
Цикл чистовой контурной обработки G70








G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
§ Позволяет проточить контур любой сложности.
§ Можно запрограммировать подачу и обороты отдельно на чистовой проход.
§ Программирование чистового прохода за одну строчку.
Недостатки:
§ Не имеет смысла как самостоятельный цикл.
§ Необходимо нумеровать строки кода, которые описывают контур.
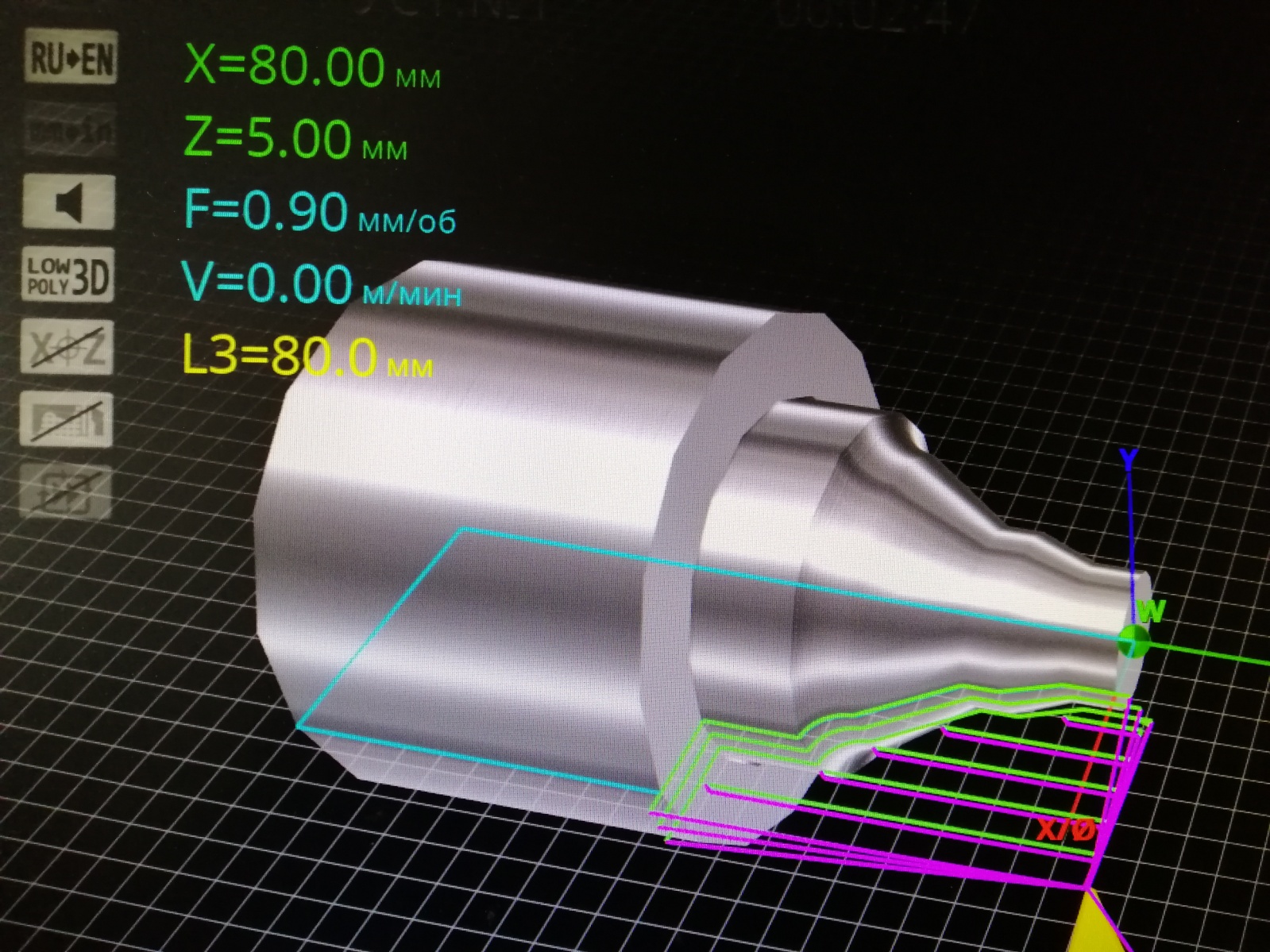
:0001
G21 G40 G99 ;
G50 S3000 ;
T0101 ;( проходной резец)
G96 S200 M03 ;
G00 X80 Z5 ;
G73 U4 W4 R3 ;
G73 P70 Q110 U1 W0.1 F0.9 ;
N70 G00 U-60 W-3 F0.35 ;
N75 G01 G42 W-2 ;
N80 G01 W-7 ;
N85 G01 U6 W-8 ;
N90 G01 W-5 ;
N95 G01 U16 Z-32 ;
N100 G03 X52 Z-37 R5 ;
N105 G01 Z-50 ;
N110 G01 X80 ;
M01 ;
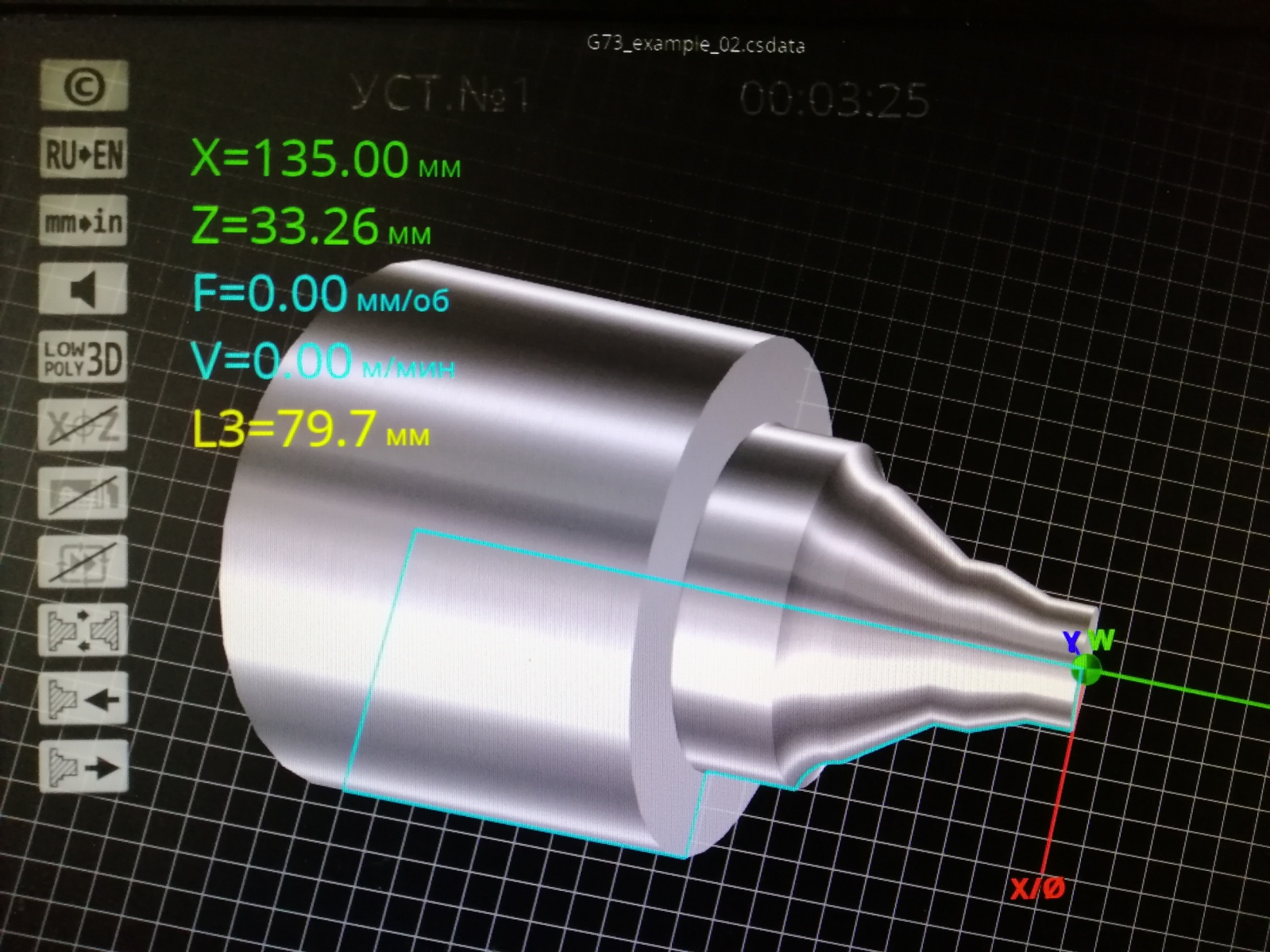
