
Определение производительности трубоформовочной машины. Составление кинематической схемы








Цель:
Освоить практические навыки составления кинематической схемы трубоформовочной машины, методику расчета её производительности
Задание
1 Составить кинематическую схему трубоформовочной машины;
2 Рассчитать производительность, если известны толщина стенки 50 мм, скорость движения сукна 0,5 м/сек, толщина пленки на сукне 0,25 мм, длина и диаметр формуемой трубы, а также время на вспомогательные операции (смотри таблицу по вариантам)
Таблица 1 – Варианты заданий
| № варианта | 1 | 2 | 3 |
| L, мм | 3100 | 4100 | 5100 |
| tв, сек | 4,8-6 | 24-30 | 6-10 |
| D, мм | 100 | 100 | 100 |
Методические указания
Процесс формирования асбестоцементных труб аналогичен процессу изготовления листовых изделий на круглосеточных листоформовочных машинах периодического действия.
В связи с повышенными требованиями, предъявляемыми к механической прочности асбестоцементных труб, их формуют из асбеста более высоких сортов. Для этого используют тонкую пленку, получаемую из асбестоцементной массы пониженной концентрации.
В настоящее время на заводах применяют в основном, трубоформовочные машины, работающие по способу концентрического навивания асбестоцементной пленки на вращающийся металлический сердечник — «форматную скалку» Так как внутренний диаметр формуемых асбестоцементных труб зависит от наружного диаметра форматных скалок, трубоформовочные машины комплектуют набором скалок различных диаметров. В зависимости от длины и диаметра асбестоцементных труб, на отечественных заводах применяют трубоформовочные машины для изготовления труб длиной 3,1 м с наружным диаметром 60—200 мм; труб длиной 4,1 м с наружным диаметром 200—1100 мм; труб длиной 5,1 м с наружным диаметром 100—600 мм; труб длиной 6,1 м с наружным диаметром 150—1000 мм.
Трубоформовочная машина АТМ-4 (рисунок 1) для изготовления асбестоцементных труб длиной 4 м с наружным диаметром 200—1100 мм работает следующим образом. Асбестоцементная суспензия из ковшового смесителя аппаратом питания подается в смеситель 1, откуда через порог переливается в ванну 2 сетчатого цилиндра установлены две мешалки 4, предназначенные для перемешивания массы с целью предупреждения расслаивания. Асбестоцементная пленка снимается с сетчатого цилиндра бесконечным рабочим сукном 5, которое прижимается к поверхности сетчатого цилиндра отжимным валом 6. После перехода асбестоцементной пленки с сетчатого цилиндра сукно проходит над вакуумной коробкой 7, предназначенной для частичного обезвоживания асбестоцементной пленки и сукна и уплотнения пленки. При дальнейшем движении сукно проходит регулировочный валик 8 и подходит к форматной скалке 9, вращающейся на опорном валу 10. Последний приводится во вращение от общего привода машины.
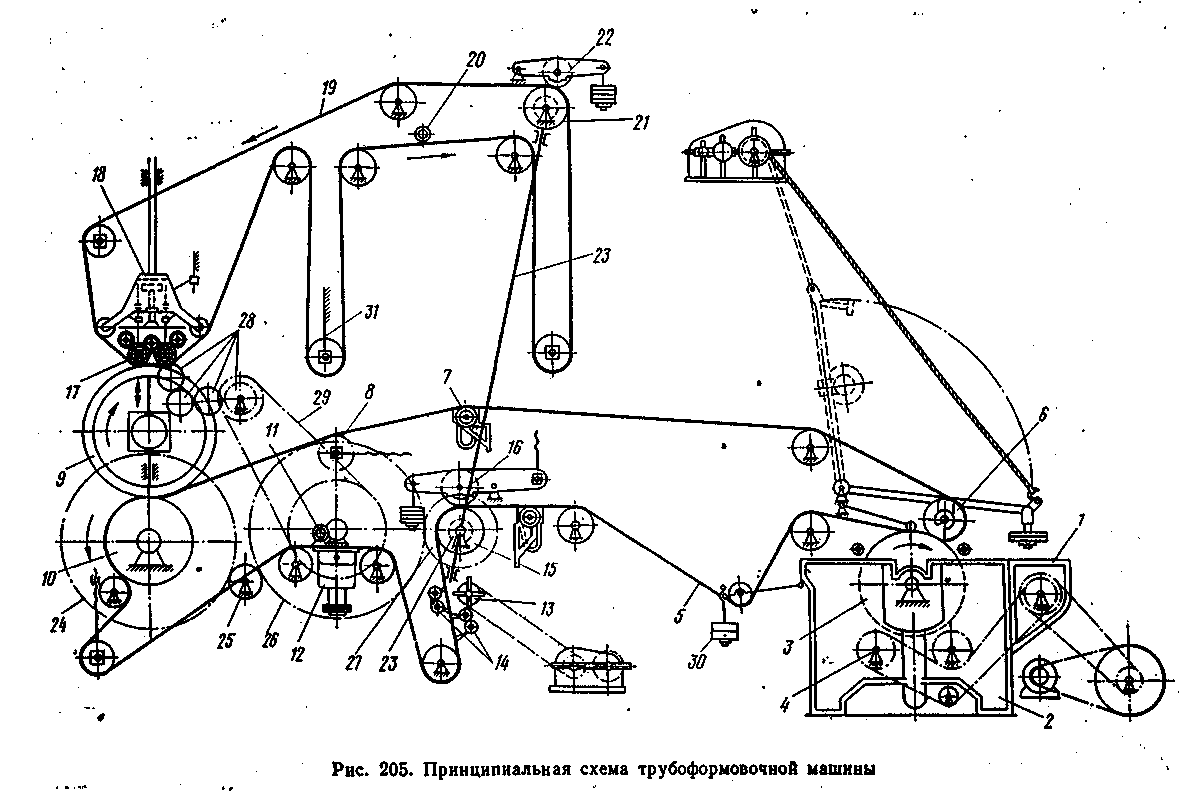
| 1 |
| Рисунок 1 – Принципиальная схема трубоформовочной машины АТМ-1 |
Асбестоцементная пленка переходит на форматную скалку и, навиваясь на ней, образует трубу. Сукно, освободившееся от асбестоцементной пленки, промывается водой из трубки 11. Вода и частицы асбестоцементной массы отсасываются вакуум-коробкой 12. При дальнейшем движении сукно поступает в зону действий сукнобойки 13, где также производится вторичная промывка сукна водой из трубок 14. Затем сукно, проходя между вторым приводным 15 и отжимным 16 валами и над вакуумной коробкой, обезвоживается и направляется к сетчатому цилиндру. Уплотнение асбестоцементного слоя на форматной скалке производится прессующими валиками 17 экипажа давления 18. Для предотвращения перехода асбестоцементного слоя с форматной скалки на нажимные валики последние охватываются верхним бесконечным сукном 19, которое периодически промывается водой из трубки 20. После этого верхнее сукно проходит между приводным 21 и отжимным 22 валами и обезвоживается. Вал 21 приводится во вращение от вала 15 через конические зубчатые передачи и вал 23. Второй приводной вал 15 получает вращение от опорного вала 10 через шестерни 24—27. Прессующие валики 17 приводятся во вращение от опорного вала 10 через шестерни 24—26, 28 и цепную передачу 29. Натяжение нижнего сукна производится натяжным механизмом 30, верхнего — натяжным механизмом 31.
Производительность трубоформовочной машины определяется по формулам:

