
Рычажно-зубчатыми измерительными головками называют измерительные головки осевого действия, в которых передаточный механизм состоит из рычажных и зубчатых передач.








Рычажно-зубчатые измерительные головки.
Рычажно-зубчатыми измерительными головками называют измерительные головки осевого действия, в которых передаточный механизм состоит из рычажных и зубчатых передач.
В этих головках входные передаточные механизмы (ПМ) являются рычажными, а конечные ПМ — зубчатыми, что представляет возможность повысить точность измерительной головки по сравнению с индикатором, так как рычажную передачу можно сделать более точно, чем зубчатую передачу, а кроме того (и в этом может быть самое главное), принципиально возможны (и реализуются) конструктивные решения, при которых осуществляется регулировка размеров рычажной передачи, и не только для устранения погрешности изготовления этой передачи, но и для уменьшения (компенсации) части погрешностей изготовления даже последующих зубчатых передач, регулировки чувствительности и нелинейности функции преобразования.
В настоящее время основным видом малогабаритных измерительных головок, обеспечивающих получение цены деления 0,001 и 0,002 мм, являются головки, содержащие рычажно-зубчатый ПМ.
а. Схема и конструкция рычажно-зубчатых головок. В зависимости от диапазона показаний рычажно-зубчатые головки разделяются на однооборотные и многооборотные.
Однооборотные р ы ч а ж н о -з у б ч а т ы е головки (рис. 1) имеют механизм, состоящий из двух рычажных и одной зубчатой пары. Измерительный стержень1 плоской поверхностью контактирует со сферой малого плеча 2 первой рычажной передачи (синусный рычажный механизм). Специальная конфигурация верхней части стержня 1 позволяет получить механизм, разгруженный от удара. Это название возникло вследствие того, что если произвести удар по измерительному стержню вверх вдоль его оси, то этот удар не передается на весь механизм головки. В рассмотренных рычажно-зубчатых индикаторах механизмы не были разгружены от удара.
Сферическая контактная часть малого плеча 2 (см. рис. 1), взаимодействующая с измерительным стержнем, расположена эксцентрично относительно цилиндра, с помощью которого она устанавливается на рычаге. Благодаря этому поворотом опоры можно изменять размер малого плеча, т. е. регулировать переда точное число всего механизма. Большое плечо 3 рычажной передачи контактирует со сферической опорой на секторе 4. Положение сферической опоры на секторе также может изменяться для регулировки с целью компенсации погрешностей механизма. Сектор 4 зацепляется с трибом 5, на оси которого установлена стрелка 6. На этой же оси закреплен один конец спиральной пружины (волоска) 7, а второй конец ее укреплен на плате, на которой монтируется весь механизм.
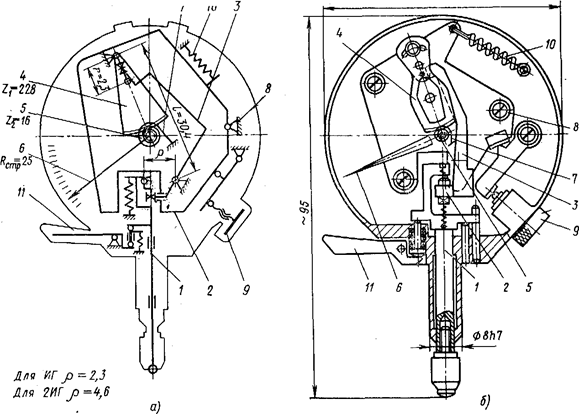
Рис. 1. Рычажно-зубчатая головка однооборотная (ИГ):
а — схема; б — конструкция
Для установки стрелки в нулевое положение весь механизм с рычажной и зубчатой передачами размещается на одном основании (плате), поворачиваемом при установке стрелки на нуль на оси 8 с помощью винта 9, к которому плата прижимается пружиной 10. Такое устройство обеспечивает поворот всего механизма винтом 9 относительно неподвижной точки контакта на стержне 1 и этим обеспечивается так называемый фиксированный нуль, т. е. нулевое положение шкалы и стрелки при поверке и при измерении соответствует определенному положению механизма.
В рассмотренных ранее индикаторах установка на нуль производится поворотом шкалы, а это значит, что там нет фиксированного положения нуля, т. е. при поверке точности прибора выявляется одна погрешность, а в работе (при установке на нуль поворотом циферблата (шкалы)) может оказывать влияние другая погрешность, не выявленная при поверке.
Арретирование измерительного наконечника осуществляется с помощью рычага 11, воздействующего на верхнюю часть измерительного стержня.
Все оси механизма головки установлены на корундовых подшипниках скольжения, а контактные поверхности обычно армируются (оснащаются, усиливаются) твердым сплавом.
На корпусе головки установлены передвижные указатели для обозначения границ допуска при контроле размеров.
Установка головки в штативе или стойке производится за гильзу диаметром 8 мм. В некоторых конструкциях предусмотрено крепление за специальный кронштейн на задней стенке корпуса (за «ухо»), как в индикаторе часового типа.
|
|
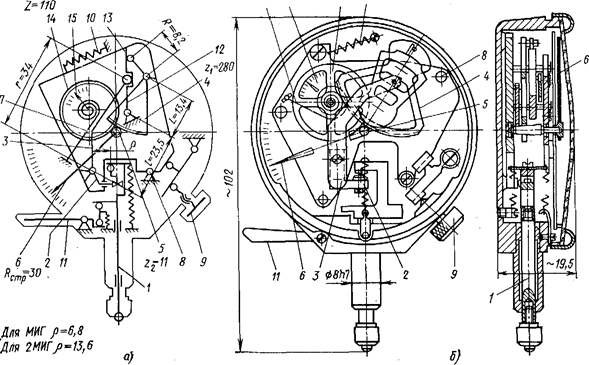
Рис. 2. Рычажно-зубчатая головка многооборотная (МИГ):
а — схема; б — конструкция
Многооборотные рычажно-зубчатые головки отличаются от однооборотных в принципе добавлением в конце кинематической цепи еще одной дополнительной передачи. Можно, например, установить еще одну зубчатую передачу, но погрешность ее будет больше влиять, чем погрешность рычажной передачи. Поэтому более правильно, (как это сделано в измерительных головках ЛИПО* (*Ленинградское инструментальное производственное объединение)), добавить дополнительные рычажные пары с плечами 12 и 13 (рис. 2). При этом изменяются соотношения некоторых размеров с целью получения небольших габаритных размеров головки.
Поскольку головка является многооборотной, в схеме ее предусмотрена дополнительная трибка 14, на оси которой расположена стрелка оборотов 15 и волосок 7. Все остальные схемные и принципиальные конструктивные решения в многооборотной головке такие же, как и в однооборотной (на рис. 1 и 2 позиции совпадают).
б. Типоразмеры рычажно-зубчатых головок и основные технические характеристики. Рычажно-зубчатые головки изготовляют с ценой деления 0,001 и 0,002 мм. Однооборотные головки обычно имеют на шкале 100 делений (±50) с нулевым штрихом посередине. Следовательно, диапазон показаний составляет ±0,05 мм при цене деления 0,001 мм и ±0,10 мм при цене деления 0,002 мм.
Измерительное усилие однооборотных головок равно приблизительно 100 сН и колеблется в пределах 30 сН, а у многооборотных — измерительное усилие 200 сН с колебанием 50—70 сН.
Масса однооборотных головок не более 100 г, а у многооборотных несколько больше.
в. Расчет передаточного отношения u (чувствительности K) рычажно-зубчатых головок. Аналогично рассмотренному ранее механизму рычажно-зубчатых индикаторов передаточное число рычажно-зубчатых головок определяется как отношение длины конечного звена механизма (стрелки) к длине первого (малого плеча) рычажной передачи, умноженному на передаточное число рычажных и зубчатых передач, расположенных между ними.
Для однооборотной головки (см. рис 1), состоящей из двух рычажных и одной зубчатой пары,
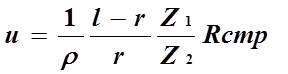
(обозначения соответствуют рис. 1).
Для однооборотных измерительных головок мод. 1ИГ с ценой деления 0,001 мм, изготовляемых ЛИПО (см. рис. 1),

