
1-2 Классификация устройств ЧПУ








К УЧПУ сходятся все нити управления автоматическими механизмами станка. Конструктивно УЧПУ выполнено как автономный электронный агрегат, имеющий устройство ввода УП, вычислительную часть, электрический канал связи с автоматическими механизмами станка.
Внешний вид УЧПУ во многом определен панелью управления, с которой осуществляется выбор режима управления станком (ручной, наладка, полуавтоматический, автоматический); производится исправление программы в период ее отладки, вводится коррекция, ведется контроль за выполнением команд и наблюдение за правильной работой станка и самого устройства ЧПУ и др. Панель управления (пульт) УЧПУ, в свою очередь, определяется системой программирования, принятой для данного устройства, характерными признаками принятой системы программного управления, классом СЧПУ.
В соответствии с международной классификацией все УЧПУ по уровню технических возможностей делятся на следующие основные классы:
NC (Numerical Control); SNC (Stored Numerical Control); CNC (Computer Numerical Control); GNC (Graphical numerical control), DNC (Direct Numerical Control); HNC (Handled Numerical Control); VNC (Voise Numerical Control), NEURO-Fuzzy (НЕЙРО-ФАЗЗИ) системы управления.
Структурно-информационный анализ этих систем достаточно сложен, хотя позволяет выделить в них (или установить отсутствие) определенных функциональных элементов и информационных каналов. Условной для реальных УЧПУ является и классификация, поскольку реализация функций ЧПУ может быть такой, что реальный вариант системы управления представляет собой синтез отдельных признаков систем разных классов. Особенно это относится к УЧПУ с признаками класса DNC, которые реализуются как системы классов DNC-NC, DNC-SNC, DNC-CNC и др., к УЧПУ класса CNC, которые реализуются как системы VNC, CNC-HNC и др.
1-2.1 Системы классов NC и SNC
Станки, оснащенные УЧПУ классов NC и SNC, в настоящее время еще имеются в практике предприятий, но выпуск систем этих классов уже прекращен. Это наиболее простые системы управления с ограниченным числом информационных каналов. В составе этих систем отсутствует оперативная ПЭВМ, и весь поток информации обычно замыкается на уровне 3-го ранга. Внешним признаком УЧПУ классов NC и SNC является способ считывания и отработки УП.
Системы класса NC . В системах класса NC принято по кадровое чтение перфоленты на протяжении цикла обработки каждой заготовки. Системы класса NC работают в следующем режиме. После включения станка и УЧПУ читаются первый и второй кадры программы. Как только заканчивается их чтение, станок начинает выполнять команды первого кадра. В это время информация второго кадра программы находится в запоминающем устройстве УЧПУ. После выполнения первого кадра станок начинает отрабатывать второй кадр, который для этого выводится из запоминающего устройства. В процессе отработки станком второго кадра система читает третий кадр программы, который вводится в освободившееся от информации второго кадра запоминающее устройство, и т. д.
Основным недостатком рассмотренного режима работы является то, что для обработки каждой следующей заготовки из партии системе ЧПУ приходится вновь читать все кадры перфоленты, в процессе такого чтения нередко возникают сбои из-за недостаточно надежной работы считывающих устройств УЧПУ. В результате отдельные детали из партии могут оказаться бракованными. Повышенная вероятность сбоев в системах класса NC объясняется также очень большим числом кадров перфоленты, поскольку для работы таких систем в программе должно быть записано каждое элементарное действие станка. Кроме того, при таком режиме работы перфолента быстро изнашивается и загрязняется, что еще более увеличивает вероятность сбоев при чтении. Наконец, если в кадре записаны действия, которые станок выполняет очень быстро, то УЧПУ за это время может не успеть прочитать следующий кадр, что также ведет к сбоям.
Системы класса SNC . Эти системы сохраняют все свойства систем класса NC, но отличаются от них увеличенным объемом памяти.
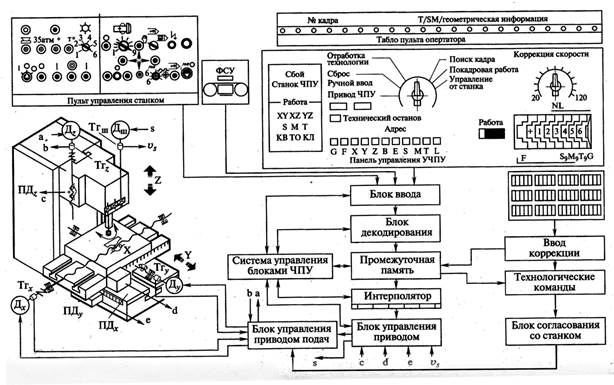
Рис. 1-3. Схемная реализация алгоритмов УЧПУ класса NC (SNC)
Системы класса SNC позволяют прочитать все кадры программы и разместить информацию в запоминающем устройстве большой емкости. Перфолента читается только один раз перед обработкой всей партии одинаковых деталей и поэтому мало изнашивается. Все заготовки обрабатываются по сигналам из запоминающего устройства, что резко уменьшает вероятность сбоев, а, следовательно, и брак деталей. Системы SNC позволяют осуществлять однократный ввод УП при длине перфоленты от 40 до 310 м. В настоящее время УЧПУ класса SNC уже не выпускаются. Однако, схема работы этих систем является очень показательной и определяет существо программного управления. При работе станка, управляемого системой NC или SNC (рис.1-3) кодированная программа вводится на перфоленте и читается фотосчитывающим устройством ФСУ. Кроме того, отдельные команды могут быть введены с пульта управления УЧПУ или с панели управления станком. Информация с перфоленты через блоки ввода и декодирования поступает в память. (Для станков с УЧПУ класса SNC в память с перфоленты записывается вся программа). При работе станка в автоматическом режиме команды программы, обработанные интерполятором, через блоки управления поступают к приводам Дх, Дy, Дz, Дш и др. Скорость приводов регулируется по данным системы обратной связи, например по сигналам тахогенератора (Тгx,Тгy,Тгz,Тгш и др.), а перемещения (для приводов подач) - по данным путевых датчиков перемещения ПД.