
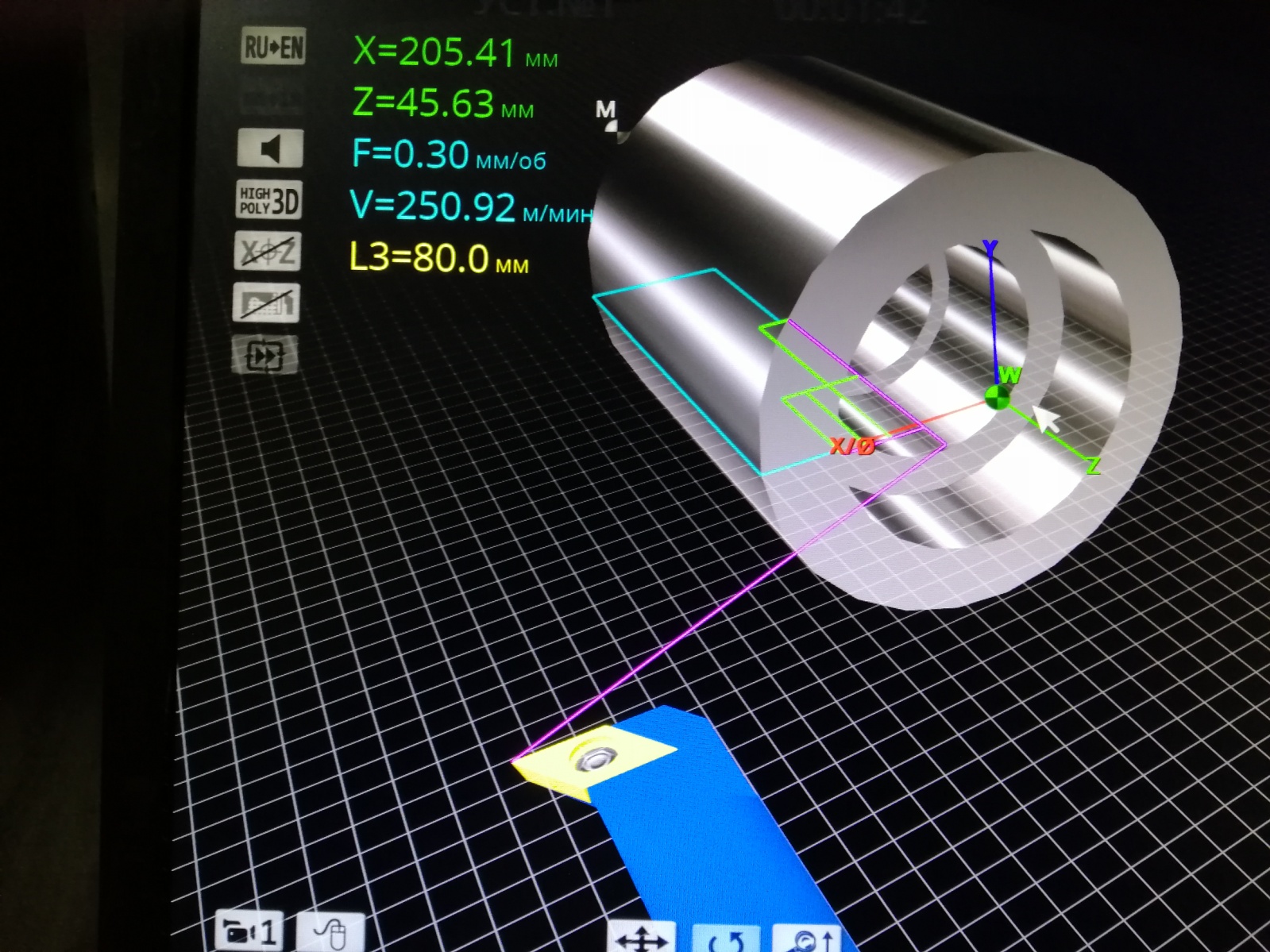
Еще один пример применения G 90 при расточке отверстия в детали








:0001
G50 S3000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
G 97 S 1200 M 03 M 08 ;
T 0404 (сверло диаметр 30мм Z 230 120 *) ;
G 83 Z -110 R 5 P 0 Q 50000 F 0.5 ; (цикл глубокого сверления)
T 0707 (расточной черновой уг93* r 0.2 x 8.8 z 195) ;
G 00 X 40 Z 2 ;
G 01 Z -102 ;
X 38 ;
G 00 Z 2 ;
T 0101( расточной чистовой а1=93*а2=122*х14.4 z 195) ;
G96 S250 ;
X36 Z2 ;
G90 X50 Z-60 F0.3 ;
X60 Z-25 ;
X 70 ;
G 00 Z 10 ; (отмена постояного цикла)
G28 U0 W0 ;
M30 ;
:0001
G50 S3000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
T0101 ;
G96 S250 M03 ;
X104 Z2 ;
G90 X90 Z-60 F0.5 M08 ;
X80 ;
X70 ;
R-5 ( проточка конуса) ;
G00 Z10 ; (отмена G 90)
G28 U0 W0 ;
M30 ;
Альтернатива цикла токарной обработки G90
1. Цикл токарной обработки Fanuc G71 с ЧПУ или стандартный цикл удаления материала
2. G71 Цикл черновой токарной обработки однополосный формат
3. Пример программирования ЧПУ с циклом черновой токарной обработки Fanuc G71
4. Fanuc G70 G71 Пример программы цикла черновой и чистовой токарной обработки
Пример кода цикла черновой токарной обработки G71 Программирование токарного станка с ЧПУ
Содержание
· G71 Цикл токарной обработки
· Пример программы
