Постановка фигурных вставок








Трещины в корпусных деталях можно устранить с помощью фигурных вставок.
Уплотняющие вставки применяют для герметичной заделки трещины.
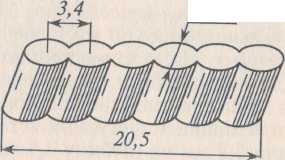
Через кондуктор, вдоль трещины сверлят отверстия.
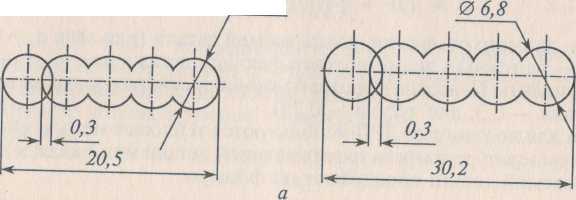
Отверстия продувают сжатым воздухом, обезжиривают ацетоном, смазывают эпоксидным составом, устанавливают и расклепывают фигурные вставки.
Стягивающие вставки используют для стягивания боковых кромок трещины на толстостенных деталях.
Сверлят по кондуктору перпендикулярно трещине четыре или шесть отверстий, с шагом, большим на 0,1... 0,3, и глубиной 15 мм.
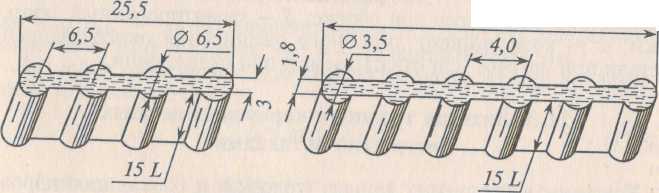
Перемычку между отверстиями удаляют специальным пробойником в виде пластины.
Фигурные вставки изготавливают способом волочения в виде фасонной ленты из ст. 20, ст. 3.
Постановка заплат
С помощью заплат производят заделку пробоин и трещин. Такие дефекты встречаются, например, при замерзании воды в рубашке блоков цилиндров или в головке блока. Заплату изготовляют из листа меди, латуни или мягкоуглеродистой стали толщиной 1,5-2,0 мм с таким расчетом, чтобы она закрывала целиком пробоину (трещину) и перекрывала ее края на 1,5-2,0 мм. Для обеспечения герметичности под заплату, иногда, ставят прокладку из листового паранита, смазанную с обеих сторон суриком или белилами.
Заплаты можно устанавливать на винтах, на заклёпках, приваркой и на клею. Способ постановки заплат отличается простотой и надежностью. Он довольно широко применяется в подвижных ремонтных средствах.
4. Обработка деталей под ремонтный размер
Сущность способа в том, что одна из деталей (более дорогостоящая) обрабатывается под меньший (вал) или больший (отверстие) размер, а другая заменяется на новую соответствующего размера.
Обработкой под ремонтный размер восстанавливают геометрическую форму, размерные параметры и требуемую шероховатость изношенных поверхностей деталей.
Преимущества данного способа восстановления деталей:
- простота технологического процесса и используемого оборудования,
- высокая экономическая эффективность,
- сохранение взаимозаменяемости деталей в пределах одного ремонтного размера.
К недостаткам способа относятся увеличение номенклатуры запасных частей, усложнение организации процессов комплектования деталей, сборки узлов и хранения на складах.
Минимальный диаметр вала и максимальный диаметр отверстия определяют по условиям прочности детали или исходя из минимально допустимой толщины слоя химико-термической обработки поверхности детали.
Ремонтные размеры имеют:
- гильзы цилиндров,
- поршни,
- поршневые кольца,
- поршневые пальцы,
· коренные и шатунные шейки коленчатого вала,
· опорные шейки распределительных валов
- стержни клапанов и направляющие втулки,
- тормозные барабаны и тормозные колодки,
- нажимные диски сцепления и др. детали.