
16. Материалы червячных колес и червяков








14. ОБЩИЕ СВЕДЕНИЯ О ЧЕРВЯЧНЫХ ПЕРЕДАЧАХ
Червячные передачи предназначены для передачи вращательного движения между скрещивающимися валами. Межосевой угол в общем случае можно изменять в широких пределах, но наибольшее распространение получили ортогональные передачи (с углом скрещивания 90°). В последующих разделах приводятся зависимости для расчета на прочность и определения основных геометрических параметров таких передач с цилиндрическими линейчатыми червяками по ГОСТ 19036-94: архимедовыми – ZA, конволютными – ZN, эвольвентными – ZI и нелинейчатыми, образованными конусом – ZK.[1] Передачи с глобоидными червяками в пособии не рассматриваются.
Передачи с червяками ZA, ZN, ZI, ZK при оптимальном их качестве примерно одинаковы по нагрузочной способности. Повышенной нагрузочной способностью обладают передачи с червяками ZT, образованными тором, однако они сложнее в производстве. Выбор того или иного червяка определяется технологическими возможностями предприятий-изготовителей, которые могут обеспечить получение передач необходимой точности и качества, что в значительной мере определяет их работоспособность [12, с. 138–139; 391–396; 24, c. 525–526]. По ГОСТ предпочтительными для применения являются передачи с червяками ZI, ZK, ZT.
К преимуществам червячных передач относят: большое передаточное число в одной ступени при перекрещивающихся валах, возможность получения самоторможения, повышенная плавность работы при малой интенсивности шума и вибраций. Передаточное число принимается в пределах 8-80. Передачи труднозаменимы там, где требуется высокая кинематическая точность, например, в приводах делительных устройств металлорежущих станков и др.
При работе червячной передачи витки червяка скользят по зубьям колеса, как в винтовой паре. При этом получаются крайне неблагоприятные условия для образования масляного клина, разделяющего поверхности трения. Это является причиной пониженного к.п.д. червячных передач, повышенного нагрева, износа и склонности к заеданию, а также к необходимости использования дорогостоящих антифрикционных материалов, проведения расчета на нагрев, оребрения редуктора и пр. Все это приводит к повышению стоимости червячных передач, увеличению эксплуатационных расходов. В связи с отмеченными особенностями червячные передачи применяют при ограниченных мощностях (обычно до 60 кВт).
15. ОПРЕДЕЛЕНИЕ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ
ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Выбор электродвигателя и кинематический расчет привода червячной передачи выполняются в той же последовательности, что и для привода с зубчатыми передачами (см. раздел 1). При этом подлежат определению все величины, которые приведены в указанном выше разделе: частоты вращения валов привода ni (об/мин), их угловые скорости wi (рад/с), мощности Рi (кВт) и крутящие моменты Тi (Н×м) на этих валах. Все эти величины используются в последующих расчетах передачи на прочность.
15.1. Передаточное число червячной передачи
 ,
,
где z1 – число заходов червяка;
z2 – число зубьев червячного колеса.
w1 и w2 – угловые скорости соответственно быстроходного и тихоходного валов червячной передачи, рад / с;
n1 и n2 – частоты вращения этих валов, об/ мин;
При проектировании стандартного редуктора передаточное число червячной передачи должно быть принято в соответствии с ГОСТ 2144 – 76:
1-й ряд: 8; 10; 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; (100);
2-й ряд: 9; 11; 14; 18; 22,4; 28; 35,5; 45; 56; 71; (90)
(значения 1-го ряда являются предпочтительными; значения в скобках применять не рекомендуется). При проектировании нестандартных редукторов, применение которых допускается как в производстве, так и в учебном проектировании, передаточное число червячной передачи может округляться до ближайшего значения из ряда Ra 40 ГОСТ 6636 – 69 [36, с. 364 – 365].
Фактические значения передаточных чисел у одноступенчатых червячных редукторов не должны отличаться от номинальных более чем на 5 %, а у двухступенчатых – более чем на 8 % (ГОСТ 27701 - 88).
