
Хромирование деталей.








Из всех гальванических процессов, применяемых в авторемонтном производстве, наиболее широкое применение получило хромирование, которое применяется для компенсации износа деталей, а также в качестве антикоррозионного и декоративного покрытия. Широкое применение хромирования объясняется высокой твёрдостью (Нц = 4...12 ГПа) электро-литического хрома и его большой износостойкостью, которая в 2...3 раза превышает износостойкость закаленной стали 45. Электролитический хром имеет высокую кислотостойкость и теплостойкость, а также прочно сцепляется почти с любыми металлами. Хромовые покрытия снижают усталостную прочность деталей на 20...30%.
Наряду с достоинствами процесс хромирования имеет и недостатки:
- сравнительно низкая производительность процесса (не более 0,03 мм/ч) из-за малых значений электрохимического эквивалента (0,324 г/А-ч) и выхода металла по току (12...15%);
- невозможность восстановления деталей с большим износом, так как хромовые покрытия толщиной более 0,3...0,4 мм имеют пониженные механические свойства;
- относительно высокая стоимость процесса хромирования.
В качестве электролита при хромировании применяется водный раствор хромового ангидрида (СrОз) и серной кислоты. Концентрация хромового ангидрида может изменяться в электролите в пределах 150...400 кг/м3. Концентрация серной кислоты должна соответствовать отношению Н2SO4 : СrОз = 1:100 [1:(80...125)].
В процессе хромирования на катоде происходят восстановление шестивалентного хрома (СrОз) до трехвалентного (СrОз), отложение металлического хрома и выделение водорода. На аноде при этом протекают окислительные процессы: окисление трехвалентного хрома до шестивалентного и выделение кислорода.
Состав электролита при эксплуатации ванны хромирования непрерывно изменяется за счет расхода хромового ангидрида на отложение металлического хрома, поэтому его необходимо периодически контролировать и корректировать.
3.2 Железнение деталей.
Железнением называется процесс получения твердых износостойких железных покрытий из горячих хлористых электролитов.
Железнение получило широкое применение при восстановлении деталей с износом от нескольких микрометров до 1,5 мм на сторону. Производительность процесса железнения примерно в 10 раз выше, чем при хромировании. Средняя скорость осаждения металла составляет 0,72…1 мкм/с, а выход металла по току равен 80…95 %.
В качестве электролита при железнении применяют водный раствор хлористого железа (FеС12-4Н2О), содержащий небольшое количество соляной кислоты (НС1), и некоторые другие компоненты, которые вводятся для повышения прочности сцепления покрытия с деталью (хлористый марганец МnС12-4Н2О) или для улучшения износостойкости (хлористый никель NiCl-4H2O).
Концентрация хлористого железа в электролите может изменяться в пределах 200...700 кг/м3. Электролиты с низкой концентрацией хлористого железа (200...220 кг/м) обеспечивают получение покрытий небольшой толщины (до 0,3...0,4 мм), но с высокой твердостью. Из электролитов высокой концентрации (650...700 кг/м3FеС12-4Н2О) могут быть получены покрытия толщиной 0,8...1 мм и более, однако с меньшей твердостью.
Содержание соляной кислоты в электролите должно быть в пределах 1,2...3 кг/м3. При более низком ее содержании снижается выход металла по току, и в электролите образуется гидроокись железа, которая, попадая в покрытие, ухудшает его качество. Повышение кислотности электролита не ухудшает качества покрытия, но снижает выход металла по току.
Наиболее рациональным является электролит средней концентрации, содержащий (400+200) кг/м3 РеС12-4Н2О, (2+0,2) кг/м3 НС1 и (10+2) г/м3 МnСl*4Н2О. Этот электролит стабилен в работе и почти не требует корректирования состава по содержанию основной соли, обеспечивает получение равномерных покрытий с необходимой твердостью и толщиной, имеет высокий выход металла по току и способствует повышению прочности соединения покрытий с поверхностью детали, так как содержит хлористый марганец.
Процесс нанесения покрытия при железнении производится в стальных ваннах, внутренняя поверхность которых футерована кислотостойким материалом.
Учитывая повышенную агрессивность хлористых электролитов, в качестве футеровки для ванн применяют графитовые плитки, пропитанные смолой, хорошая теплопроводность материала которых позволяет производить нагрев электролита в таких ваннах через водяную рубашку.
Ванны для железнения изготавливают также из фаолита. Этот материал обладает высокой кислотостойкостью, но имеет плохую теплопроводность, поэтому нагрев электролита до требуемой температуры в этом случае производят нагревателями, помещенными в электролит.
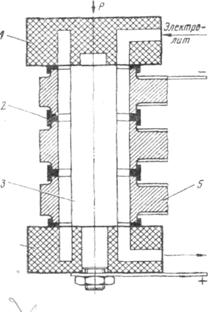
Электролизная ячейка для железнения отверстий в нижней головке шатунов:
1. верхняя плита;
2. уплотнительные прокладки;
3. анод;
4. нижняя плита;
5. шатуны.
