
Потому что программирование циклов с ЧПУ в Fanuc Cnc Control просто.








Почему мы используем циклы ЧПУ Прочитайте плюсы и минусы циклов программирования ЧПУ Fanuc.
Система ЧПУ Fanuc широко используется, без сомнения, одна из самых популярных систем ЧПУ программистов, благодаря простоте программирования и надежности.
Формат цикла
G72 WR( Первый блок)
G72 PQUW ( Второй блок)
Параметры
Первый блок
| Параметр | Описание |
| W | Глубина резания по оси Z |
| R | Отход по Z после завершения резки. |
Второй блок
| Параметр | Описание |
| P | Номер начального кадра контура. |
| Q | Номер кадра конца контура. |
| U | Припуск на чистовую обработку по оси X . |
| W | Припуск на чистовую обработку по оси Z |
| S | Скорость шпинделя во время цикла G71. |
| F | Подача (имеет приоритет над скоростью подачи, заданной между блоком P и блоком Q) |
| S | Скорость шпинделя (имеет приоритет над скоростью шпинделя, заданной между кадром P и Q ) |
примечание
P & Q - Кадры программы ЧПУ между номером кадра P и номером Q будут повторяться до тех пор, пока не будет достигнут конечный размер.
F (скорость подачи) - Преимущество использования F (скорости подачи) во втором блоке G72 состоит в том, что во время цикла торцевания станок будет использовать эту скорость подачи и будет игнорировать любые скорости подачи, заданные между кадром P и программой кадра Q.
Скорость подачи, заданная между кадром P и программой Q-кадра, будет использоваться только в том случае, если вы вызовете G70 Finishing Cycle позже в программе с теми же номерами P-кадра и Q-кадра.
Это очень удобный способ, позволяющий станочнику с ЧПУ сохранять разные скорости подачи для «чернового подрезки торца» и «окончательного чистового прохода».
S (скорость шпинделя) - работает одинаково, сохраняя разные скорости для черновой обработки и чистовой обработки.обороты задают по функции
G96 S 150 что позволяет подрезку торца с одной постояной скростью резания
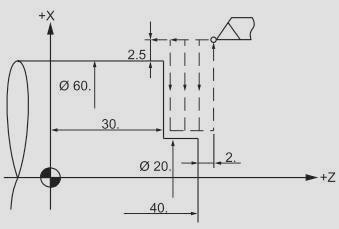
Пример цикла торцовки Fanuc G72
G96 S 150 N5 G00 X65 Z42 (начальная точка цикла)N6 G72 W2 R2 (блок 1) N7 G72 P8 Q9 U0 W0 F0.3 (блок 2)N8 G00 Z30 (конечная точка по Z)N9 G01 X20 (конечная точка X )
G71 G72 G70