
5. плата управления, после монтажа радиоэлементов, обязательно покрывается лаком.








6. Применяется 2 технологии монтажа для различных компонентов: технология монтажа в отверстия (Through Hole Technology, далее THT) и поверхностный монтаж (далее SMD-технология).
7. THT-Компоненты располагаются с одной стороны печатной платы, а поверхностный монтаж чип элементов и МК осуществляется с другой.
4.3. Оценка технологичности конструкции платы.
На плате расположено много разнородных элементов, некоторые из которых устанавливаются в единственном экземпляре, что значительно снижает технологичность монтажа. Однако при разработке учитывались некоторые факторы технологичности, и поэтому применяется всего двухслойная печатная плата с установкой элементов в основном с аксиальными выводами (планарные выводы только у микросхем), многие резисторы и конденсаторы были сведены в небольшое количество групп при большом количестве элементов. В силу своей специфики плата плохо подходит для автоматического производства, но при ее серии это совсем необязательно. Плата разведена с шагом координатной сетки 0.8 мм, но монтаж достаточно свободный, что опять же улучшает технологичность платы.
На печатной плате установлено:
§ 1 микросхема (64 вывода) - SMD-технология
§ 8 конденсаторов (16 вывода) - SMD-технология
§ 20 резисторов (40 выводов) – SMD-технология
§ 7 разъемов (62 вывода) – THT-технология
§ 2 светодиода (4 вывода) - THT-технология
§ 1 кнопочный переключатель (4 вывода) - THT-технология
§ 1 кварцевый резонатор (2 вывода) - THT-технология
Отверстия печатной платы:
§ 72 отверстия для THT-монтажа, диаметр 1 мм, металлизация не требуется
§ 25 переходных отверстия, диаметр 0.8 мм, металлизация обязательна.
§ 2 крепёжных отверстия, диаметр 3 мм.
Исходные данные для определения комплексного показателя технологичности приведены в таблице 4.1.
таблице 4.1.
| Исходные данные | Обозн | Значение показателя |
| Количество монтажных соединений, которые могут осуществляться механизированным или автоматизированным способом, т. е. имеются механизмы, оборудование или оснащение для выполнения монтажных | Нам | 74 |
| Общее количество монтажных соединений | Нм | 99 |
| Общее количество микросхем в блоке | Нмс | 1 |
| Общее количество ЭРЭ | Нэрэ | 40 |
| Количество ЭРЭ, подготовка которых к монтажу осуществляется (может осуществляться) механизированным или автоматическим способом. | Нмпэрэ | 29 |
| Количество операций контроля и настройки, которые можно осуществить автоматизированным или механизированным способом. В число указанных операций включаются операции, не требующие средств механизации. | Нмкн | 27 |
| Общее количество операций контроля и настройки | Нкн | 27 |
| Общее количество типоразмеров ЭРЭ в изделии | Нтэрэ | 14 |
| Количество типоразмеров оригинальных ЭРЭ в изделии | Нтор эрэ | 0 |
Примечание: будем считать количество монтажных соединений, которые могут осуществляться механизированным или автоматизированным способом, количество выводов элементов, которые устанавливаются с помощью установочного приспособления.
Общим количеством монтажных соединений будем считать общее количество выводов всех ЭРЭ.
Количество ЭРЭ, подготовка которых к монтажу осуществляется механическим способом, будем считать количество элементов, формовка и обрезка выводов которых осуществляется с помощью приспособления.
Оценка технологичности производится количественно по значениям базовых показателей технологичности.
1. Коэффициент использования микросхем и транзисторных матриц в блоке:
Киспмс= Нмс /Нэрэ; Киспмс = 29/40 = 0.725
Весовой коэффициент φ = 1
2. Коэффициент автоматизации и механизации монтажа:
Кгсм = Нлм /Нм; Клм = 74/99 = 0.747
Весовой коэффициент φ = 1
3. Коэффициент механизации подготовки ЭРЭ:
Ккмэрэ = Нмпэрэ /Нэрэ ; Ккмэрэ = 27/29 = 0,93
Весовой коэффициент φ = 0,75
4. Коэффициент механизации контроля и настройки.
Ккмн = Нмкн /Нкн; Ккмн = 27/27 = 1
Весовой коэффициент φ = 0,5
5. Коэффициент повторяемости ЭРЭ.
Кповэрэ= 1- Нтэрэ /Нэрэ; Кповэрэ = 1 – 14/34=0,6
Весовой коэффициент φ = 0,31
6. Коэффициент применяемости ЭРЭ.
Кпэрэ = 1 - Нторэрэ /Нтэрэ; Кпэрэ = 1 - 0/14 = 1
Весовой коэффициент φ = 0,187.
Определение комплексного показателя технологичности.
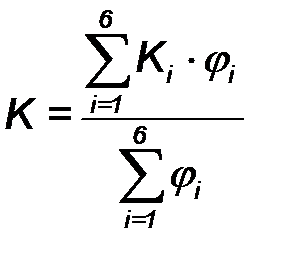
 = 0.49.
= 0.49.
Таким образом, изделия отвечают требованиям технологичности в условиях мелкосерийного производства, поскольку для него показатель технологичности лежит в пределах от 0.35 до 0.5.
Разработка технологии монтажа печатной платы основывается на требованиях по безопасности изготовления платы и требованиях по термоустойчивости элементов и самой печатной платы. Основными критериями для получения работоспособной печатной платы являются время и температура пайки, лужения и флюсования выводов различных элементов. Так же условиями правильной работы печатной платы является правильный порядок размещения элементов на плате. В начале устанавливаются простые, пассивные элементы типа резисторов, конденсаторов, у которых мало выводов, и только в конце ставятся чувствительные элементы, типа микросхем.
4.4 Оборудование.