G50 S3000 ;
G96 S270 M03 ;
G00 X24 Z0 M08 ;
G01 X-1.6 ;
G00 X64 Z2 ;
G70 P70 Q110 ;
G00 G40 M09 ;
M30 ;
§ Ц икл автоматической обработки канавок G75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
§ Позволяет быстро запрограммировать канавку заданных размеров. 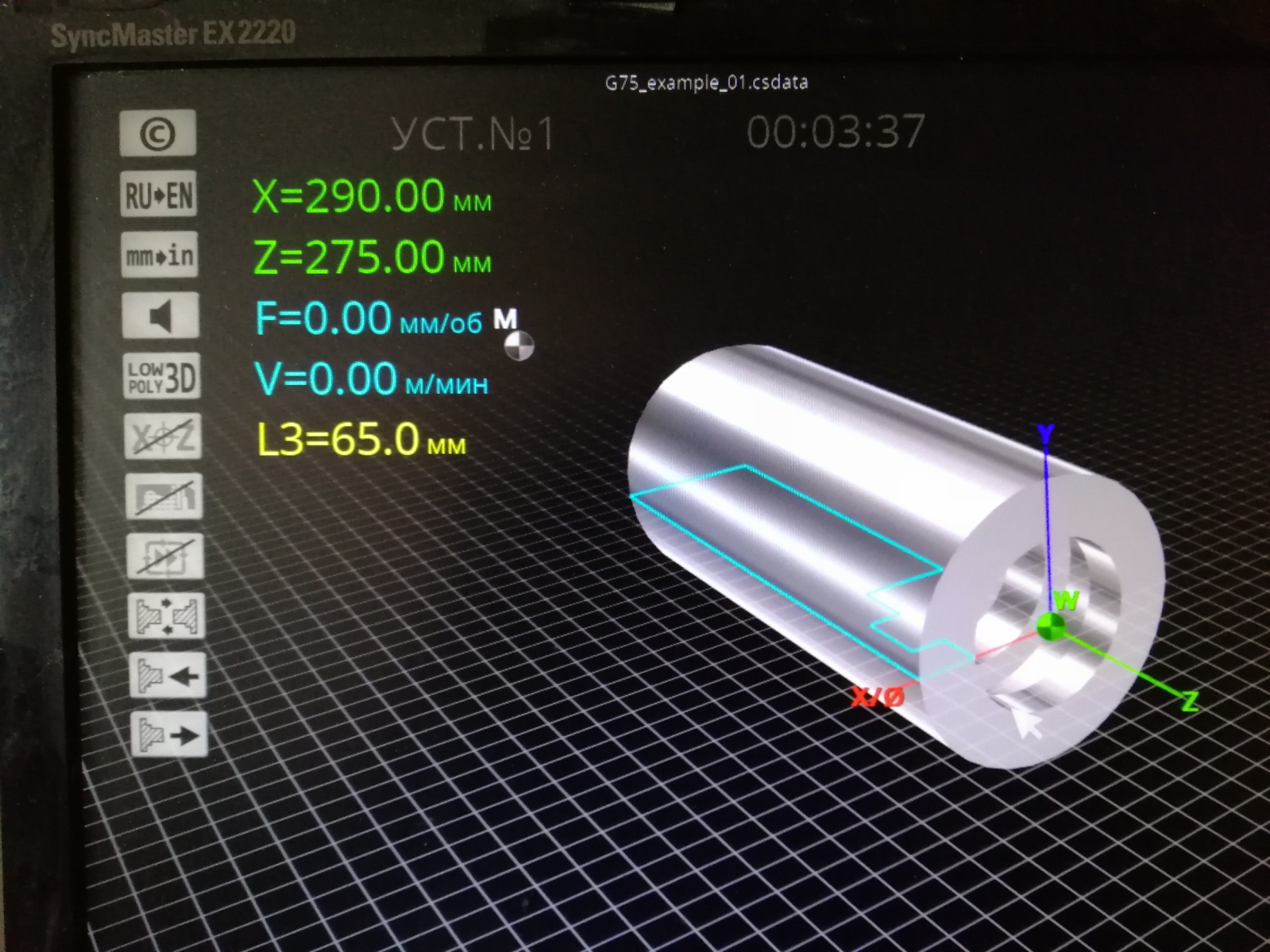
:0001
G50 S3000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
T0202 ;
G96 S200 M03 ;
G00 X17 Z2 ;
G74 R1 M08 ;
G74 X29 Z-30 P4000 Q10000 F0.2 ;
T0606 ;
G00 X30 Z2 ;
G01 Z-30 ;
X20 ;
G00 Z2 ;
T0404 ;
Z2 X26 ;
X28 Z-20 ;
G75 R1 ;
G75 X41.5 Z-11 Q2700 P2000 F0.2 ;
G00 X26 ;
Z2 ;
G28 U0 W0 M09 ;
M30 ;
§ Нельзя задавать скорость подачи на отдельные проходы.
§ Расстояние между проходами фиксированное для всего цикла.
§ Нет чистового прохода.
