
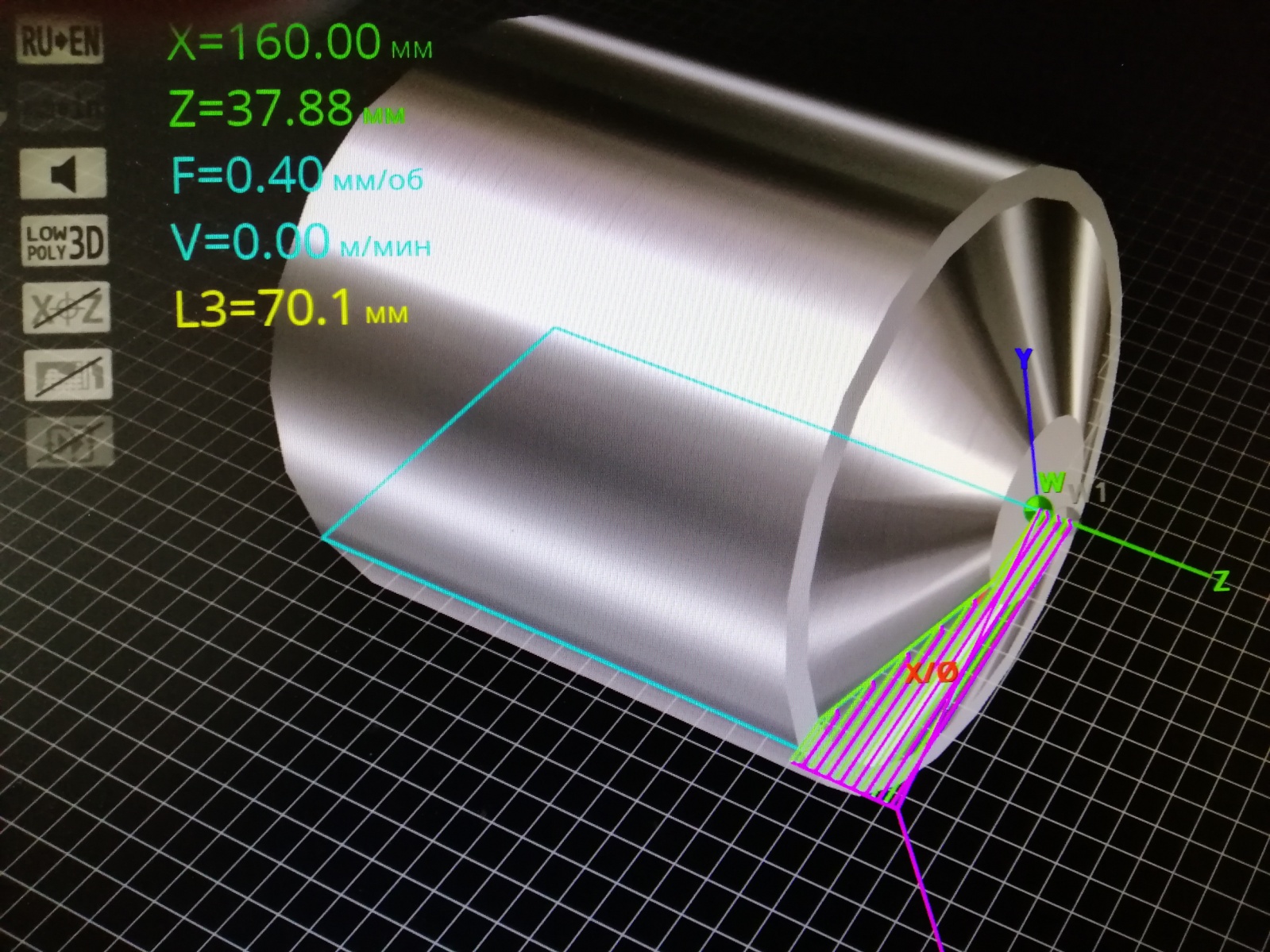
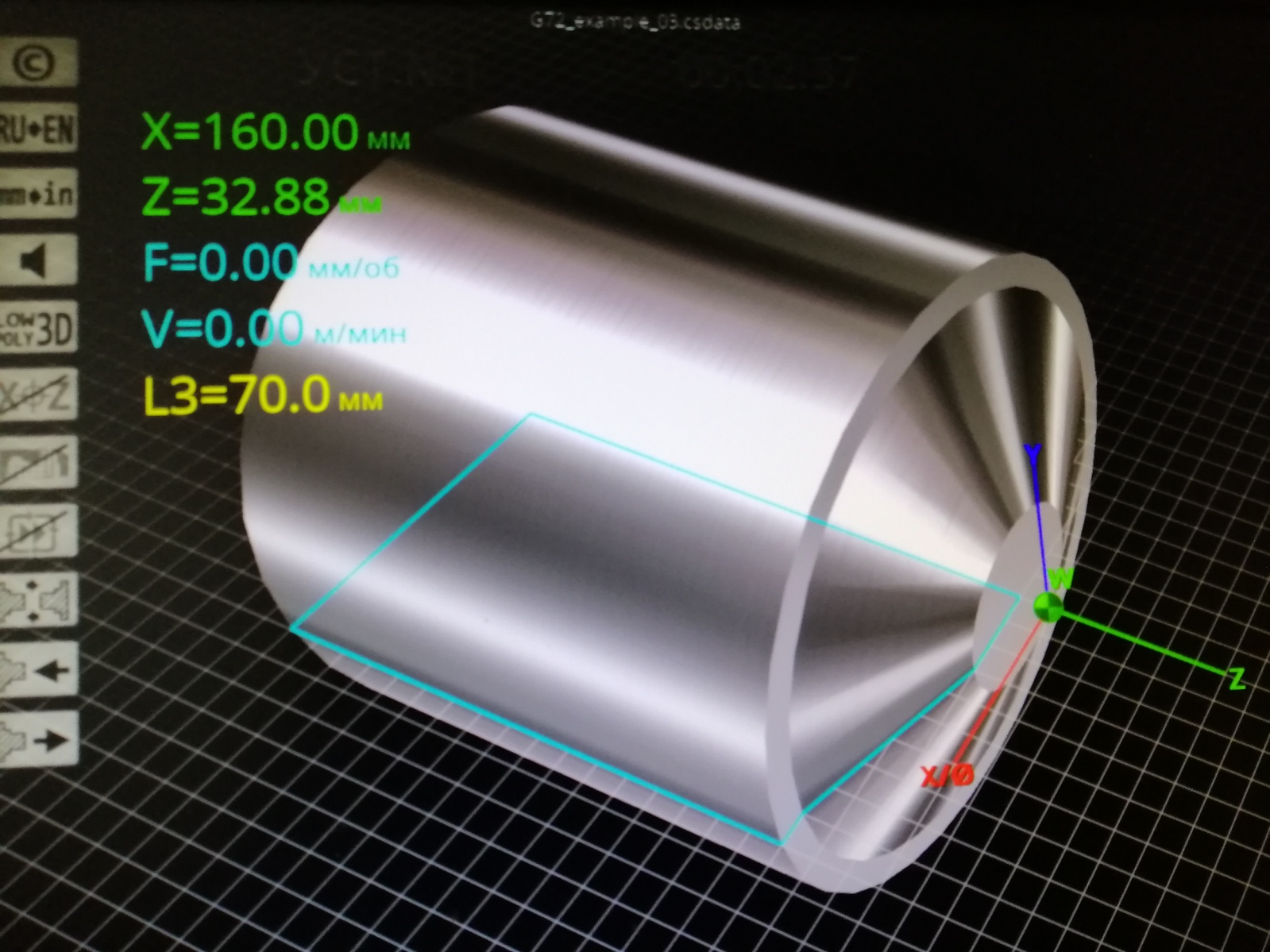
Ниже представлен пример программирования цикла G72и G 70








:0001
G54 Z-5 ;
G50 S3000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
T0101 ;(черновой подрезной резец)
G96 S220 M03 ;
X104 Z7 ;
G72 W2 R1 ;
G72 P100 Q200 U0.6 W0.1 F0.4 M08 ;
N100 G00 Z-10 ;
G01 G42 X100 ;
X90 ;
X30 Z0 ;
X0 ;
N200 G40 X-1.6 ;
G00 G28 U0 W0 M09 ;
M01 ;(технологический останов по требованию)
N20 G21 G99 G40 ;
T0202 ;(чистовой подрезной резец)
G96 S300 M03 ;
G00 X104 Z7 ;
G70 P100 Q200 F0.1 M08 ;
G00 G28 U0 W0 ;
M30 ;
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
§ Позволяет обработать контур любой сложности.
§ Позволяет за короткое время обработать литую заготовку.
§ Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
§ Дополняется циклом G70, который позволяет сделать чистовой проход.
§ Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
§ Можно запрограммировать припуски, причём отдельно по оси X и Z.
Недостатки:
§ Нельзя задавать скорость подачи на отдельные проходы.
§ Расстояние между проходами фиксированное для всего цикла.
§ Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G73:
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
§ Позволяет обработать контур любой сложности.
§ Позволяет за короткое время обработать литую заготовку.
§ Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
§ Дополняется циклом G70, который позволяет сделать чистовой проход.
§ Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
§ Можно запрограммировать припуски, причём отдельно по оси X и Z.
Недостатки:
§ Нельзя задавать скорость подачи на отдельные проходы.
§ Расстояние между проходами фиксированное для всего цикла.
§ Необходимо нумеровать строки кода, которые описывают контур.