
Учебная практика ПМ 01 . «Техническое обслуживание и ремонт узлов локомотива»








Дата 10.02.2023г. Группа № 36
Мастер п/о: Дубина Т.С.
Техническое обслуживание, проверка и регулировка отдельных приборов локомотива.
Тема 19 : Техническое обслуживание и ремонт контакторов и групповых переключателей.
Занятие 19.1 Общие сведения о ремонте электрических аппаратов .
Время занятия- 3 часа.
Цели :
Образовательная: ознакомить студентов с ремонте электрических аппаратов.
Воспитательная: воспитать у студентов чувство ответственного отношения к труду, профессиональную этику, продолжать формирование активной жизненной позиции, осознанной потребностей в труде, бережное отношение к инструменту и оборудованию, внимательность в соблюдении правил техники безопасности.
Развивающая: развивать у студентов память, умение сравнивать, анализировать, способность логически мыслить, умение контролировать свои действия, умение решать проблемные ситуации.
Методическая: формирование практических умений при ремонте электрических аппаратов.
Литература:
1.Учебник для студентов техникумов ж.д транспорта. - М., Транспорт, 2006
2.Технические средства ж.д транспорта.- Е.П. Гундорова, 2011
3.Управление и эксплатация транспорта на ж.д.-В.И. Ковалев,2010
4. «Устройство и ремонт электровозов» А.В. Грищенко,2010
ПЛАН – КОНСПЕК
Общие сведенья о ремонте электрических аппаратов
Высоковольтная аппаратура. Осмотр снятых или поднятых дугогасительных ка мер аппаратов позволяет не только выявить их дефекты, но и дает информацию о признаках неудовлетворительной работы самих аппаратов. Поэтому оценку состояния дугогасительных камер следует проводить с учетом назначения аппарата и особенностей его работы. У быстродействующих выключателей отечественных электровозов, зачищая контакты напильником от наплавлений, верхние края округляют радиусом 3мм для лучшего распределения электрической дуги по поверхности кон-тактов. Осматривая индуктивный шунт быстродействующего выключателя, проверяют надежность изоляции его медной шины относительно шихтованного пакета. Проверку осуществляют прозвоночной лампой напряжением 127/220 В переменного тока. Один провод от сети подсоединяют к шине, другой - к прозвоночной лампе. Свободным концом прозвоночной лампы касаются шихтованного пакета. Если лампа не загорается, изоляцию считают исправной. Групповые переключатели отечественных электровозов при систематическом уходе и осмотре достаточно надежны в работе. Приступая к осмотру переключателей, проверяют их работу под действием воздуха при нажатии вручную на кнопку электромагнитных вентилей. Вращение вала должно быть плавным, время перехода из одного положения в другое – соответствовать установленным нормам. Это время характеризует скорость сближения и расхождения контактных элементов. Быстрое включение контактов сопровождается ударом подвижных частей, что впоследствии может вызвать их поломку. Изменение скорости размыкания контактов может иметь еще более тяжелые последствия. Объясняется это тем, что при размыкании между контактами возникает электрическая дуга, для быстрого и надежного гашения которой и предназначен контактор. При более быстром, чем это предусмотрено конструкцией аппарата, расхождении контактов дуга сопровождается завихрениями. Такое дугогашение неустойчиво, электрическая дуга часто выдувается в неправильном направлении, и может произойти ее переброс на заземленные части. Кроме того, при слишком быстром переключении с позиции на позицию может нарушиться нормальное течение переходных процессов в коммутируемых цепях, поскольку ток в них не будет успевать достигать установившихся значений. Пневматический привод бракуют, если на слух обнаруживают утечки воздуха через крышки цилиндров и манжеты поршней или удары поршней об ограничители и крышки. При утечке воздуха через крышу меняют уплотняющую прокладку. Кожаные манжеты, пропускающие воздух, заменяют вновь прожированными. Для этого снимают крышку и вручную поворачивают кулачковый вал так, чтобы неисправный поршень встал ближе к отверстию. Заменяя манжету, проверяют крепление шпильки поршня. Поставленную манжету надежно закрепляют, иначе детали крепления могут при эксплуатации электровоза попасть между поршнем и крышкой цилиндра и заклинить переключатель в промежуточном положении. Сопротивление вращению пневматического привода и кулачкового вала может увеличиться в результате перекоса вала, заедания или ослабления подшипников, сильно заниженного расположения контакторных элементов, чрезмерного нажатия контактов или изменения профиля кулачковых шайб. Профиль может изменяться, если в нарушение действующей технологии для обеспечения правильной последовательности включения и выключения контакторных элементов подпиливают или наваривают выступы кулачков. В этих случаях получается или очень пологий по сравнению с нормальным, или очень крутой профиль кулачка. Пологий склон приводит к замедленному отключению контактов. Очень крутой скос, хотя и обеспечивает быстрое перемещение подвижного контакта, значительно увеличивает сопротивление при включении контакторного элемента. Поэтому при регулировании момента срабатывания контактора не следует прибегать к обработке кулачковых шайб.
