В 1991 году завод преобразован в производственное объединение «Барнаултрансмаш», в 1992 (по другим данным — в 1993) году — в открытое акционерное общество «Барнаултрансмаш». Современность
Сегодня «Барнаултрансмаш» входит в состав холдинга «Русские машины», конструирует и производит судовые, промышленные и транспортные дизели, газопоршневые двигатели и электростанции, мини-ТЭЦ.
Кроме основной продукции, завод изготовляет и реализует чугунное, стальное и цветное литьё, штамповки, поковки, технологическую оснастку, металлорежущий и мерительный инструмент.
Па предназначен
Описание узла детали, метод получения заготовки
Водяной насос центробежного типа предназначен для создания циркуляции охлаждающей жидкости в системе. Водяной насос установлен на крышке-фланце масляного насоса и крепится к ней 4-мя шпильками.
Детали насоса смонтированы в корпусе, отлитом из алюминиевого сплава.
Передняя часть корпуса имеет форму улитки. В полость улитки установлена крыльчатка, которая приклепана к фланцу валика водяного насоса заклепками.
Валик вращается в 2-х шарикоподшипниках, запрессованных в корпус насоса, между которыми ставится распорная втулка. На противоположный конец валика насажена шлицевая втулка. Через шлицевую втулку и рессору осуществляется привод водяного насоса от средней шестерни откачивающей секции масляного насоса. Втулка закреплена на валике насоса гайкой и шплинтом через шайбу.
Рис.1.1-водяной насос.
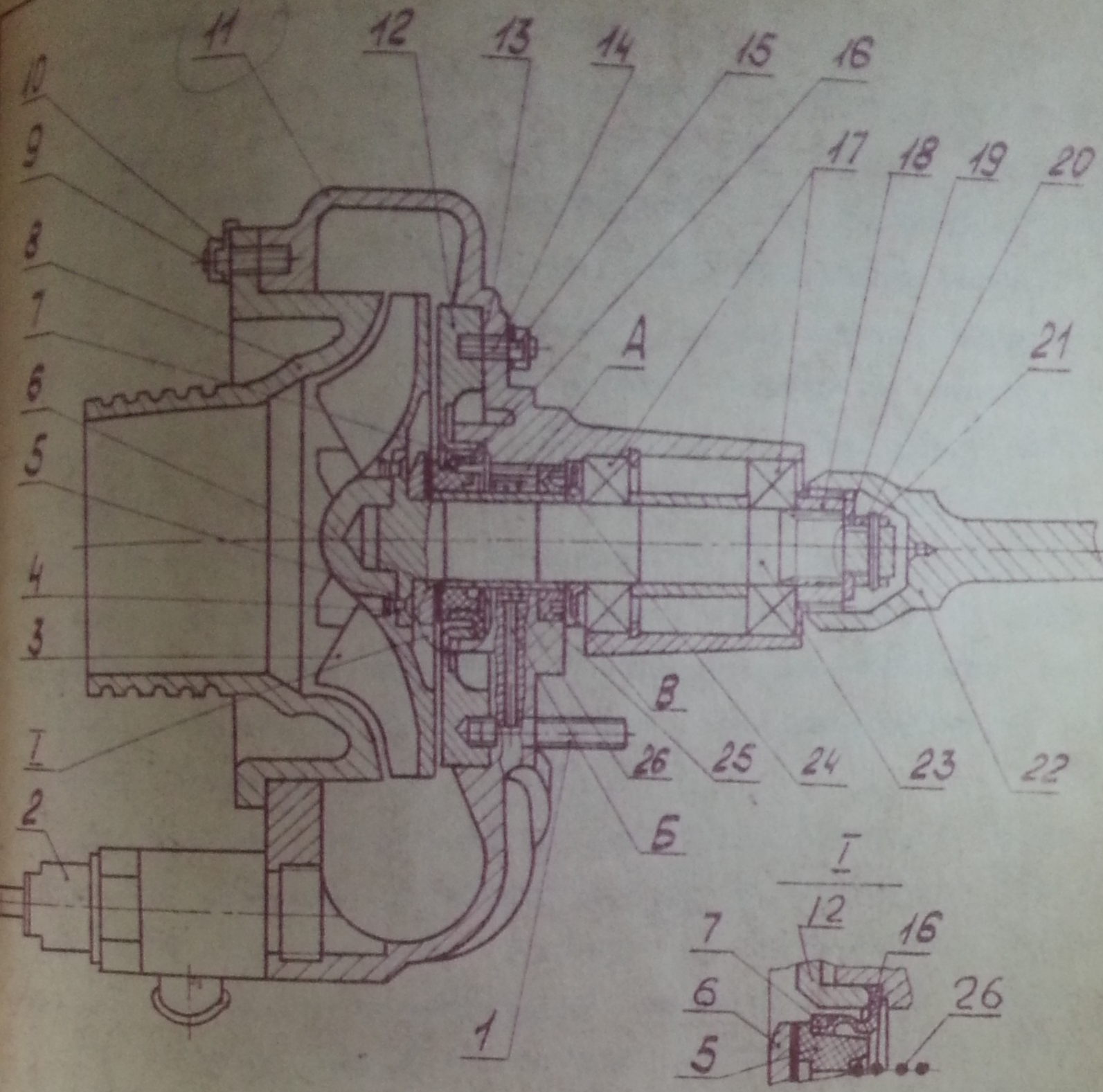
Детали входящие в состав водяного насоса
| позиция
| наименование
|
| 1
| Шпилька
|
| 2
| Кран сливной
|
| 3
| Крыльчатка
|
| 4
| Наклепка
|
| 5
| Кольцо уплотнителя
|
| 6
| Диск уплотнительный
|
| 7
| Обойма
|
| 8
| Раструб водяного насоса
|
| 9
| Шпилька
|
| 10
| Гайка
|
| 11
| Корпус водяного насоса
|
| 12
| Фланец
|
| 13
| Прокладка
|
| 14
| Шпилька
|
| 15
| Гайка
|
| 16
| Резина уплотнительная
|
| 17
| Шприкоподшипник
|
| 18
| Втулка шлицевая
|
| 19
| Шайба
|
| 20
| Гайка
|
| 21
| Шплинт
|
| 22
| Рессора
|
| 23
