Табл. 1.1 Преимущества и недостатки SLS
| Технология
| Преимущества
| Недостатки
|
| SLS
| 1.Возможность осуществлять печать объектов без использования поддерживающих структур, под нависающими поверхностями.
2.Изготовление деталей любой сложности.
3.Хорошие механические свойства готовых деталей: высокая прочность, точность построения, качественные поверхности.
4. Оборудование для SLS-печати оснащается большими камерами построения (до 750 мм), что позволяет изготавливать большие изделия или целые партии небольших объектов за одну печатную сессию.
5.Процесс практически безотходен, неиспользованный материал может повторно использоваться для печати.
| 1. Высокая пористость готовых деталей.
2. Высокая стоимость расходных материалов и оборудования.
3. Сложность и громоздкость оборудования.
4. Маленькая скорость построения.
5. Ограничение размеров детали.
|
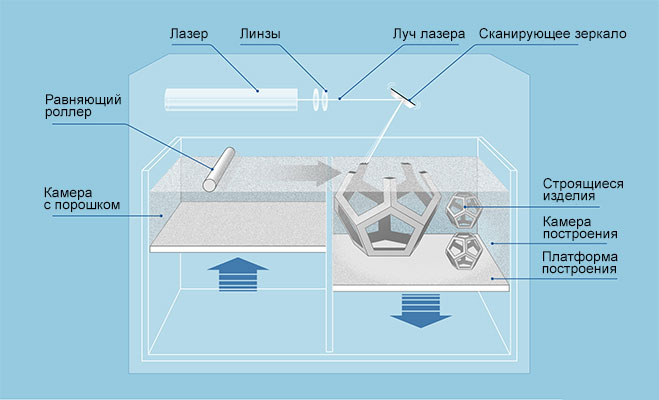
рис. 1.2
1.4.3 SLA - технология.
Принципиальным отличаем SLA-технологии от SLS технологии является, использование специальных светочувствительных смол, которые отверждаются под воздействием УФ излучения: лазер, ультрафиолетовая лампа, прожектор видимого света, диоды.
Основой SLA- процесса (Рис. 1.3) является ультрафиолетовый лазер ( твердотельный или CO2), в которой лазерный луч выступает в качестве источника света. Луч лазера сканирует текущее сечение CAD- модели и отверждает тонкий слой жидкого полимера. Затем платформу, на которой производится формирование детали, погружают в ванну с фотополимером на величину шага построения модели, на затвердевший слой наносится новый слой жидкого полимера, после чего производится его обработка лазерным излучение.[3] При построение модели, имеющей нависающие элементы, одновременно с основным телом модели строятся поддержки, в виде тонких столбиков, на которые укладывается первый слой нависающего элемента, когда приходит черед его построения.
После завершения процесса модель извлекают и смывают остатки смолы ацетоном или спиртом, удаляют поддержки. Для повышения прочности модели помещают в специальную камеру дополимеризации – шкаф с ультрафиолетовой лампой.[1] Применяемые материалы: фотополимерные смолы.
Стереолитография (SLA- технология) является высокоточной технологией формирования деталей и применяется там, где требования к чистоте поверхности и точности построения модели являются основными и определяющими. Еще важным преимуществом данной технологии является: формирование происходит в обычных температурных условиях, исключая возникновение термических напряжений и деформаций.
Таблица 1.2 Преимущества и недостатки SLA
| Технология
| Преимущества
| Недостатки
|
| SLA
| 1.Изготовление моделей любой сложности.
2.Высокое качество поверхностей деталей и высокая точность построения.
4.Большие, чем у других 3D-принтеров, размеры рабочей камеры.
5.Свойства применяемых полимеров позволяют использовать выращенный прототип в качестве готового изделия.
6.Отсутствие термических напряжений и деформаций.
8. Низкий уровень шума.
9.Легкая обработка изготовленного прототипа.
10. Низкий уровень шума производства деталей.
| 1.Невысокая физическая прочность изготовленных объектов.
2.Ограничения в выборе материалов( только фотополимеры)
3. Необходимость в УФ засветке объекта после печати для окончательного затвердевания.
4. Высокая стоимость оборудования.
5. Низкая скорость построения.
|
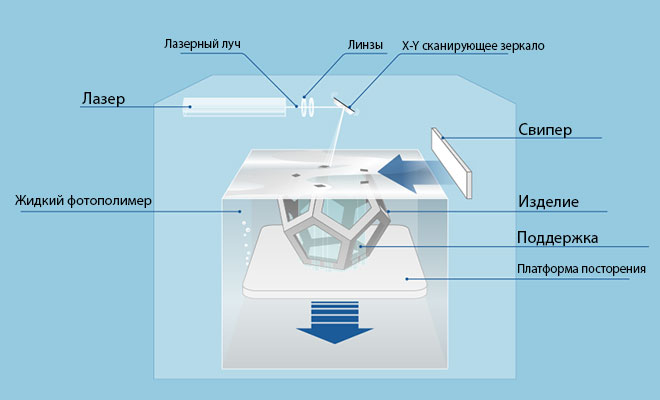 рис. 1.3
рис. 1.3
1.4.5 Direct Deposition (прямое осаждение материала).
Термин «Direct Deposition» переводится как «прямое или непосредственное осаждение (материала)», т. е. направление энергии и осаждение материала в конкретную точку построения (Рис. 1.4).
В отличие от «Bed Deposition», здесь не формируется слой строительного материала на поверхности («bed») платформы, а материал подается в конкретное место, куда в данный момент времени подводится энергия и где идет процесс формирования детали. [3]
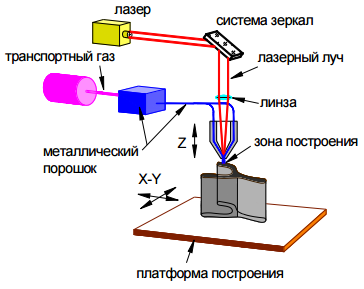 рис. 1.4
рис. 1.4
Технологии, относящиеся к виду Direct Deposition, приведены в главе 1.2.
Преимущества и недостатки Direct Deposition приведены в таблице 1.3








