
Соединение и центровка электрических машин с механизмами








Центровка валов сводится к тому, что соответствующей установкой фундаментных плит и подшипников агрегата добиваются, во-первых, параллельности торцов, соединяемых полумуфт и, во-вторых, совладения центров вращения этих полумуфт.
В практике электромонтажного производства применяют следующие способы центровки валов: при помощи одной пары радиально-осевых скоб по полумуфтам; или шин с одноопорным валом; способом обхода одной точкой; по струне; при помощи двух пар радиально-осевых скоб. При монтаже наиболее широко применяется центровка валов при помощи одной пары радиальноосевых скоб. При всех способах центровки приспособления для центровки должны быть жесткими.
Предварительную проверку совпадений линии валов производят при помощи щупа и линейки. Линейку накладывают на обод одной полумуфты и щупом измеряют радиальный и осевой зазоры. Такой замер производят в четырех местах по концам двух взаимно перпендикулярных диаметров полумуфты по предварительно нанесенным рискам. При правильном взаимном расположении валов радиальные зазоры при одинаковых диаметрах полумуфт должны равняться нулю, а осевые зазоры должны быть равны между собой и отличаться не более чем на 0,01 мм на каждые 100 мм диаметра вала.
Центровка валов при помощи одной пары радиально-осевых скоб.
|
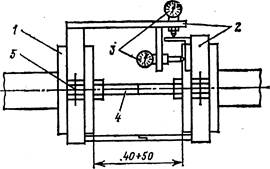 Скобы для центровки изготовляют из стали любой марки. Их устанавливают на полумуфты так, чтобы можно было одновременно измерять радиальные и осевые зазоры при различных положениях вала (рисунок 3.15).
Скобы для центровки изготовляют из стали любой марки. Их устанавливают на полумуфты так, чтобы можно было одновременно измерять радиальные и осевые зазоры при различных положениях вала (рисунок 3.15).
Центровка валов по полумуфтам.
|
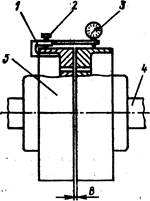 При этом способе центровки для измерения радиальных зазоров применяют скобу (рисунок 3.16), которую прикрепляют к полумуфте 5 при помощи болта 2. В скобу вставляют индикатор 3. Несоосность в радиальном направлении измеряют индикатором, а в осевом — щупом между торцами полумуфт. Измерения производят при установке обоих валов 4 роторов в четырех положениях (0,
При этом способе центровки для измерения радиальных зазоров применяют скобу (рисунок 3.16), которую прикрепляют к полумуфте 5 при помощи болта 2. В скобу вставляют индикатор 3. Несоосность в радиальном направлении измеряют индикатором, а в осевом — щупом между торцами полумуфт. Измерения производят при установке обоих валов 4 роторов в четырех положениях (0,
90, 180 и 270°). При каждом положении измеряют один радиальный и четыре осевых зазора.
Центровка по струне.
Центровку вала двигателя с валом приводного механизма, соединенных между собой промежуточным валом без собственных подшипников, производят по струне (рисунок 3.17). Для этого на полумуфтах двигателя и приводного механизма устанавливают два стальных угольника, внешние с которого простроганы под углом 90°.
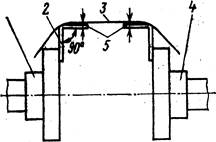
Рисунок 3.17 - Центровка валов по струне:
1 — вал двигателя; 2 — угольник; 3 —визирная струна; 4 —вал редуктора клети; 5 — места замера зазора
Угольники крепят одной стороной к торцевым плоскостям полумуфты, а по другим натягивают визирную струну из стальной проволоки диаметров 0,3—0,5 мм.
Между струной и угольниками замеряют угловое и боковое смещения. При поворотах валов струну следует снимать.