| Валик водяного насоса
|
| 24
| Шайба
|
| 25
| Манжета
|
| 26
| Пружина
|
| А
| Отверстие
|
| Б
| Контрольное отверстие
|
| В
| канал
|
Описание детали
Корпус водяного насоса служит несущим остовом для крепления всех деталей прибора, включая отверстия для подшипников, валов, втулок.
Деталь-корпус водяного насоса - длиной 150мм и наибольшим радиусом 108,3. Класс детали – корпусные. Масса детали – 1,7 кг.
Метод получения заготовки
Заготовка – отливка
Материал детали - Алюминиевый сплав АЛ-4 HB-70
| Марка :
| АК9ч ( другое обозначение АЛ4 )
|
| Классификация :
| Алюминиевый литейный сплав
|
| Применение:
| для изготовления деталей средней и большой нагруженности; сплав отличается высокой герметичностью. Из-за повышенной склонности к газонасыщению и образованию пористости для получения отливок рекомендуется применять кристаллизацию под давлением.Сплав на основе системы алюминий - кремний - магний (силумин)
|
| Зарубежные аналоги:
| Известны
|
Химический состав в % материала
ГОСТ 1583 - 93
| Fe
| Si
| Mn
| Ni
| Al
| Cu
| Pb
| Be
| Mg
| Zn
| Sn
| Примесей
|
| до 1
| 8 - 10.5
| 0.2 - 0.5
| до 0.1
| 86.94 - 91.63
| до 0.3
| до 0.05
| до 0.1
| 0.17 - 0.3
| до 0.3
| до 0.01
| всего 1.5
|
Примечание: Al - основа; процентное содержание Al дано приблизительно
| Примечание: Для модифицирования структуры допускается введение стронция до 0,08%. В чушках содержание магния 0.2 - 0.35 %
|
Механические свойства при Т=20oС материала АК9ч .
| Сортамент
| Размер
| Напр.
| sв
| sT
| d5
| y
| KCU
| Термообр.
|
| -
| мм
| -
| МПа
| МПа
| %
| %
| кДж / м2
| -
|
| литье в кокиль, ГОСТ 1583-93
|
|
| 235
|
| 3
|
|
| Закалка и искуственное старение
|
| литье в кокиль, ГОСТ 1583-93
|
|
| 147
|
| 2
|
|
|
|
| Твердость АК9ч термообработанного , ГОСТ 1583-93
| HB 10 -1 = 50 - 70 МПа
|
Получение заготовки
Выбор способа получения заготовки исходя из входных данных и доступных технологий. Как оказалось потом, наиболее удачным способом оказалось литье в кокильно — безопочно ХТС оснастку.