3.3 Электролитическое и химическое никелирование.
Процесс никелирования как способ компенсации износа деталей в ряде случаев может успешно заменить хромирование, особенно при восстановлении деталей, работающих в коррозионной среде. Применяют два способа никелирования: электролитический и химический.
Электролитическое износостойкое никелирование - это процесс получения никель-фосфорных покрытий, содержащих 2...3 % фосфора.
В качестве электролита при этом используют водный раствор, в состав которого входят 175 кг/м3 сернокислого никеля, 50 кг/м3 хлористого никеля и 50 кг/м3 фосфорной кислоты.
Процесс проводится при растворимых никелевых анодах. Режим электролиза: плотность тока 5...40 А/дм2, температура электролита 75...95°С. В зависимости от режима твердость покрытия составляет Нц = 3,5...7,2 ГПа.
Процесс износостойкого электролитического никелирования имеет перед хромированием следующие преимущества: высокий выход металла по току до 90...95%; меньший расход электроэнергии; более высокую скорость нанесения покрытия (0,24 мм/ч). Износостойкость покрытия достаточно высокая, но она все же уступает износостойкости электролитического хрома.
Никель-фосфорные покрытия после нагрева до 400 °С и выдержки при этой температуре в течение одного часа приобретают более высокую твердость и износостойкость и могут применяться при восстановлении деталей вместо хромирования.
Химическое никелирование. Так называется процесс получения никель-фосфорных покрытий с содержанием фосфора 3... 10% из растворов солей контактным способом без затраты электроэнергии. В состав раствора для химического никелирования входят следующие составляющие: сернокислый никель - 20 кг/м3; гипофосфит натрия - 24 кг/м3; уксуснокислый натрий -10кг/м3. Покрытие наносят в эмалированной стальной ванне при температуре раствора 90...96°С. Скорость отложения покрытия 0,022...0,024 мм/ч. Раствор используется один раз и после нанесения покрытия на детали заменяется новым. Из одного раствора можно получить покрытие толщиной 25...30 мкм. При необходимости получить покрытие большей толщины детали погружают в свежий раствор.
Твердость покрытия составляет Нц = 3,5...4,0 ГПа. Она может быть повышена термической обработкой (нагрев до 350...400°С с выдержкой 1...1,5 ч) до Нц = 8,0...8,5 ГПа. Покрытие имеет высокую плотность и равномерно по толщине. Химическое никелирование применяют при восстановлении деталей с небольшим износом.
6. Электролитическое натирание.
Электролитическое натирание применяют при восстановлении цилиндрических поверхностей деталей, имеющих небольшой износ. Восстанавливаемую деталь, являющуюся катодом, устанавливают в патроне токарного станка или другого устройства, обеспечивающего ее вращение со скоростью 10...20м/мин. Анодом служит графитовый стержень, покрытый адсорбирующим материалом (сукно, стеклянное волокно, хлопчатобумажная ткань и др.). На анод непрерывно подается электролит, который пропитывает адсорбирующий материал. Процесс осуществляется при относительном перемещении анода и катода. В зависимости от применяемого электролита можно наносить покрытия из хрома, цинка, меди, железа и других металлов.
Электролитическое натирание цинком применяют при восстановлении посадочных поверхностей отверстий в корпусных чугунных деталях. При этом используется электролит следующего состава: сернокислый цинк - - 700 кг/м3; борная кислота — 30 кг/м3. Процесс натирания начинают при плотности тока 30.. .50 А/дм2, постепенно повышая ее до 200 А/дм2. Скорость нанесения покрытия при этом составляет 8... 10 мкм/мин. Прочность сцепления покрытия с чугунной деталью невысокая и не превышает 20 МПа.
Электролитическое натирание железом производится с применением хлористого электролита высокой концентрации (до 600 кг/м1 хлористого железа) при плотности тока 200 А/дм . Покрытие получается с твёрдостью Нц – 5,8 ... 6,0 Гпа
. 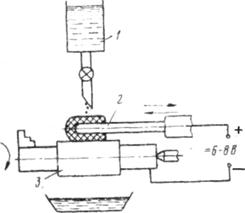
Схема установки для нанесения покрытий электролитическим натиранием:
1 - бак с электролитом; 2 - анод; 3 - деталь;
7. Защитно- декоративные покрытия.
Гальванические покрытия широко применяются в авторемонтном производстве для защиты деталей от коррозии и придания им красивого внешнего вида. По роду защитного действия гальванические покрытия подразделяются на анодные и катодные.
В автомобилестроении наибольшее применение нашли многослойные катодные защитно-декоративные покрытия. Наибольшей стойкостью обладают четырехслойные покрытия, которые получают путём последовательного нанесения слоев никеля, меди, никеля и хрома.
Технологический процесс нанесения защитно-декоративных покрытий не отличается от процесса нанесения износостойких покрытий. Однако в процесс подготовки детали к покрытию и обработки ее после покрытия необходимо включить операцию полирования, которая производится войлочными кругами с пастой ГОИ.
