
3.4.3 Процесс управления шаговыми двигателями.








После фазы подготовки данных были получены координаты точек, по которым последовательно следует “пройти”. Но как перейти из точки с координатами (0,0) к точке (7,5)? Понятно, что как в этом так и в других случаях следует подробно расписать каждый шаг работы станка. Нужно сказать, что это самая сложная часть программы, в которой поначалу наблюдались множественные сбои.
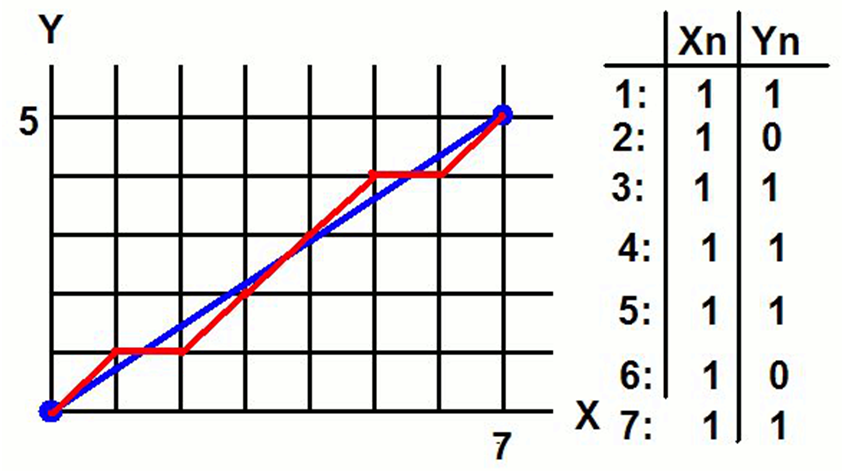
Рис 3.4.6
Для реализации алгоритма разбиения на элементарные микро-шаги ШД, следует учесть что игла (инструмент) может двигаться в 8 направлениях, потому что шаговые двигатели X и Y осей могут работать одновременно. Вернёмся к случаю перемещения к точке (7,5). К этой точке можно прийти разбив движение на 7 элементарных команд шаговым двигателям (Рис 3.4.6). В таблице справа показаны какие команды нужно подать шаговым двигателям: “1” – инкрементировать шаг, “0” – не менять положение ротора шагового двигателя, ещё мог быть “-1” – декрементировать шаг. Причём отклонение от синей линии (желаемая траектория или требуемая траектория) составить менее половины шага в обе стороны.
Требуется создать код для составления таблицы разбиения на элементарные шаги. Для этого вычисляется тангенс от разниц в координатах dX и dY, где dX = X1(желаемое положение) - X0(текущее положение), аналогично для dY. Компьютер поэтапно формирует элементарные команды шаговым двигателя, так чтобы двигаться максимально близко к линии тангенса (синяя линия на рис 3.4.6). Этот довольно громозкий алгоритм изображён на одноимённом чертеже. (рис 3.4.7)
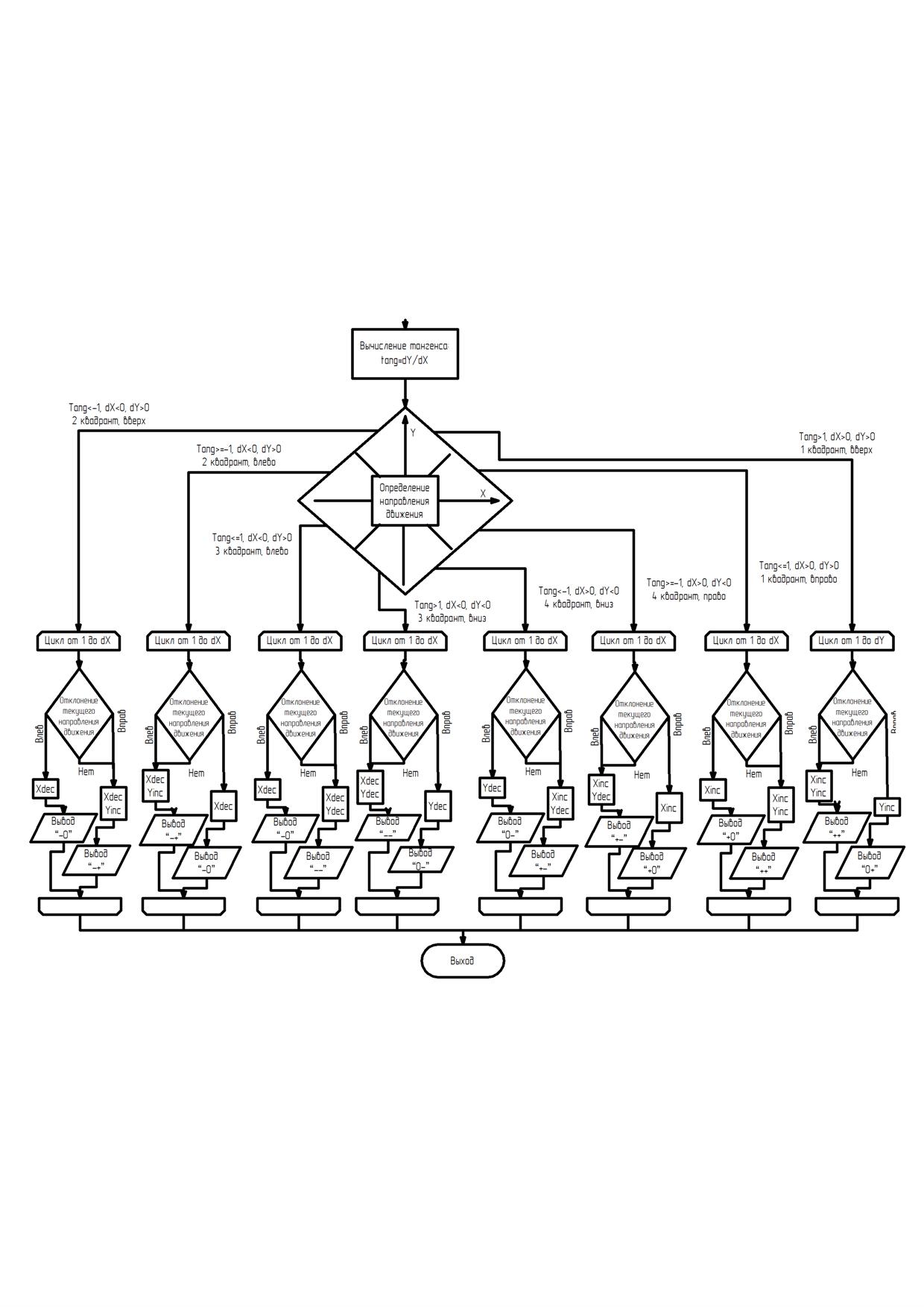
Рис 3.4.7
