
§ Для каждого прохода может быть индивидуальна задана подача и скорость вращения шпинделя.








Недостатки:
§ Не удобен при большой глубине обработки.
§ Нет чистового прохода.
§ Неудобное программирование конических поверхностей.
§ Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G94:
:0001
G54 Z-5 ;
G50 S4000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
T0101 ;
G96 S250 M03 ;
X104 Z0.5 (START POINT)
G94 X-2.4 Z0 F0.3 M08 ;
X30 Z-5 ;
Z-10 ;
Z-15 ;
X50 Z-20 ;
Z-25 ;
G00 Z5 M09 ;
G28 U0 W0 ;
M30 ;
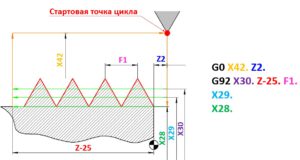
Цикл нарезания резьбы G92
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
§ Позволяет проточить один или несколько проходов резьбы на фиксированную глубину.
§ Можно задать индивидуальные режимы резания и глубины для каждого прохода.
Недостатки:
§ Не удобен при большом количестве проходов.
§ Координату каждого прохода нужно задавать вручную.
§ Нет чистового прохода.
§ Нет параметра отвечающего за сбег резьбы.
Ниже представлен пример программирования цикла G92:
:0001
G50 S2000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
G96 S220 M03 ;
T0101 ;(сверло)
G00 X0 Z3 M08 ;
G74 R4 ;(цикл глубокого сверления)
G74 Z-25 Q5000 F0.5 ;
T0707 ;(расточной резец)
G00 X17 Z2 ;
G90 X19 Z-28 F0.3 ;
X21 ;
X23 ;
X25 ;
G00 Z10 ;
T0404 ;
G97 S1000 ;
X23 Z8 (START POINT)
G92 X25.2 Z-21 F2.309 R0.9 ;
X25.6 ;
X26 ;
X26.4 ;
X26.8 ;
X27.2 ;
X27.6 ;
X28 ;
X28.03 ;
X28.04 ;
G00 X23 Z10 ;
T0202 ;(проходной резец)
G96 S200 ;
G00 X30 Z0.5 ;
G01 Z0 ;
G02 U10 Z-5 R5 F0.2 ;
G01 Z-40 ;
G00 X42 ;
T0808 ;(канавочный резец)
G00 X42 Z-40 ;
G01 X5 ;
G00 X42 ;
G28 U0 W0 ;
M30 ;
Цикл черновой поперечной контурной обработки G72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
§ Удобен для обработки торцевых поверхностей.
§ Позволяет проточить контур любой сложности.
§ Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
§ Дополняется циклом G70, который позволяет сделать чистовой проход.
§ Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
§ Можно запрограммировать припуски, причём отдельно по оси X и Z.
§ При каждом проходе автоматически вычисляется отвод по оси Z, что позволяет сэкономить машинное время.
Недостатки:
§ Нельзя задавать скорость подачи на отдельные проходы.
§ Расстояние между проходами фиксированное для всего цикла.
§ Необходимо нумеровать строки кода, которые описывают контур.