
Приложение к заданию к курсовому проекту по технологическому оснащению








ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ
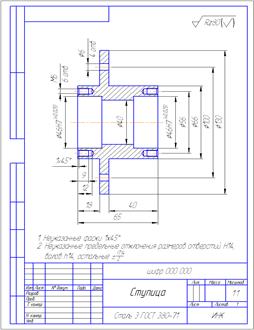
Тема задания 1 : Спроектировать приспособление для фрезерования торцовой поверхности, выдерживая размеры 5-0.1,
65 h12 и остальные технические требования .
Наименование детали: Ступица
Наименование операции - Вертикально-фрезерная.
Состав переходов и их последовательность - Фрезеровать торцовую поверхность, выдерживая размер 65.
Требования к операции - Обеспечить допуск параллельности торца относительно бурта
Технологические базы - Поверхность торца А, отверстие Ø40Н8 .
Станок - Вертикально-фрезерный, мод. 6Н11.
Режущий инструмент - Фреза торцовая Т15К6, d =60 мм, Z=4.
Режимы резания - Ширина фрезерования В– 46 мм;
Глубина резания – t =4 мм; число ходов i =3;
Подача на один зуб фрезы Sz= 0,08 мм/зуб;
Скорость резания V= 120 м/мин.
Тип производства – крупносерийное.
Структура приспособления - Приспособление должно быть одноместным.
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.
Тема задания 2 : Спроектировать приспособление для токарной операции, обработка наружной цилиндрической поверхности
Наименование детали: Вал
Наименование операции - Токарная.
Состав переходов и их последовательность - Точить наружные цилиндрические поверхности.
Требования к операции - Обеспечить шероховатость поверхности 3,2
Технологические базы - Поверхность торца, Ø30т6 .
Станок – Токарно-винторезный 16К20.
Режущий инструмент - Резец проходной Т5К10,
Режимы резания -
Глубина резания – t =4 мм; число ходов i =3;
Подача S= 0,3 мм/об;
Скорость резания V= 120 м/мин.
Тип производства – крупносерийное.
Структура приспособления – патрон, приспособление должно быть одноместным.
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.
Тема задания 3 : Спроектировать приспособление для фрезерования торца в крышке, выдерживая размеры 25, 8-0.1, и остальные технические требования .
Наименование детали: Крышка
Наименование операции - Вертикально-фрезерная.
Состав переходов и их последовательность - Фрезеровать торец, выдерживая размеры 8-0,1 и 25 h12.
Требования к операции - Обеспечить допуск параллельности торцов
Технологические базы - Поверхность торца , отверстие Ø80Н8 .
Станок - Вертикально-фрезерный, мод. 6Н11.
Режущий инструмент - Фреза торцовая Т15К6, d =180 мм, Z=8.
Режимы резания
Глубина резания – t =4 мм; число ходов i =3;
Подача на один зуб фрезы Sz= 0,08 мм/зуб;
Скорость резания V= 120 м/мин.
Тип производства – крупносерийное.
Структура приспособления - Приспособление должно быть одноместным.
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.
Тема задания 4 : Спроектировать приспособление для фрезерования шпоночного паза, выдерживая размер 12Р9 и остальные технические требования (рис.3.2).
Наименование детали: Вал.
Наименование операции - Вертикально-фрезерная.
Состав переходов и их последовательность - Фрезеровать шпоночный паз, выдерживая размеры 5- и 12Р9.
Требования к операции - Обеспечить допуск параллельности паза относительно оси детали и допуск параллельности боковых поверхностей паза.
Технологические базы - Поверхность шеек вала.
Станок - Вертикально-фрезерный, мод. 6Н11.
Режущий инструмент - Фреза концевая Т15К6, d =12 мм, Z=4.
Режимы резания - Ширина фрезерования В– 12 мм;
Глубина резания – t =1 мм; число ходов i =5;
Подача на один зуб фрезы Sz= 0,08 мм/зуб;
Скорость резания V= 120 м/мин.
Тип производства – крупносерийное.
Структура приспособления – Установочные элементы-призмы .
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.
Тема задания 5 : Спроектировать приспособление для фрезерования шпоночного паза, выдерживая размер 12Р9 и остальные технические требования (рис.3.2).
Наименование детали: Вал.
Наименование операции - Вертикально-фрезерная.
Состав переходов и их последовательность - Фрезеровать шпоночный паз, выдерживая размеры 5- и 12Р9.
Требования к операции - Обеспечить допуск параллельности паза относительно оси детали и допуск параллельности боковых поверхностей паза.