Порядок включения и отключения контакторных элементов определяется условиями работы электрической цепи локомотива и задается обычно разверткой кулачкового вала. При проверке развертки контролируют последовательность срабатывания контакторов, раскрытие и нажатие контактов. Для проверки развертки на конец главного вала группового переключателя устанавливают градуированный диск так, чтобы нулевое положение диска совпало с начальным положением переключателя. У выключающих вентилей пневматического привода для облегчения вращения вала отсоединяют воздухопроводы. Затем на квадратный конец вала наде-вают ключ и, вращая с его помощью вал, определяют углы поворота, при которых происходит соприкосновение контактов и заканчивается притирание. В фиксированных положениях вала специальным щупом контролируют раскрытие отключенных контактов и динамометром измеряют нажатие включенных контактов. Результаты измерений записывают в таблицу. Обычно развертку корректируют подъемом или опусканием кронштейнов контакторного элемента. Поднятие верхнего кронштейна приводит к запаздыванию момента касания контактов, а следовательно, и момента полного включения; опускание верхнего кронштейна, наоборот, - к более раннему касанию. Перемещение нижнего кронштейна возможно лишь в небольших пределах и поэтому используется редко. Как и в случае перемещения верхнего кронштейна, корректировка развертки с помощью нижнего кронштейна приводит к изменению раскрытия и нажатия контактов. Так, при смещении верхнего кронштейна вверх позднее наступает момент включения контактов и раньше - момент отключения. Однако при этом увеличивается раскрытие и уменьшается нажатие контактов в фиксированных положениях. Если при смещении кронштейнов раскрытие контактов выходит за установленные пределы, можно прибегнуть к регулировке развертки перемещением всего контакторного элемента. Изменение нажатия в большинстве случаев можно компенсировать подбором притирающих пружин соответствующей жесткости. Пружины изготовляют с возможным отклонением в характеристиках ±3%, так что разница в нажатиях, обеспечиваемых самой слабой и самой сильной пружинами одной партии, может достигнуть 6%.
Наиболее тяжелым нарушением работы главных переключателей электровозов, является перекрытие изоляционных шайб с перебросом электрической дуги с подвижных контактов на кулачковый вал. Характер неисправностей главных (групповых) переключателей на электровозах различных серий в большей степени определяется особенностями схем соединения тяговых двигателей и пусковых резисторов. Перекрытие кулачковых шайб может быть следствием уменьшения частоты вращения привода, нарушения развертки, изменения угла скоса кулачковых шайб, уменьшения раскрытий на позиции в фиксированном положении вала, заедания в шарнирах подвижных контактов, загрязнения и замасливания поверхности кулачковых шайб и т.п. Для ремонта главных переключателей в комплексной бригаде целесообразно создать специализированную группу из слесарей высокой квалификации. Выполнение всех работ должен постоянно контролировать бригадир или мастер. Проверку развертки следует осуществлять только в присутствии мастера, старшего мастера или приемщика локомотивов. Сильно оплавленные контакты, потемневшие от чрезмерного нагрева или имеющие толщину менее 4мм, заменяют. Ослабшие контакты закрепляют. При смене контактов с помощью копировальной бумаги подгоняют до нормальных пределов поверхность их соприкосновения. После зачистки, крепления и смены контактов и неисправных кулачковых шайб приступают к проверке развертки. Проверку осуществляют четыре человека: двое проверяют включение и отключение контакторов, один регулирует последовательность срабатывания контакторов путем обработки скосов кулачковых шайб и один, перекрыв кран на подводящем воздухопроводе, вращает пневматический привод специальным ключом или штурвалом. Регулировка развертки ГП является самой трудоемкой и ответственной операцией, при выполнении которой требуется соблюсти очень жесткие требования к одновременности и последовательности срабатывания контак-торов. Существо этих требований можно пояснить на примере ситуации, представленной на рис.74 и показывающей соотношения между углом поворота кулачкового вала ГП, моментами включения-выключения и значениями раскрытия контактов.
