
G90 Модальный цикл токарной обработки








Цикл токарной обработки G90 кратко объясняется в этом руководстве с ЧПУ Цикл токарной обработки G90 .
Для примера прямой токарной обработки с модальным циклом токарной обработки G90 прочтите Цикл токарной обработки G90 Fanuc - пример кода программы ЧПУ .
Цикл токарной обработки G90 используется для простой токарной обработки, однако возможны несколько проходов путем указания положения по оси X дополнительных проходов.
Что такое модальный код
«Модальный» G-код означает, что они остаются в силе до тех пор, пока они не будут отменены или заменены противоречащим G-кодом. Точно так же, как G90 является модальным G-кодом, он остается активным до тех пор, пока не будет дана другая команда движения, например G00, G01 и т. Д. Как в приведенном ниже примере программы ЧПУ G90 G-код отменяется G-кодом G30.
Использование цикла токарной обработки G90
o .
Эта программа с ЧПУ демонстрирует использование токарной обработки конуса G90 .
Токарная обработка конуса с циклом токарной обработки G90
Пример программы ЧПУ
Как вы можете видеть в приведенном выше примере программы с ЧПУ, вы должны сами рассчитать значение конуса.
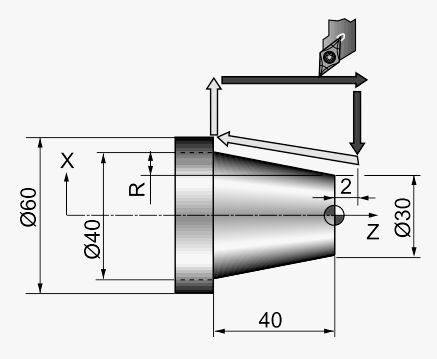
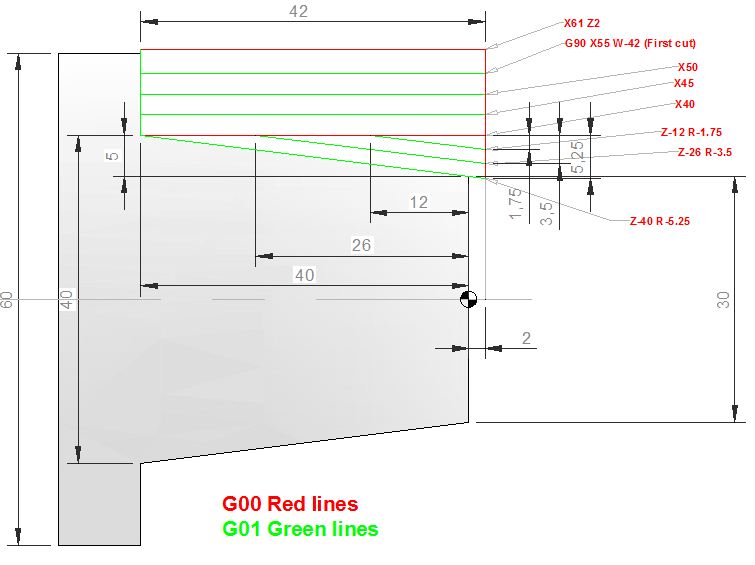
Пояснение к траектории инструмента
На рисунке ниже показано, как перемещается инструмент при выполнении вышеуказанной программы.
Если возможно, вы можете использовать цикл токарной обработки G71, который выполняет все расчеты за нас.
Еще один момент: цикл токарной обработки G90 может выполнять только прямые и конические резы, вы не можете обработать никакую дугу ( круговая интерполяция ) с циклом точения G90 .
Вместо этого G71 обрабатывает прямо, конусно и по дуге.
:0001
G50 S3000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
T0101 ;
G96 S250 M03 ;
X104 Z2 ;
G90 X90 Z-60 F0.5 M08 ;
X 80 ;
X 70 ;
X 60 ;
X 50 ;
X 40 ;
G 00 X 110 Z 5 M 09 ; (отмена постояного цикла G 90)
G 28 U 0 W 0 ;
M30 ;