§ Необходимо учитывать ширину пластины при программировании канавки.
Ниже представлен пример программирования цикла G75:
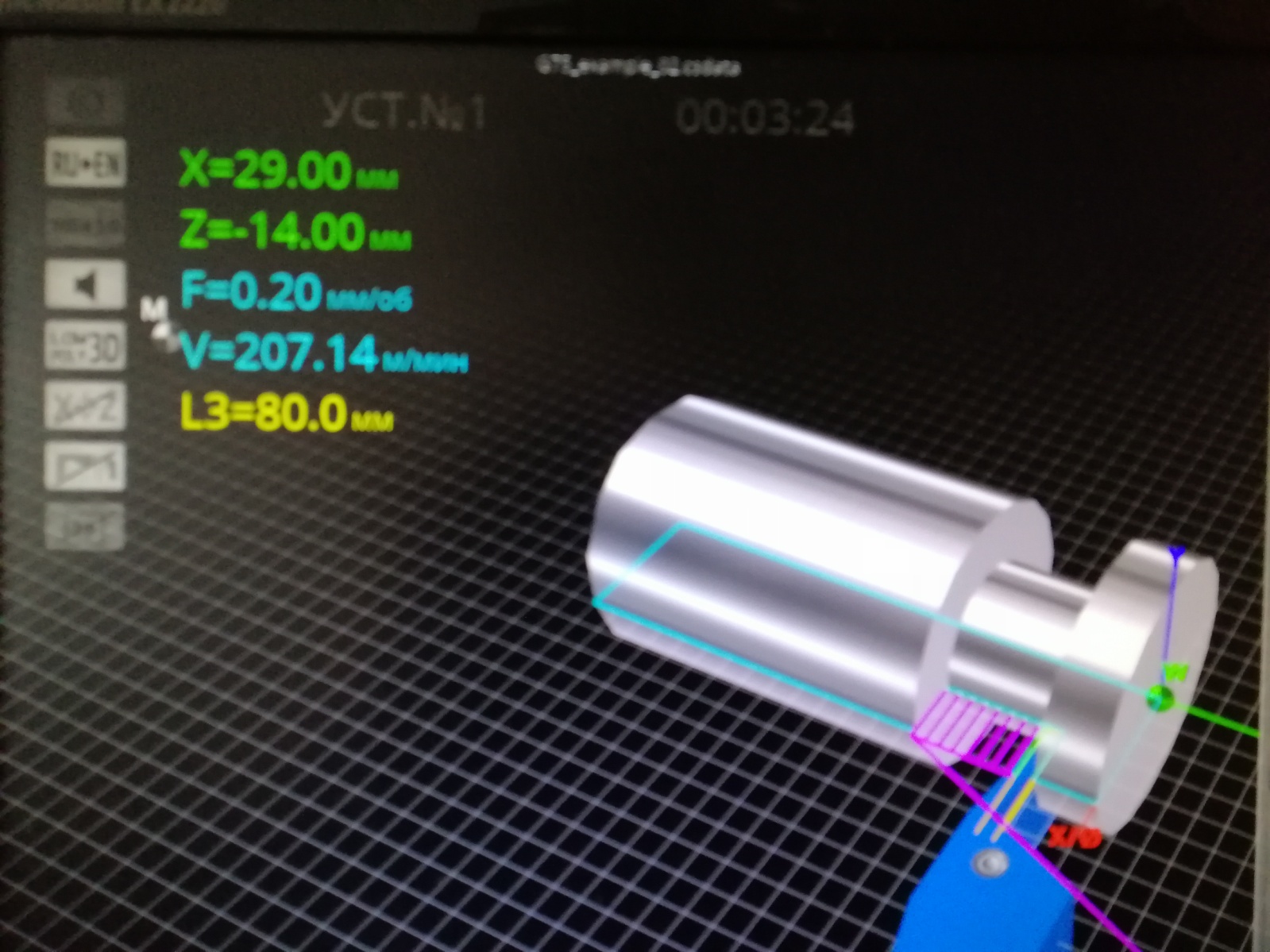
:0001
G50 S3000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
T0101 ;
G96 S200 M03 ;
X52 Z-33 ;
G75 R1 ;
G75 X28 Z-14 Q2500 P3000 F0.2 M08 ;
G00 X60 ;
G28 U0 W0 M09 ;
M30 ;
Цикл автоматического нарезания резьбы G76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
§ Позволяет нарезать резьбу любого диаметра и шага.
§ Расчёт черновых проходов производится автоматически.
§ Можно запрограммировать сбег резьбы.
§ Цикл позволяет сделать чистовые проходы.
§ Можно запрограммировать коническую резьбу.
Недостатки:
§ Недостатков у этого цикла нет, разве что сложная форма записи.