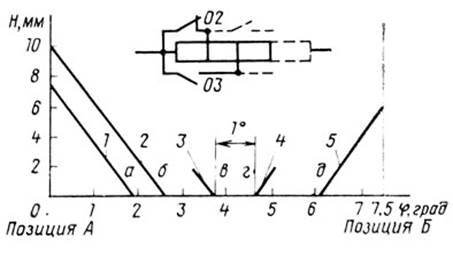
Рис.74. Зависимость раскрытия контактов Н от угла поворота кулачкового вала группового переключателя φ и момента включения-выключения контакторов.
Как показано на схеме, контактор 02 на некоторой позиции А включен, и по нему протекает ток тяговых двигателей. После включения контактора 03 при переходе с позиции А на позицию Б весь ток будет протекать уже только через его контакты, что позволяет отключить контактор 03 без тока и, следовательно, без износа контактов и деталей камеры. Притирание контактов при включении и выключении происходит в течение поворота кулачкового вала ГП на Г. Поэтому между моментами соприкосновения контактов контактора 03 и отрыва друг от друга контактов контактора 02 нужно обеспечить поворот вала не менее чем на 1°. Если контактор 03 имеет на позиции А минимально допускаемое раскрытие 7,5мм, то есть включение происходит в точке а (линия1). Заметим, что линейный контактор, имеющий на позиции А раскрытие 10мм, замкнет свои контакты в точке б (линия 2). Контактор 02 может иметь на позиции Б раскрытие 6 мм, и, значит, он должен начать включаться не позднее чем в точке д (линия 5). На интервале ад срабатывание контакторов 03 и 02 может происходить в любой момент, но так, чтобы точка г всегда была правее точки в не менее чем на 1°. Если отрегулировать развертку так, как показано на рис.74 (линии 3 и 4), нужная последовательность срабатываний контакторов 03 и 02 будет обеспечена. Однако в эксплуатации по мере износа контактов контактор 03 будет включаться позднее (точка в будет перемещаться вправо), а контактор 02 – отключаться раньше (точка г будет перемещаться влево). Значит, чтобы не регулировать часто развертку, нужно как можно более отдалить друг от друга моменты срабатываний контакторов 03 и 02, установив при новых контактах минимальные раскрытия на позициях А и Б. Одновременность включения и отключения контакторов с допуском соответственно 0,3 и 1мм проверяют щупами (шаблонами) такой же толщины. Так, при проверке правильности включения нескольких контакторов, замыкающихся одновременно с допуском 0,3мм, контакты одного из них подводят друг к другу до соприкосновения и в этом положении проверяют раствор между контактами остальных контакторов. Развертка считается правильной, если между контактами не проходит шаблон толщиной 0,3мм. При нарушении необходимой одновременности и очередности включения и отключения контакторов развертку подгоняют, обрабатывая с помощью остро заточенного зубила и напильника скосы кулачковых шайб. Лишь в отдельных случаях ее можно скорректировать постановкой контактов соответствующей толщины. Чтобы не изменить угла скоса кулачковых шайб при их пригонке, обработку шайб непосредственно на электровозе целесообразно выполнять без предварительной разметки при помощи кондуктора. Кондуктор состоит из двух половин. Соединенные с одной половиной хомут и направляющие проходят в отверстие другой половины, а входящий в прорезь хомута клин удерживается от выпадания флажком. Освободив клин в хомуте и развернув обе половины кондуктора, надевают кондуктор на кулачковую шайбу, а затем, ударив по клину, плотно обжимают шайбу обеими половинами. Разница раскрытий контактов на одной и той же позиции при остановке в момент набора и сброса объясняется люфтом кулачкового вала, складывающимся из люфта пневматического двигателя и редуктора зубчатой передачи. Люфт кулачкового вала не нормируется, хотя на отдельных позициях он может достигать больших значений. При массовом изготовлении кулачковых шайб в цехе новые заготовки размечают по чертежам завода специальным прибором. При единичной смене шайб на электровозе их целесообразно размечать по шайбам, снятым с электровоза. Это объясняется тем, что в процессе ремонта групповых переключателей и регулировки последовательности замыкания контактов контакторов профиль шайб претерпевает значительные изменения и каждая вновь поставленная кулачковая шайба, изготовленная по чертежам, требует длительной пригонки на различных позициях. Снятую с электровоза полушайбу укладывают в прибор (рис.75) ступицей вниз и прижимают к центру 1 винтами 3. Пользуясь стрелкой 4, слесарь по шкале 2 фиксирует углы вершин скосов, а затем по сделанным записям размечает новую шайбу. Вершину скоса кулачка, соответствующую позиции с малым раскрытием контактов, размечают обычно с припуском 1,0-1,5° по образующим стрелкам прибора, угол наклона которых соответствует чертежному углу скоса кулачков шайб переключателя.