Технологические базы - Поверхность шеек вала.
Станок - Вертикально-фрезерный, мод. 6Н11.
Режущий инструмент - Фреза концевая Т15К6, d =12 мм, Z=4.
Режимы резания - Ширина фрезерования В– 12 мм;
Глубина резания – t =1 мм; число ходов i =5;
Подача на один зуб фрезы Sz= 0,08 мм/зуб;
Скорость резания V= 120 м/мин.
Тип производства – крупносерийное.
Структура приспособления – Установочные элементы-призмы .
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.
Тема задания 6 : Спроектировать приспособление для фрезерования торцовой поверхности, выдерживая размеры 5-0.1,
65 h12 и остальные технические требования .
Наименование детали: Ступица
Наименование операции - Вертикально-фрезерная.
Состав переходов и их последовательность - Фрезеровать шпоночный паз, выдерживая размеры 5- и 12Р9.
Требования к операции - Обеспечить допуск параллельности паза относительно оси детали и допуск параллельности боковых поверхностей паза.
Технологические базы - Поверхность шеек вала.
Станок - Вертикально-фрезерный, мод. 6Н11.
Режущий инструмент - Фреза концевая Т15К6, d =12 мм, Z=4.
Режимы резания - Ширина фрезерования В– 12 мм;
Глубина резания – t =1 мм; число ходов i =5;
Подача на один зуб фрезы Sz= 0,08 мм/зуб;
Скорость резания V= 120 м/мин.
Тип производства – крупносерийное.
Структура приспособления – Установочные элементы-призмы .
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.
Тема задания 7 : Спроектировать приспособление для фрезерования шпоночного паза, выдерживая размер 12Р9 и остальные технические требования .
Наименование детали: Вал.
Наименование операции - Вертикально-фрезерная.
Состав переходов и их последовательность - Фрезеровать шпоночный паз, выдерживая размеры 5- и 12Р9.
Требования к операции - Обеспечить допуск параллельности паза относительно оси детали и допуск параллельности боковых поверхностей паза.
Технологические базы - Поверхность шеек вала.
Станок - Вертикально-фрезерный, мод. 6Н11.
Режущий инструмент - Фреза концевая Т15К6, d =12 мм, Z=4.
Режимы резания - Ширина фрезерования В– 12 мм;
Глубина резания – t =1 мм; число ходов i =5;
Подача на один зуб фрезы Sz= 0,08 мм/зуб;
Скорость резания V= 120 м/мин.
Тип производства – крупносерийное.
Структура приспособления – Установочные элементы-призмы .
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.
Тема задания 8 : Спроектировать приспособление для зубофрезерной операции, модуль 4, число зубьев 32 и остальные технические требования .
Наименование детали: Колесо зубчатое.
Наименование операции -Зубофрезерная.
Состав переходов и их последовательность –Фрезеровать зубья.
Требования к операции –Обеспечить точность зубьев.
Технологические базы – Поверхность центрального отверстия, торцовые поверхности.
Станок –Зубофрезерный 53А30.
Режущий инструмент - Фреза червячная.
Тип производства – крупносерийное.
Структура приспособления –Оправка с гидропластом.
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.
Тема задания 9 : Спроектировать приспособление для зубострогальной операции, модуль 4,5, число зубьев 21 и остальные технические требования.
Наименование детали: Колесо зубчатое.
Наименование операции -Зубострогальная.
Состав переходов и их последовательность –Строгать зубья.
Требования к операции –Обеспечить точность зубьев.
Технологические базы – Поверхность центрального отверстия, торцовые поверхности.
Станок –Зубострогальный.
Тип производства – крупносерийное.
Структура приспособления –Специальное пртспособление.
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.
Тема задания 10 : Спроектировать приспособление для сверлильной операции, диаметр 21 10 отверстий и остальные технические требования .
Наименование детали:полумуфта.
Наименование операции –сверлильная .
Состав переходов и их последовательность –сверлить отверстия.
Требования к операции –Обеспечить точность отверстий.
Технологические базы – Поверхность центрального отверстия, торцовые поверхности.
Станок –радиально-сверлильный.
Режущий инструмент – сверло спиральное .
Тип производства – крупносерийное.
Структура приспособления –приспособление специальное.
Степень механизации приспособления - Зажим механизировать.
Рекомендуемый тип привода приспособления – Силовой узел – пневматический.
Требования по технике безопасности – Применить зажимной механизм с самотормозящимися звеньями, а также блокировочное устройство, обеспечивающее отключение станка при внезапном раскреплении заготовки.