
Цикл токарной обработки Fanuc G90








Станки с ЧПУ работают, следуя командам или инструкциям (G-коды / M-коды), которые приведены в программе обработки детали. Вот G-коды для управления ЧПУ Fanuc, которые необходимы специалистам по ЧПУ, чтобы научиться понимать программирование ЧПУ.
Содержание
· Список G-кодов Fanuc (токарный станок)
· Список G-кодов Fanuc (Mill)
·
Список G-кодов Fanuc (токарный станок)
| G код | Описание |
| G00 | Ускоренный ход |
| G01 | Линейная интерполяция |
| G02 | Круговая интерполяция по часовой стрелке |
| G03 | Круговая интерполяция против часовой стрелки |
| G04 | Выдержка времени |
| G09 | Точный останов |
| G10 | Программируемый ввод данных |
| G20 | Ввод в дюймах |
| G21 | Ввод в мм |
| G22 | Функция сохраненной проверки хода включена |
| G23 | Функция проверки хода выключена |
| G27 | Проверка возврата в референтную позицию |
| G28 | Вернуться в исходное положение |
| G32 | Нарезание резьбы |
| G40 | Коррекция на радиус вершины инструмента отменить |
| G41 | Коррекция на радиус вершины инструмента слева |
| G42 | Коррекция на радиус вершины инструмента справа |
| G70 | Цикл чистовой обработки |
| G71 | Цикл черновой обработки |
| G72 | Цикл облицовки |
| G73 | Цикл повторения шаблона |
| G74 | Цикл сверления Peck |
| G75 | Цикл обработки канавок |
| G76 | Цикл заправки |
| G92 | Настройка системы координат или макс. установка скорости шпинделя |
| G94 | Подача в мм/ минуту |
| G95 | Подача в мм/оборот |
| G96 | Работа с постояной скоростью резания |
| G97 | Отмена постоянного контроля скорости резания |
Список G-кодов Fanuc (Mill)
| G код | Описание |
| G00 | Быстрый ход |
| G01 | Линейная интерполяция |
| G02 | Круговая интерполяция по часовой стрелке |
| G03 | Круговая интерполяция против часовой стрелки |
| G04 | Выдержка времени |
| G17 | Выбор плоскости XY |
| G18 | Выбор плоскости ZX |
| G19 | Выбор плоскости YZ |
| G28 | Вернуться в исходное положение |
| G30 | Возврат во 2-ю, 3-ю и 4-ю референтную позицию |
| G40 | Отмена компенсации на режущий инструмент |
| G41 | Компенсация резца слева |
| G42 | Компенсация резца правая |
| G43 | Компенсация длины инструмента + направление |
| G44 | Компенсация длины инструмента - направление |
| G49 | Коррекция на длину инструмента отменить |
| G53 | Выбор системы координат станка |
| G54 | Выбор системы координат заготовки 1 |