Ниже представлен пример программирования цикла G76:
Предлагаем Вам разобрать на примере, как правильно запрограммировать цикл G76. Fanuc поддерживает огромное количество циклов, в данной статье мы разберем только один из них. Описание всех остальных токарных циклов Вы сможете найти в статье стандартные токарные циклы Fanuc.
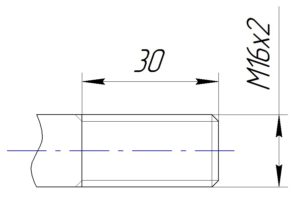
Давайте посмотрим, как запрограммировать резьбу M16х2. По стандартам ЕСКД данная запись гласит, что нам нужна метрическая резьба с внешним диаметром 16 мм и шагом 2 мм.
Выбор нулевой точки резца
Для начала нам нужно выбрать подходящий резьбовой резец. Основным параметром резьбовой пластины будет её угол при вершине. В нашем случае угол пластины должен быть 60° (т.к. резьба метрическая). Вы должны убедиться, что оправка резца по своим габаритам позволяет выполнить данную операцию. Это очень важно, так как при запуске цикла в автоматическом режиме во время реза не будет работать кнопка «CYCLE STOP». Если вы нажмёте кнопку «CYCLE STOP», то станок остановится только после возвращения резца в стартовую точку цикла. Соответственно, остановить станок получится только кнопкой «emergency stop» или «RESET».
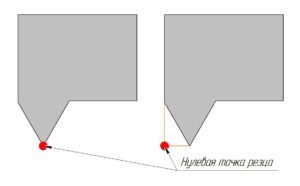 Затем нам необходимо привязать нулевую точку резца. Мы можем привязывать ноль к кончику резца или к боковой поверхности. Если Вы планируете нарезать резьбу на прутке, то Вам подойдёт первый вариант. Однако, если резьба будет заканчиваться уступом (например, шляпкой болта), то предпочтительнее второй вариант.