Анализ действующего технологического процесса механической обработки
| № операции
| наименование операции
| Содержание операции
| Применяемое оборудование
|
| 000
| Заготовительная
|
|
|
| 005
| перемещение
|
| Электрокар «Болгария»
|
| 010
| Токарно-револьверная
| Подрезать торец, обточить поверку, зенкеровать отверстие со стороны хвостовика
| Ток-рев. 1П365
|
| 015
| Токарно-револьверная
| Подрезать торец,расточить отв,расточить отверстие и подрезать 2 торца одновременно,зенкеровать 3 торца одновременно
| Ток-рев. 1П365
|
| 020
| Токарно-винторезная
| Подрезать торец, обточить поверку с подрезкой торца
| Ток-винт. 1К62
|
| 030
| Токарно-винторезная
| Расточить отв,фаску,подрезать 2 торца,расточить фаску
| Ток-винт. 1К62
|
| 035
| Токарно-винторезная
| Расточит 2 канавки
| Ток-винт. 1К62
|
| 040
| Токарно-винторезная
| Расточить диаметр 42А5
| Ток-винт. 1К62
|
| 045
| Токарно-винторезная
| Подрезать торец,расточить канавку
| Ток-винт. 1К62
|
| 075
| опрессовочная
|
| Стенд для опрессовки БС-2798
|
| 050
| Радиально-сверлильная
| Сверлить последовательно 6 отв под резьбу
| Рад-сверл. 2А53
|
| 055
| Радиально-сверлильная
| Сверлить последовательно 4 отв под резьбу,сверлить и развернуть 2 отв.
| Рад-сверл. 2А53
|
|
|
|
|
|
| 060
| Настольно-сверлильная
| Сверлить 3 отв
| Наст-сверл НО-12А
|
| 080
| Радиально-сверлильная
| свер
| Рад-сверл. 2А53
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Технические характеристики токарно-винторезного станка 1К62.
| Наименование параметров
| Ед.изм.
| Величины
|
| Класс точности
| | Н
|
| Наибольший диаметр обрабатываемой заготовки над станиной
| мм
| 400
|
| Наибольший диаметр обрабатываемой заготовки над суппортом
| мм
| 220
|
| Наибольшая длина обрабатываемой заготовки
| мм
| 1000
|
| Размер внутреннего конуса в шпинделе
| М
| Морзе 6 М80*
|
| Конец шпинделя по ГОСТ 12593-72
|
| 6К, 6М*
|
| Диаметр сквозного отверстия в шпинделе
| мм
| 55, 62*
|
| Наибольшая масса устанавливаемой заготовки
| |
|
| - закрепленного в патроне
| кг
| 300
|
| - закрепленного в центрах
| кг
| 1300
|
| Число ступеней частот вращения шпинделя
|
|
|
| - прямого
|
| 23
|
| - обратного
|
| 12
|
| Пределы частот вращения шпинделя
|
|
|
| - прямого
| 1/мин
| 12,5 — 2000
|
| - обратного
| 1/мин
| 19 — 2420
|
| Число ступеней рабочих подач
|
|
|
| - продольных
|
| 42, 56*
|
| - поперечных
|
| 42, 56*
|
| Пределы рабочих подач
|
|
|
| - продольных
| мм/об
| 0,07 — 4,16
|
| - поперечных
| мм/об
| 0,035 — 2,08
|
| Количество нарезаемых резьб
|
|
|
| - метрических
| ед.
| 45, 53*
|
| - дюймовых
| ед.
| 28, 57*
|
| - модульных
| ед.
| 38
|
| - питчевых
| ед.
| 37
|
| - архимедовой спирали
| ед.
