Индукционный нагреватель для нагрева горловин остова








(рис. 105). Нагрев горловины остова осуществляется теплом, выделенным переменным магнитным потоком, созданным катушкой и магнитопроводом. Катушка выполнена из провода с изоляцией класса Н, допускающей нагрев до температуры 180° С. Полюсы магнитопровода собраны из шихтованной стали и прикреплены к двум кольцам при помощи болтав. На наружном кольце расположены ручки для транспортировки нагревателя и коробка с выключателем. Аппаратура управления нагревателем размещена в специальном щите, устанавливаемом вблизи рабочего места, где собирают тяговый электродвигатель. Нагреватель подключают к щиту при помощи четырехжильного кабеля, у которого две жилы используют для питания нагревателя, одну для заземления и одну для цепей управления. Нагреватель включают выключателем, а выключается он автоматически при помощи реле времени, которое регулируют в пределах 0,5—15 мин. Выдержку времени на отключение задают установкой указателя по шкале против цифры, соответствующей продолжительности нагрева горловины.
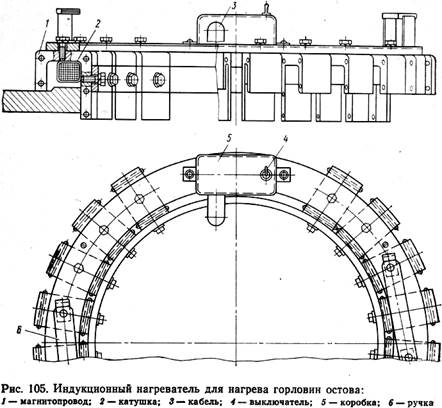
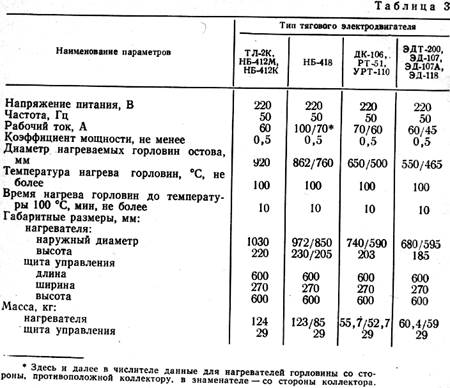
Индукционный нагреватель (табл. 3) перемещают вдоль поточной линии на специальном кронштейне и устанавливают в горловину остова таким образом, чтобы нагреватель вошел выступами полюсов магнитопровода в отверстие и опирался на наружную поверхность горловины. Только убедившись в том, что нагреватель вошел выступами полюсов магнитопровода внутрь горловины остова и опирается наружными выступами на наружную поверхность остова, нагреватель включают.
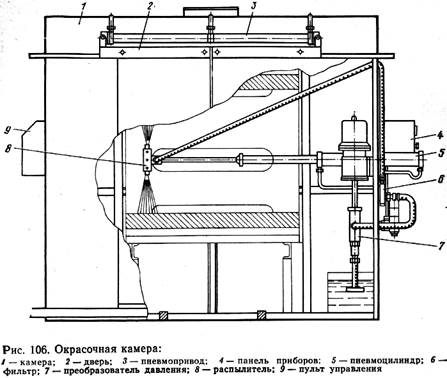
Окрасочная камера (рис. 106). Камера, предназначенная для нанесения изоляционного покрытия на катушки остовов тяговых электродвигателей, состоит из пневмопривода, пневмоцилиндра, панели приборов, преобразователя давления и пульта управления. Камера представляет собой сварную конструкцию, выполненную из профильного проката. В передней части камеры расположены двери, открываются и закрываются которые при помощи пневмопривода, закрепленного над дверным проемом. На крыше камеры имеется присоединительный фланец для подключения камеры к вытяжной вентиляции.
Для подачи во внутреннюю часть остова тягового электродвигателя изоляционной эмали и нанесения ее на всю длину обмотки служит двухступенчатый пневмоцилиндр, на штоке которого закреплен распылитель с подводящим шлангом. Изоляционная эмаль наносится методом безвоздушного распыления, для чего высокое давление поступает к распылителю от преобразователя давления; работающего от сжатого воздуха при давлении в воздушной магистрали не менее 0,5—0,6 МПа.
Панель приборов состоит из скобы, на которой смонтированы фильтр, влагоотделитель, пневматический клапан, манометр и запорный вентиль. Эти приборы служат для подготовки сжатого воздуха перед подачей его в пневмоцилиндр.
На пульте управления, изготовленном из листовой стали, размещены аппараты для управления электрическими цепями электромагнитных вентилей. Остов, подлежащий окраске, при помощи тележки подъемно-транспортной установки устанавливают на подставку, расположенную в камере.