Поскольку возможных направлений элементарных движений всего 8, то и различных вариантов комбинаций команд будет тоже 8. Эти комбинации команд выбираются в соответствии со своей комбинацией значений Tang (тангенс), dX, dY. Кроме того для более подробного просмотра посланных команд модулю управления, предусмотрен специальный режим. В этом режиме, будут выводиться, помимо координат точек из PLT-файла ещё и промежуточные команды для передвижения из точки в точку.
4. Технологическая часть.
4.1 Постановка задачи на разработку технологического процесса изготовления платы управления станком ЧПУ.
Необходимо разработать технологический процесс сборки платы управления. Плата может быть заказана либо изготовлена с использованием данного мехатронного комплекса.
Плата управления – интеллектуальный модуль, предназначенный для управления 6-ю драйверами IR3220. Кроме того он обрабатывает сигналы с концевых переключателей. Имеет 11 цифровых входов и 18 цифровых выходов. (не считая входы и выходы spi-интерфейса, по которому МК передаётся программа). К модулю подключаются 3 платы драйвера, шлейф с LPT-порта ПК и шлейф от концевых переключателей на станке.
Для настройки и контроля платы используется специальный испытательный стенд.
4.2. Анализ особенностей конструкции платы управления мехатронной системой.
Плата управления представляет собой плату размером 50 х 60 миллиметров.
Особенностями конструкции, существенными с точки зрения технологического процесса сборки платы, являются:
1. применение интегральной микросхемы (ATMega128),
2. двусторонняя печатная плата,
3. отсутствие в схеме элементов, требующих настройки в процессе сборки,
4. высокая повторяемость типоразмеров пассивных ЭРЭ (резисторов и конденсаторы),