| 5
|
| Пределы шагов нарезаемых резьб
|
|
|
| - дюймовых
| ниток/дюйм
| 24 — 1,625
|
| - метрических
| мм
| 0,5 — 192
|
| - модульных
| модуль
| 0,5 — 48
|
| - питчевых
| питч
| 96 — 1
|
| - архимедовой спирали
| дюйм
| 3/8”, 7/16”
|
| - архимедовой спирали
| мм
| 8, 10, 12
|
| Наибольший крутящий момент
| кНм
| 2
|
| Наибольшее перемещение пиноли
| мм
| 200
|
| Поперечное смещение корпуса
| мм
| ±15
|
| Наибольшее сечение резца
| мм
| 25
|
| Габаритные размеры станка
| ДхШхВ
| 2812х1166х1324
|
| Масса станка
| кг
| 2140
|
| Мощность электродвигателя привода главного движения
| кВт
| 10
|
| Мощность электродвигателя привода быстрых перемещений суппорта
| кВт
| 0,75 или 1,1
|
| Мощность насоса охлаждения
| кВт
| 0,12
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА 2А135
| Наименование характеристики
| Величина параметра
|
| Наибольший диаметр сверления, мм
| 35
|
| Наибольший ход шпинделя, мм
| 225
|
| Вылет шпинделя, мм
| 300
|
| Наибольшее расстояние от торца шпинделя до стола, мм
| 750
|
| Конус шпинделя
| Морзе 4
|
| Наибольшее установочное перемещение шпиндельной бабки, мм
| 200
|
| Рабочие размеры стола, мм
| 450x500
|
| Наибольшее вертикальное перемещение стола, мм
| 325
|
| Число скоростей шпинделей
| 9
|
| Пределы чисел оборотов шпинделя в минуту
| 68–1100
|
| Количество подач
| 11
|
| ределы подач шпинделя, мм/об.
| 0,115 – 1,6
|
| Мощность электродвигателя главного движения, кВт
| 4,5
|
| Габариты: длина, ширина, высота, мм
| 810х1240х2500
|
| Масса, кг
| 1300
|
| Технические характеристики (радиально сверлильный станок 2л53):