Затем нам необходимо привязать нулевую точку резца. Мы можем привязывать ноль к кончику резца или к боковой поверхности. Если Вы планируете нарезать резьбу на прутке, то Вам подойдёт первый вариант. Однако, если резьба будет заканчиваться уступом (например, шляпкой болта), то предпочтительнее второй вариант.
Выбор стартовой точки цикла G76
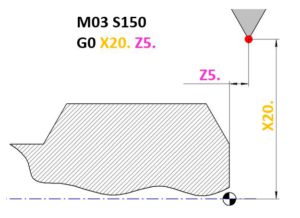
Теперь мы можем перейти непосредственно к программированию. Цикл нарезания резьбы G76 программируется с помощью 2-х строк. А также, перед включением цикла необходимо переместить инструмент в стартовую точку цикла. Стартовую точку цикла следует указывать на безопасном расстоянии от заготовки, чтобы стружка могла спокойно выводиться из зоны резания.
G76 – описание цикла (первая строка )
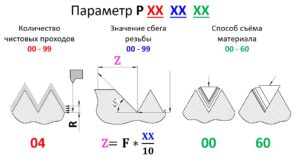
Теперь разберёмся с первой строкой цикла. Первый параметр в ней комплексный и определяет сразу 3 параметра: количество чистовых проходов, величину сбега резьбы и способ съёма материала. Задаётся буквой Р и далее следует три двузначных числа, которые должны быть написаны слитно.
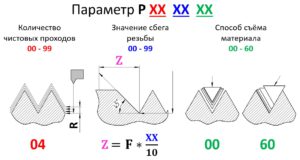
1. Количество чистовых проходов как правило составляет от «01» до «03» и подбирается опытным путем. При этом следует помнить, что припуск на чистовой проход R разделится на такое количество чистовых проходов, которое мы укажем.
R = r * N
§ R – размер припуска на чистовые проходы;
§ r – величина одного чистового прохода;
§ N – количество чистовых проходов.
2. Величину сбега резьбы необходимо указывать для более плавного выхода резца из материала. Если на детали предусмотрена выточка под выход резьбы, то значение этого параметра принимается равным «00».
Параметр может принимать любые целые значения в интервале от «00» до «99». Длинна самого сбега рассчитывается по вышеуказанной формуле.
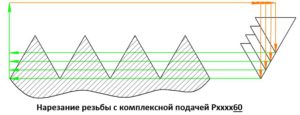
3. Способ съёма материала бывает с прямым врезанием и боковым врезанием. Прямое врезание лучше применять на резьбовых резцах, обладающих низкой боковой жёсткостью. Оно обеспечивает распределённую нагрузку на резец.
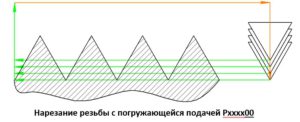
Но если требуется нарезать резьбу большой глубины, то правильнее применять боковое врезание. Благодаря этому снижается площадь контакта кромки резца с заготовкой. Если на поверхности резьбы образуется дробление, то применение бокового врезания может помочь в этой ситуации. Данный параметр может принимать значения от «00» до «99», в зависимости от угла нарезаемой резьбы. Для метрической резьбы не более «60»
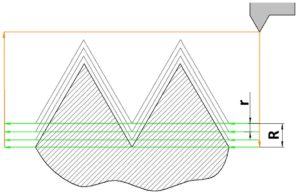
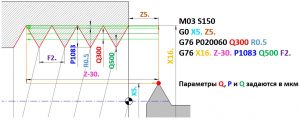
Ещё два параметра, прописываемых в первой строке цикла, отмечены на следующем рисунке:
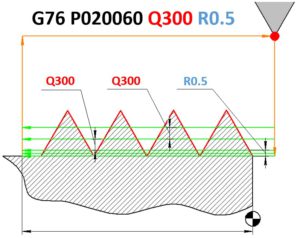
§ Q – величина съёма материала при проходах, которые следуют за первым проходом. Задаётся в микрометрах.
