
Базой называется геометрическое место точек (плоскость, ось, точка пересечения осей и т. п.), относительно которого координируются элементы детали.








Для деталей, полученных механической обработкой, как правило, базой является торцовая поверхность детали. Это связано с тем, что сначала обрабатывается один из торцов заготовки, а потом от него начинается отсчет размеров, определяющих положение элементов детали.
Положение отдельных элементов детали относительно базы задается размерами. Совокупность размеров образует размерную цепь, а отдельные размеры являются ее звеньями.
При конструировании детали применяют три способа простановки размеров на чертеже:
1. Цепной (последовательная размерная цепь)
2. Координатный (параллельная размерная цепь)
3. Комбинированный (сочетание последовательной и параллельной цепей)
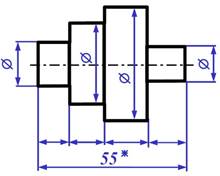
Последовательная размерная цепь – все размеры проставляются последовательно, по одной линии, цепочкой один за одним. Суть ее заключается в том, что, начиная от базы, размеры ставятся друг за другом последовательно (Рисунок 2).
 Последовательная размерная цепь позволяет максимально точно задать размеры каждого звена, но у нее есть существенный недостаток. Так как ни один технологический процесс не может быть идеально точным, то воспроизведение любого размера происходит с определенной погрешностью. По мере продвижения по цепи происходит накопление погрешностей. Так, погрешность третьего звена равна сумме погрешностей первого и второго, а
Последовательная размерная цепь позволяет максимально точно задать размеры каждого звена, но у нее есть существенный недостаток. Так как ни один технологический процесс не может быть идеально точным, то воспроизведение любого размера происходит с определенной погрешностью. По мере продвижения по цепи происходит накопление погрешностей. Так, погрешность третьего звена равна сумме погрешностей первого и второго, а
Рисунок 2. погрешность пятого сумме погрешностей всех четырех предыдущих.
Поэтому в производстве такая размерная цепь применяется весьма редко, а в учебных чертежах ее использование рассматривается как ошибка.
Справочный размер – размер, не подлежащий выполнению по данному чертежу и указанный для большего удобства пользования чертежом. На чертеже отмечается знаком « ⃰ » и в технических требованиях записывают - ⃰ Размер для справок
 Параллельная размерная цепь - размеры проставляются от единой базы.
Параллельная размерная цепь - размеры проставляются от единой базы.
Такую простановку размеров называют координатной, поскольку, таким образом, задаются координаты каждого элемента относительно базы.
Этим способом положение каждого звена определяется максимально точно, однако такая размерная цепь нетехнологична. Её нетехнологичность
Рисунок 3
заключается в следующем: при обработке правой части детали на токарном станке вопросов не возникнет, т.к. патрон станка располагается слева. Для обработки левой части детали необходимо переустановить заготовку, при этом база, относительно которой должен проводиться отсчет размеров, окажется внутри патрона, и никакие привязки к ней произвести уже нельзя. Поэтому в производстве такая размерная цепь применяется тоже весьма редко.
Комбинированная размерная цепь – сочетание последовательной и параллельной размерных цепей.
Именно такая цепь и используется в чертежах. В этом случае, помимо основных баз используются вспомогательные, от которых удобно наносить и контролировать размеры.
Элементы детали координируются относительно главной или одной из вспомогательных баз, а вспомогательные базы координируются относительно главной.
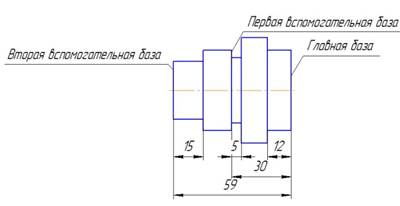
Рисунок 4
На рисунке 4 к главной и каждой из двух вспомогательных баз привязано по одному размеру, а обе вспомогательные базы, в свою очередь, привязаны к главной. При этом должны соблюдаться два дополнительных правила.