где tц – время цикла формования, сек
l – длина формуемой трубы, м
где tф – время формования трубы, сек
tв – время, затрачиваемое на вспомогательные операции
где tф – время формования трубы, сек
D – внутренний диаметр трубы, м
S – толщина стенки трубы, м
υ – скорость движения сукна, м/сек
δ - толщина асбестовой пленки на сукне, м

Пример решения


Порядок выполнения работы
На занятии студент должен:
1 Определить производительность трубоформовочной машины;
2 Составить кинематическую схему трубоформовочной машины;
3 Составить отчет по проделанной работе
Содержание отчета
Отчет выполняется на листах формата А4 по установленному образцу.
Отчет должен содержать следующие разделы:
1 Название и цель работы;
2 Расчет производительности трубоформовочной машины
3 Кинематическую схему трубоформовочной машины
Вопросы для самоконтроля
1 В чем отличие изготовления асбестоцементных труб от изготовления а/с листовых изделий?
2 Для чего в ванне необходимы две мешалки?
3 На каком устройстве трубоформовочной машины образуется асбестоцементная труба?
4 Для чего предназначены вакуум-коробки?
5 С помощью какого устройства происходит уплотнение асбестоцементного слоя на форматной скалке?
6 Каким образом освобождается верхнеее сукно от а/ц массы и воды?
7 По схеме опишите принцип работы трубоформовочной машины.
3 курс 5 семестр
Практическая работа № 1