Меднение. Электролитическое меднение применяют в качестве подслоя при защитно-декоративном никелировании и хромировании, а также для защиты поверхностей детали от цементации.
Наиболее часто при меднении применяют простой и недорогой сернокислый электролит, состоящий из водного раствора медного купороса (200...250 кг/м3) и серной кислоты (50...75 кг/м3). Нанесение покрытия производится при использовании растворимых медных анодов при режиме: плотность тока 1...3 А/дм, температура электролита 18...20 ° С.
Никелирование. Электролитическое никелирование применяют в качестве подслоя при декоративном - хромировании. Электролитом при никелировании служит водный раствор сернокислого никеля в который вводят различные добавки: сернокислый натрий для увеличения электропроводности, сернокислый магний для получения более светлых покрытий и хлористый натрий или калий для повышения растворимости никелевых анодов. Процесс осуществляется при комнатной температуре электролита и плотности тока 0,5...1 А/дм .
Цинкование в авторемонтном производстве применяется главным образом для защиты от коррозии мелких крепежных деталей. Наибольшее применение при цинковании нашли сернокислые электролиты, в состав которых входят: сернокислый цинк (200...250 кг/м3), сернокислый аммоний (20...30 кг/м3)' сернокислый натрий (50...100 кг/м3) и декстрин (8...12 кг/м3). Нанесение покрытий производится в специальных вращающихся барабанах или колоколах при комнатной температуре электролита и плотности тока 3...5 А/дм2
Оксидирование стальных деталей производится путем их обработки в горячих щелочных растворах, содержащих окислители. При этом на поверхности деталей образуется оксидная пленка толщиной 0,6...1,5 мкм, которая имеет высокую прочность и надежно защищает металл от коррозии. Оксидированию подвергают нормали и некоторые детали арматуры кузова.
Оксидирование производят в растворе, содержащем 700...800 кг/м3 едкого натра с добавкой в качестве окислителей 200...250 кг/м3 азотнокислого натрия и 50...70 кг/м азотистокислого натрия при температуре раствора 140...145°С с выдержкой 40...50 мин. После такой обработки детали промывают в воде и для того, чтобы закрыть поры в покрытии, пропитывают в машинном масле при температуре 110...115°С.
Фосфатирование — это химический процесс создания на поверхности деталей защитных пленок, состоящих из сложных солей фосфора, марганца и железа. Защитная пленка имеет толщину от 8 до 40 мкм, обладает пористостью, имеет небольшую твердость и хорошо прирабатывается.
Фосфатирование производят в 30 ... 35%-ном водном растворе препарата "Мажеф" при температуре 95... 98 °С в течение 30...50 мин. Его применяют в качестве грунта при окраске деталей кузова и для улучшения прирабатываемости деталей.
8. Организация рабочих мест и техника безопасности.
Основное оборудование участка гальванических покрытий состоит из ванн для нанесения покрытий и вспомогательных ванн для обезжиривания, травления и промывки деталей. Ванны необходимо устанавливать в строгом соответствии с технологическим процессом. Учитывая, что в авторемонтном производстве применяют несколько различных процессов нанесения покрытий, в целях экономии площади рекомендуется основные ванны устанавливать у стен участка, а вспомогательные — посредине.
Если в качестве источников питания применяют выпрямители, то их следует устанавливать вблизи от ванн — потребителей тока.
Для загрузки и выгрузки деталей, а также для транспортировки от одной ванны к другой обычно применяют электротельферы.
Наиболее вредными для здоровья работающих на гальванических участках, являются электролиты. Большинство кислотных и щелочных электролитов очень токсично и отрицательно действует на дыхательные пути и кожные покровы работающих. Гальванические процессы протекают, как правило, с выделением кислорода и водорода. Выделяющиеся газы увлекают с собой мельчайшие частички электролита и таким образом насыщают воздух в помещении вредными парами. Учитывая это, при оборудовании гальванических участков особое внимание уделяют вентиляции помещений.
На гальванических участках рекомендуется иметь общую приточно-вытяжную вентиляцию с 8...10-кратным обменом воздуха в час. Кроме общей вентиляции, каждая ванна с вредными выделениями должна иметь двусторонний бортовой отсос воздуха. Мощность бортовых отсосов определяют исходя из объема воздуха, забираемого с 1 м2 поверхности ванны в час. Для ванн хромирования этот показатель должен быть 6000 м3/ч, для железнения 4800, для никелирования 2500, для меднения 2000, для электролитического обезжиривания 3000 мэ/ч.
При работе на гальванических участках необходимо применять резиновую обувь, перчатки и фартуки. В помещении должны устанавливаться фонтанчики с водой для обмывки кожных покровов, на которые может случайно попасть электролит. Полы и стены гальванического участка должны быть покрыты керамической плиткой и ежедневно промываться.
В целях охраны окружающей среды сточные воды после промывки деталей необходимо прежде, чем спускать в канализацию, пропускать через очистные сооружения.