§ R – значение припуска на чистовые проходы. Задаётся в миллиметрах.
G76 – описание цикла (вторая строка )
Во второй строке цикла параметров больше чем в первой. Обратите внимание, что программисты компании Fanuc разработали цикл нарезания резьбы G76 таким образом, что в двух строках используются параметры, имеющие одинаковые буквенные обозначения. Так что будьте очень внимательны!
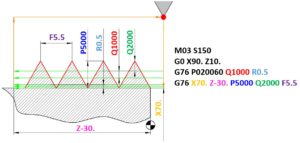
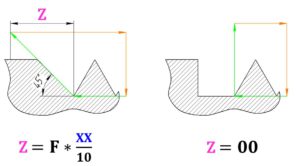
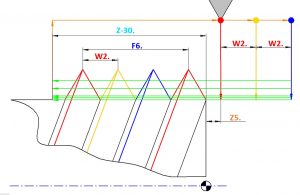
Графическое описание токарного цикла G76:
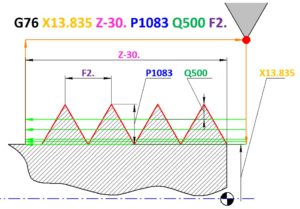
1. P – это высота профиля резьбы. Этот параметр рассчитывается по формуле:
P = F * α = 2 * 0,542 = 1,083
§ F – шаг резьбы;
§ α – коэффициент, зависящий от угла резьбы. Для метрической резьбы α = 0,542.
Полученное значение умножаем на 1000, поскольку параметр Р задаётся в микрометрах и для нашего примера получаем P = 1083.
2. X – это внутренний диаметр резьбы. Его можно рассчитать по формуле:
X = D – 2P = 16 – 2 *1,083 = 13,835
§ D – это внешний диаметр резьбы. В нашем примере он равен 16 мм.
3. Z – это длина резьбы. Не забывайте, что этот параметр указывается в абсолютной системе координат, то есть со знаком «минус». В нашем примере Z = -30.
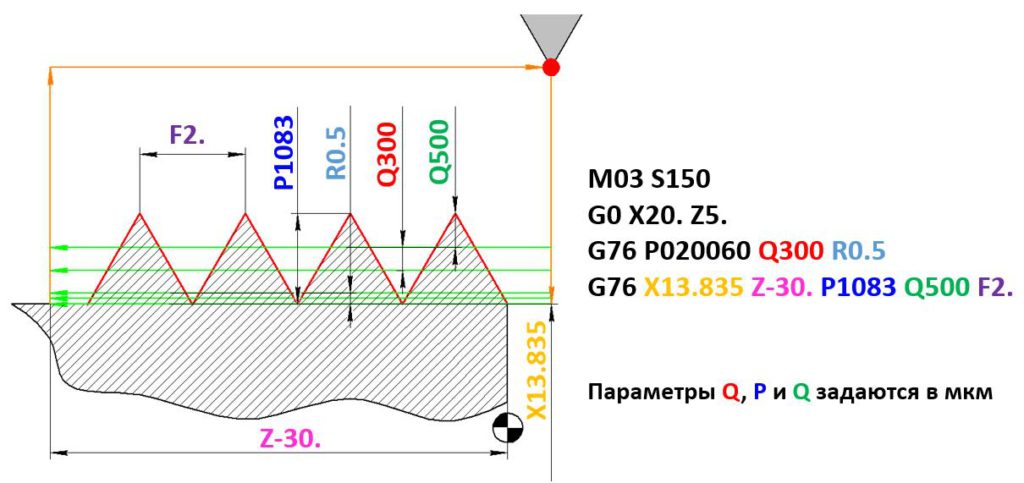
4. Q – это величина съёма при первом проходе. Из-за того, что при первом проходе нагрузка на резец минимальная, то первый проход можно делать чуть большим, чем последующие. Выберем значение Q равным 0,5 миллиметров. Так как этот параметр задаётся в микрометрах, то Q = 500.