G71 Пример кода цикла черновой токарной обработки. Этот программный код cnc работает с Fanuc и аналогичными средствами управления cnc.
Описание параметров цикла
черновой токарной обработки G71 токарной обработки или стандартный цикл удаления припуска
Другие примеры цикла черновой токарной обработки G71
Fanuc G70 G71 Пример программы цикла черновой и чистовой токарной обработки Fanuc G71 и G70
Пример программы
G71 Пример цикла черновой токарной обработки
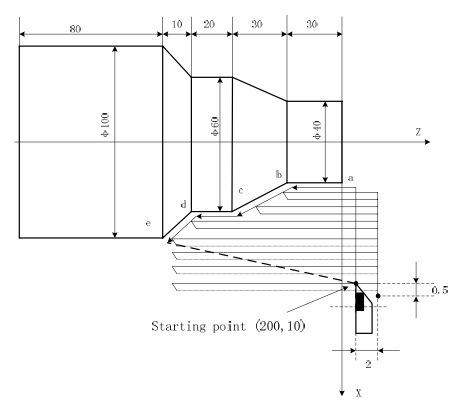
O0004 G00 X200 Z10 M3 S800 G71 U2 R1 F200 (U -глубина резания за 1 проход R -отход по оси X )G71 P80 Q120 U0.5 W0.2(начало контура обработки) N80 G00 X40 S1200 G01 Z-30 F100 X60 W-30W-20N120 X100 W-10(конечная точка контура) G70 P80 Q120 M30P -начальный номер кадра обхода контура Q -конечный номер кадра обхода контура U-припуск на чистовую обработку по оси X ( G 70) W - припуск на чистовую обработку по оси Z ( G 70)В кадрах между номерами N80 и N120 описан чистовой Контур обработки выполняемый по команде
G70 P80 Q120Fanuc G70 G71 Пример программы цикла черновой и чистовой токарной обработки
Вот еще один пример программы для токарного станка с ЧПУ. Этот пример программирования с ЧПУ показывает использование G-кода ЧПУ Fanuc для токарной обработки с постоянным циклом Fanuc G71 Roughing Cycle . Эта программа с ЧПУ также демонстрирует использование цикла чистовой обработки Fanuc G70.
Содержание