| |
| Наибольший условный диаметр сверления (в стали марки 45 по ГОСТ 1050-74), мм
| 32
|
| Вылет шпинделя от образующей колонны, мм
| |
| - наименьший
| 290
|
| - наибольший
| 1000
|
| Наибольшее расстояние от торца шпинделя до плиты, мм
| 1120
|
| Расстояние от торца шпинделя до стола, мм
| |
| - наименьшее
| 15
|
| - наибольшее
| 630
|
| Диаметр колонны, мм
| 250
|
| Наибольший угол поворота вокруг колонны, град
| 330
|
| Зажим на колонне
| ручной
|
| Наибольший ход по направляющим рукава, мм
| 710
|
| Зажим на направляющих рукава
| ручной
|
| Ход шпинделя, мм
| |
| - на 1оборот лимба
| 94,2
|
| - наибольший
| 325
|
| Габаритные размеры, мм
| |
| - длина
| 1850
|
| - ширина
| 800
|
| - высота
| 2430
|
| Масса, кг
| |
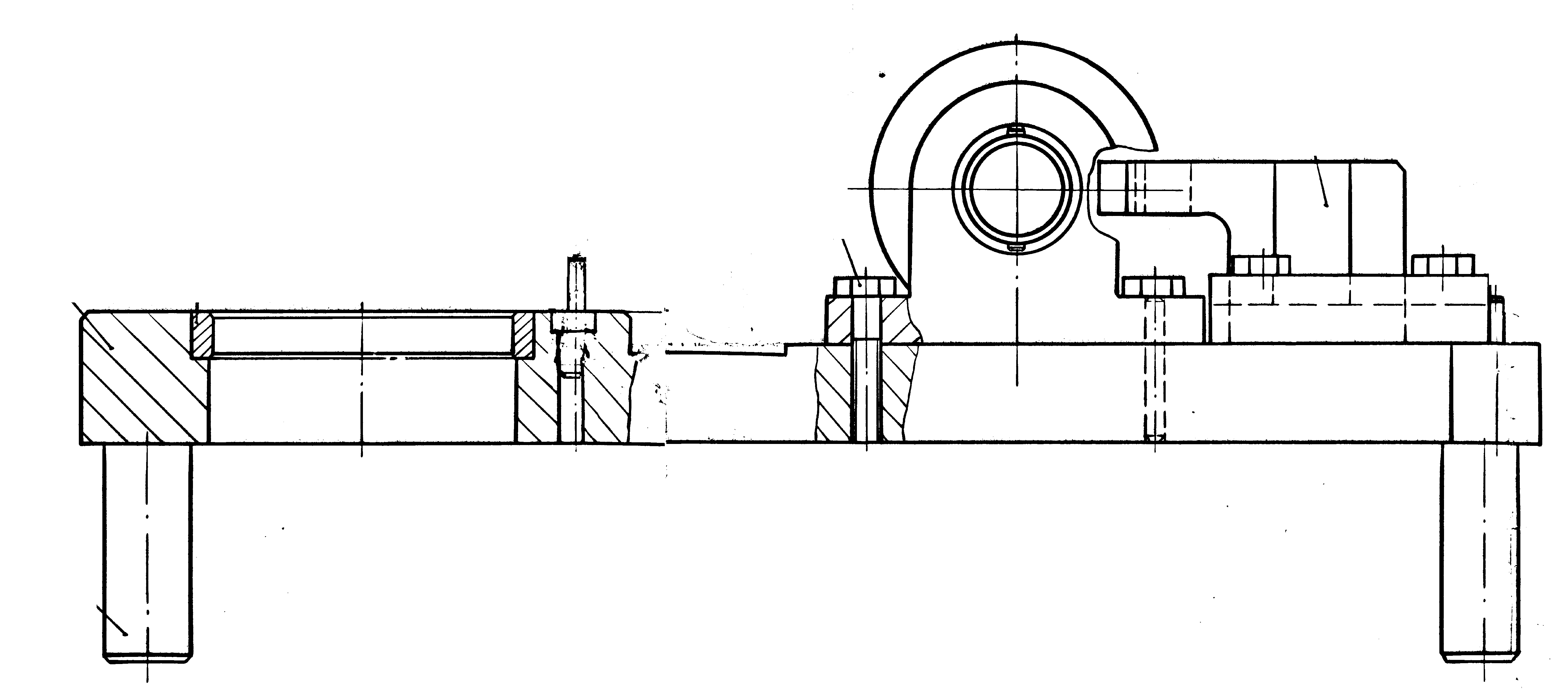
Описание работы станочного приспособления
Приспособление используется для установки и закрепления обрабатываемых заготовок – корпус водяного насоса соответственно условиям выполнения техпроцесса.
Приспособление обеспечивает быстрое и надежное закрепление заготовки.
Рис. приспособление фрезерное
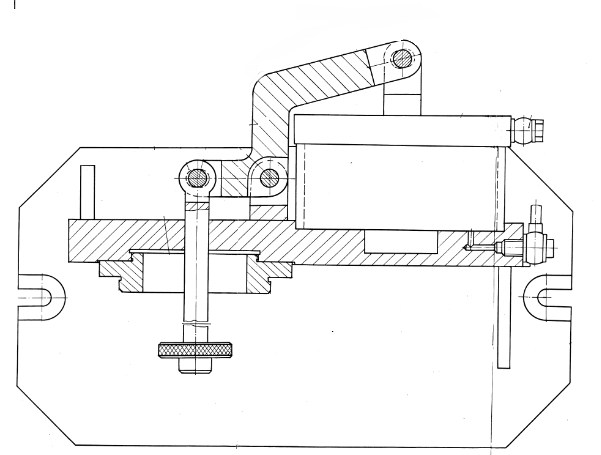
Приспособление состоит из: корпуса; установочных элементов; зажимных элементов; штока; рычага; прижима.
Описание работы контрольного приспособления
Контрольное приспособление состоит из: уступомера,плиты,стойки,втулки,ножки,оправки,направляющей,пальца.
Методика выполнения измерения:
1.установить в корпус насоса приспособление для контроля зазора.
2.установить раструб.
3.замерить зазор.
4.снять раструб и приспособление.
Рис.-контрольное приспособление.