5. F – это шаг резьбы. По факту этот параметр обозначает подачу, но так как на токарном станке мы задаём подачу в мм/оборот, то подача будет равна шагу резьбы. Для нашего примера F = 2.
В конечном итоге цикл G76 (цикл нарезки резьбы) для нашего примера будет выглядеть следующим образом:
“Цикл резьбы G76 (внутренняя, многозаходная, конусная резьба)“ 
:0001
G50 S2000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
G96 S220 M03 ;
T0101 ;
G00 X0 Z3 M08 ;
G74 R4 ;
G74 Z-25 Q5000 F0.5 ;
T0707 ;
G00 X17 Z2 ;
G90 X19 Z-28 F0.3 ;
X21 ;
X23 ;
X25 ;
G00 Z10 ;
T0404 ;
G97 S1000 ;
X23 Z8 (START POINT)
G76 P021055 Q100 R0.05 ;
G76 X28.04 Z-21 P1470 Q400 F2.309 R0.9 ;
T0202 ;
G96 S200 ;
G00 X30 Z0.5 ;
G01 Z0 ;
G02 U10 Z-5 R5 F0.2 ;
G01 Z-40 ;
G00 X42 ;
T0808 ;
G00 X42 Z-40 ;
G01 X5 ;
G00 X42 ;
G28 U0 W0 ;
M30 ;
На картинке показан пример программирования внутренней резьбы циклом G76 стойки FANUC резьбы M16х2:
Программирование многозаходной резьбы:
Довольно редкий случай, когда требуется запрограммировать многозаходную резьбу, но если вдруг такая необходимость возникла, тогда читайте далее и смотрите графические пояснения.
Для примера возьмём трёхзаходную резьбу M16xPh6xP2. Стандартного цикла для программирования подобной резьбы не существует. Поэтому в данной ситуации мы будем применять несколько циклов нарезания резьбы G76, которые будут смещены друг относительно друга на определённый шаг. В нашем случае шаг смещения траекторий будет равен шагу резьбы. И потребуется 3 цикла, так как резьба трёхзаходная:

В программе мы видим три цикла G76. Перед каждым новым циклом мы сдвигаем инструмент на величину равную расстоянию между витками. Таким образом можно запрограммировать многозаходную резьбу любой сложности.
Программирование конической резьбы
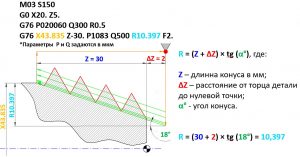
Особенно часто программирование конической резьбы требуется при производстве трубопроводной арматуры. Кардинальных различий в программировании конической резьбы циклом G76 нет. Необходимо просто во второй строке цикла задать параметр R. Перед нарезанием резьбы требуется проточить заготовку по внешнему конусу резьбы, иначе резьбовой резец будет сломан.
Параметр R определяется следующей формулой: R = (Z + ΔZ) × tg (α°).
На рисунке показан пример программирования конической резьбы. С внутренним диаметром 43,835мм, шагом 2 мм и углом 18°:
:0001
G 21 G 40 G 99 ;
G 50 S 3000 ;
G 96 S 200 M 03 ;
T 0101(проходной резец)
G00 X62 Z2 M08 ;
G90 X57 Z-40 R-3 F0.8 ;
X52 ;
X 47 ;
X 42 ;
G 00 X 62 Z 2 ;
T 0303 ;(канавочный резец)
G 00 Z -40 X 62 ;
G 01 X 35 ;
G 00 X 62 ;
T 0202 ;(резьбовый резец)
G97 S800 ;
G00 X58 Z2 ;
G76 P011060 Q100 R0.3 ;
G76 X32 Z-38 R5 P920 Q300 F2 ;
G00 X65 M09 ;
M30 ;
При работе над обзором использованы описания различных циклов программирования станков Fanuc различных модификаций.
Хочу выразить благодарность создателям CNC SIMULATOR 2
За возможность проверки правльности приведенных примеров
Программирования.
Составитель и переводчик заславский а.в.
22.09.2020