| G55 | Выбор системы координат детали 2 |
| G56 | Выбор системы координат заготовки 3 |
| G57 | Выбор системы координат заготовки 4 |
| G58 | Выбор системы координат заготовки 5 |
| G59 | Выбор системы координат заготовки 6 |
| G68 | Координатное вращение |
| G69 | Отмена поворота координат |
| G73 | Цикл сверления Peck |
| G74 | Режущий круг с левой спиралью |
| G76 | Цикл чистового растачивания |
| G80 | Отмена стандартного цикла |
| G81 | Цикл сверления, цикл точечного растачивания |
| G82 | Цикл сверления с выдержкой времени |
| G83 | Цикл глубокого сверления |
| G84 | Цикл нарезания резьбы |
| G85 | Цикл разворачивания |
| G86 | цикл растачивания |
| G87 | Обратный цикл растачивания |
| G88 | Скучный цикл |
| G89 | Скучный цикл |
| G90 | Абсолютное командование |
| G91 | Команда увеличения |
| G92 | Настройка системы координат заготовки или зажима при максимальной скорости шпинделя |
| G98 | Возврат к исходной точке в постоянном цикле |
| G99 | Вернуться к точке R в постоянном цикле |
\
Пример кода программы ЧПУ для цикла токарной обработки Fanuc G90
G30 U0 W0
G50 S2000 T0100
G96 S200 M03
G00 X56.0 Z2.0
T0101
M08
G90 X51.0 W-32.0 F0.25
X46.0
X41.0
X36.0
X31.0
X30.0
G30 U0 W0
M30
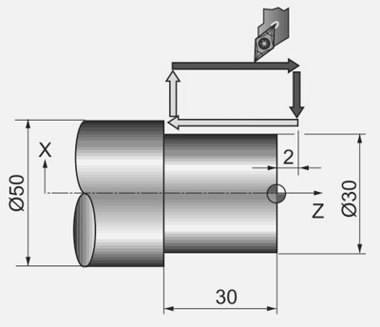
Пример на применние функци G32
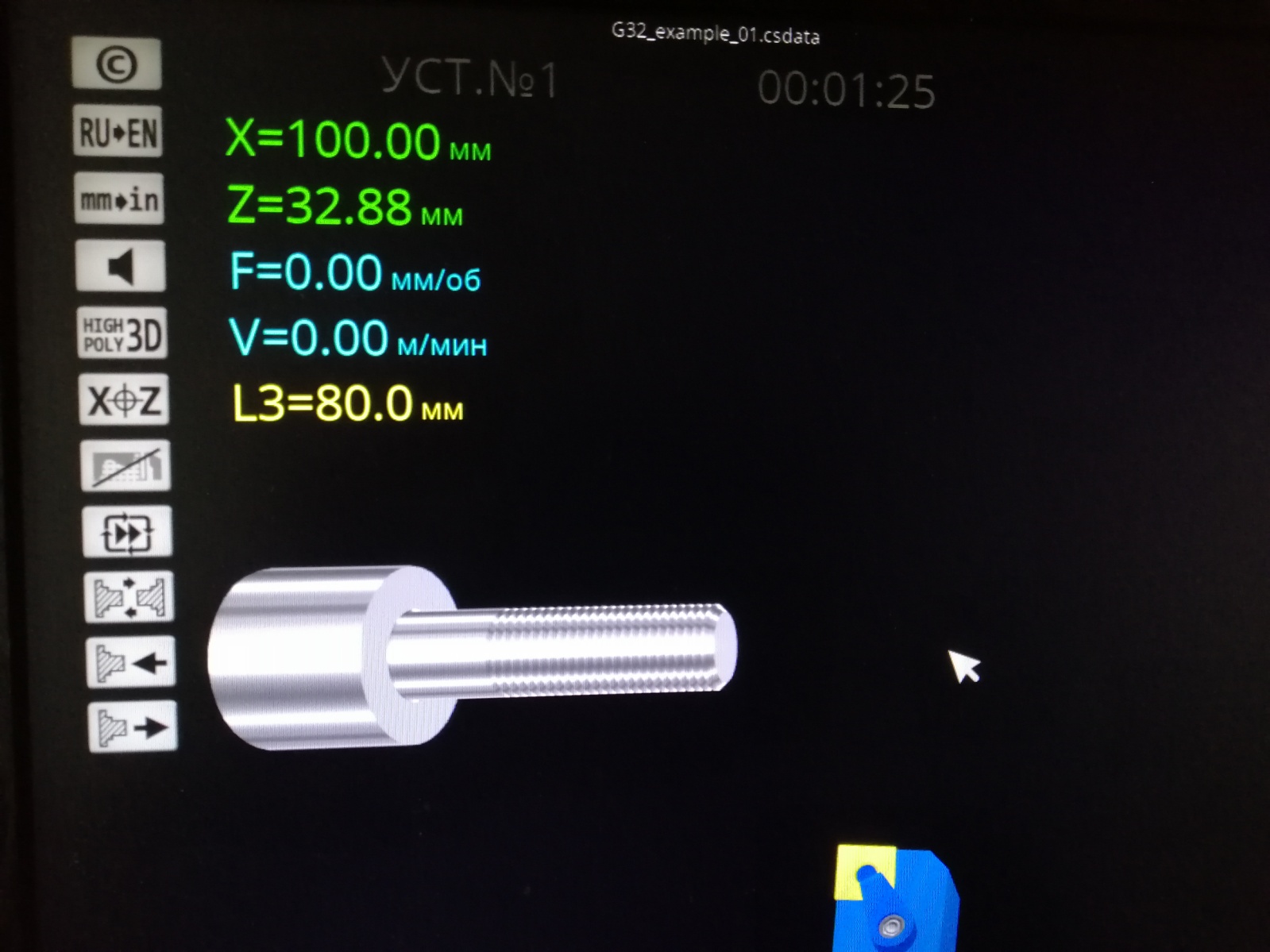
O0001
G50 S3000 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
T0101(проходной резец 92*) ;
G96 S250 M03 M08 ;
G00 X44 Z2 ;
G90 X30 Z-70 F0.4 ;
X25 ;
X20 ;
G00 X12 ;
G01 U8 W-4 ;
X22 M09 ;
T0202(резьбовой резец 60*) ;
G97 S1000 ;
G00 X19.2 Z7 ;
G32 Z-49 F2 M08(цикл нарезки резьбы однопроходный) ;
G00 X21 ;
Z7 ;
X18.6 ;
G32 Z-49 ;
G00 X21 ;
Z7 ;
X18 ;
G32 Z-49 ;
G00 X21 ;
Z7 ;
X17.6 ;
G32 Z-49 ;
G00 X21 ;
Z7 ;
X17.55 ;
G32 Z-49 ;
G00 X21 ;
Z5 M09 ;
G28 U0 W0 ;
M30 ;
:0001
G50 S3500 ;
N10 G21 G99 G40 ;
G00 G28 U0 W0 ;
T 0101(проходной резец) ;
G 96 S 250 M 03 M 08 ;
G00 X44 Z2 ;
G90 X30 Z-70 F0.4 ;
X25 ;
X20 ;
G00 X12 ;
G 01 U 8 W -4 ;
X 22 M 09 ;
T 0202(резьбовой резец) ;
G97 S1000 ;
G00 X18.5 Z18 ;
G32 Z-49 F3 M08 ;
G00 X21 ;
Z18 ;
X18.5 ;
G32 Z-49 Q120000 ;
G00 X21 ;
Z18 ;
X18.5 ;
G32 Z-49 Q120000 ;
G00 X21 ;
Z18 ;
X18.5 ;
G32 Z-49 Q240000 ;
G00 X21 ;
Z18 ;
X18 ;
G32 Z-49 ;
G00 X21 ;
Z18 ;
X18 ;
G32 Z-49 Q120000 ;
G00 X21 ;
Z18 ;
X18 ;
G32 Z-49 Q240000 ;
G00 X21 ;
Z18 ;