Для измерительной головки 2ИГ с ценой деления 0.002 мм.:

Нецелые передаточные числа корректируются выбором интервала делений по шкале, а также возможностями регулировки длины плеч рычагов, о которой говорилось при рассмотрении схем головок.
В приведенных выражениях, в тех случаях, когда зубчатое зацепление осуществляется сектором (Z1), число зубьев берется равным числу зубьев целого колеса, из которого «вырезан» этот сектор.
г. Погрешности измерения рычажно-зубчатыми головками. 1. Для однооборотных головок на небольшом диапазоне показаний (обычно ±30 делений) погрешность головок составляет не более половины цены деления. На всем диапазоне показаний этой головки погрешность не превышает цены деления. Погрешность измерения размеров рычажно-зубчатыми головками зависит от используемого перемещения измерительного стержня, от точности концевых мер и температурных условий измерения. Для размеров 1—250 мм погрешность измерения этими головками может колебаться от 1 до 4 мкм, у головок с ценой деления 0,001 мм и от 1 до 6 мкм у головок с ценой деления 0,002мм .
Для многооборотных г о л о в о к погрешность головок составляет 1,5—2 значения цены деления при использовании диапазона показаний на одном обороте, 2—3 значения цены деления при диапазоне показаний до 1 мм и 3—4 значения цены деления при диапазоне показаний до 2 мм.
Погрешность измерения многооборотными головками для размеров 1—250 мм составляют 1,5—4,5 мкм для цены деления 0,001 мм для разных случаев применения, а у головок с ценой деления 0,002 мм — 2—6 мкм для тех же условий применения.