поперечного сечения кольца массы, продвигаемой внутри корпуса, шага и числа оборотов лопастного винта. Кроме того, на производительность пресса оказывает существенное влияние форма винта и его выпорной лопасти, свойства сырья, степень проворачивания и возврата массы внутри корпуса и т. д.
Пример решения
Дано:
D = 500 мм
d = 100 мм
s = 300мм
q = 2,5 м3
δ = 8мм.
Найти:
Q = ?
Решение
Ориентировочно производительность ленточного пресса можно определить по формуле

где D — внутренний диаметр цилиндра в м;
d — диаметр ступицы лопастного винта в м;
s — шаг лопастного винта в м
δ— толщина лопасти в м
п — число оборотов в минуту лопастного винта;
q—расход сырья на 1000 шт. кирпича в м3;
k — коэффициент использования пресса, определяемый по формуле
k =λφ μ,
где учитываются коэффициентами:
λ —возврат массы;
φ — проворачивание массы шнеком;
μ — уменьшение объема массы в головке и мундштуке пресса.
Перечисленные коэффициенты могут быть определены только экспериментальным путем. По практическим данным k = 0,3 - 0,4.

Порядок выполнения работы
На занятии студент должен:
1 Определить основные параметры ленточного пресса;
2 Составить отчет по проделанной работе.
Содержание отчета
Отчет выполняется на листах формата А4 по установленному образцу.
Отчет должен содержать следующие разделы:
1 Название и цель работы;
2 Расчет основных параметров ленточного пресса