X17.55 ;
G32 Z-49 ;
G00 X21 ;
Z18 ;
X17.55 ;
G32 Z-49 Q120000 ;
G00 X21 ;
Z18 ;
X17.55 ;
G32 Z-49 Q240000 ;
G00 X21 M09 ;
G 28 U 0 W 0 ;
M 30 ;
Цикл токарной обработки Fanuc G90
Цикл токарной обработки Fanuc G90 используется для простой токарной обработки, однако можно выполнить несколько проходов, указав положение дополнительных проходов по оси X.
Называется под разными названиями, например - Цикл резки по внешнему / внутреннему диаметру Fanuc G90 или Цикл прямой резки G90.
Формат программирования
G90 X ... Z ...ИЛИ
G90 U ... W ...X – диаметр обработанного материала.
Z - конечная точка по оси z.
U - приращение по оси х до цели.
W - инкрементное расстояние по оси Z до цели.
Пример цикла токарной обработки G90
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z3.0 T0101 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30Пример 2
Та же программа с добавленной подрезки торца и токарной обработкой диаметра 60мм
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z0 T0101 G01 X-1.6 F0.2 G00 X60.0 Z1.0 G01 Z-40.0 F0.25 G00 U1.0 Z1.0 G90 X55.0 Z-20.0 F0. 25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
Цикл токарной обработки G90
Содержание
· Формат цикла токарной обработки G90
· Программирование
· Параметры
· Дополнительные значения
· Работа / Работа
· Пример программы ЧПУ
o Код Пояснение
· Отмена цикла поворота G90
· Цикл токарной обработки G90 и цикл токарной обработки G71
Формат цикла токарной обработки G90
Цикл токарной обработки G90 имеет множество названий, например,
Фиксированный цикл G90, прямой цикл G90, цикл черновой токарной обработки G90, стандартный цикл черновой токарной обработки G90, прямоугольный цикл G90.
Цикл токарной обработки G90 используется для простой токарной обработки, однако возможны несколько проходов путем указания положения по оси X дополнительных проходов.
o
обработка конуса
Связанный: Цикл токарной обработки G90 FanucПример кода программы ЧПУ
Постоянный цикл черновой токарной обработки G90 может использоваться для обточки конической пповерхности
o
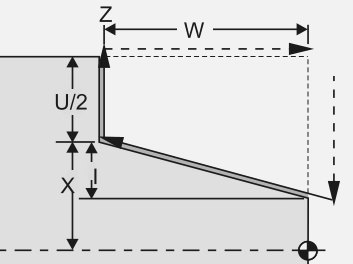
Программирование
G90 X ... Z ... I ...или
G90 X ... Z ... R ...Параметры
| Параметр | Описание |
| X | Обрезаемый диаметр. |
| Z | Конечная точка по оси z. |
| Q | Угол в исходной точке. |
| I или R | Расстояние и направление конуса (значение радиуса). |
Примечание.