15.2. Число заходов червяка в силовых передачах принимают z1 = 1; 2; 4. При увеличении z1 повышается к.п.д. червячной передачи, но возрастают ее габариты и усложняется технология изготовления. Значения z1 для червячных передач следует выбирать в зависимости от передаточного числа (табл.15.1):
Таблица 15.1
| u | 8-14 | 14-30 | св. 30 |
| z1 | 4 | 2 | 1 |
Чтобы исключить подрезание зубьев колеса рекомендуется принимать в силовых передачах z2 ³ 22 при z1 = 1 и z2 ³ 26 при z1 > 1 [19]. Число зубьев колеса z2 > 70 – 80 принимать не рекомендуется.
Если червячное колесо предполагается нарезать не червячной фрезой, а летучим резцом (резец на оправке) [12, с. 393 – 394; 35, с. 340 – 341], то число зубьев колеса, если возможно, не должно иметь общих множителей с числом зубьев червяка z1, так, например, z2 = 40 лучше заменить на 39 или 40 при z1 = 2 и т.д. Нарезание колес летучими резцами осуществляется только при осевой подаче инструмента.
16. МАТЕРИАЛЫ ЧЕРВЯЧНЫХ КОЛЕС И ЧЕРВЯКОВ
Червячные передачи имеют повышенную склонность к заеданию и износу рабочих поверхностей из-за неблагоприятных условий для образования масляного клина в полюсе зацепления. Для устранения заедания и повышения износостойкости рекомендуется для червячных колес применять материалы с высокими антифрикционными свойствами, использовать для смазывания передачи противозадирные масла, повышать твердость (H ³ 45HRCэ) и чистоту рабочих поверхностей витков червяка для сокращения времени приработки передачи. Червяки изготавливают из углеродистых и легированных сталей. Например: 40, 45, 50, Ст6, 40Х, 40ХН, 30ХГС, 35ХМ, 40Г2 (улучшение, нормализация H £ 350 HB или закалка до 45–55HRCэ); 15Х, 20Х, 12ХН3А, 18ХГТ, 20ХН3А, 20Х2Н4А (цементация, закалка до 56– 62HRCэ) и др. (см. табл. 2.1; [4, с. 171]). Выбором стали во многом предопределяется вид термической и механической обработки, а также условия работы передачи – износостойкость, склонность к заеданию и др.
Нелинейчатые и эвольвентные червяки обычно подвергаются цементации или закалке (H ³ 45HRCэ). Поверхности витков шлифуют и полируют. Высокая твердость и гладкость рабочих поверхностей витков червяка позволяет повысить износостойкость и контактную выносливость, уменьшить потери на трение и снизить возможность заедания. Подобные червяки применяют в ответственных и сравнительно нагруженных червячных передачах.
Рабочие поверхности витков архимедовых и конволютных червяков обычно не шлифуют.[2] Применяют их в малонагруженных и неответственных червячных передачах. Такие червяки изготавливают из относительно мягких (H < 350 HB) нормализованных или улучшенных сталей. Червяки с малой твердостью и нешлифованной рабочей поверхностью из-за повышенных потерь на трение имеют в 1,5 – 2 раза меньшую нагрузочную способность и более низкий к.п.д., чем червяки с высокой твердостью рабочих поверхностей (H ³ 45HRCэ) и шлифованными витками.
Червячные колеса изготавливают чаще из бронзы, реже из латуни или чугуна. Материалы, применяемые для изготовления червячных колес, по убыванию их противозадирных и антифрикционных свойств можно условно подразделить на три группы, табл.16.1 [29; 39; 40, c. 111 – 113].
Выбор группы и материала осуществляют по ожидаемой скорости скольжения vs (м /с) витков червяка по зубьям червячного колеса:
 ,
,
где n1 – частота вращения червяка, об/мин;
T2 – крутящий момент на валу червячного колеса, Н× м.
Таблица 16.1
| Группа | Наименование материала | Способ отливки* | Механические свойства, МПа | Рекомендуемый предел скорости скольжения vs, м/с | |||
| sb | sТ | sbи – предел прочности материала на изгиб | Е – модуль упругости первого рода | ||||
| I | Бр ОНФ 10-1-1 | Ц | 290 | 170 | – | 1×105 | £ 35 |
| Бр ОФ 10-1 | З К | 230 250 | 140 200 | – – | 0,75×105 | £ 25 | |
| Бр СуН 7-2 | К | 180 | 90 | – | |||
| Бр ОЦС 6-6-3 | З К | 180 200 | 90 | –
| £ 12 | ||
| Бр ОЦС 5-5-5 | Ц | 220 | |||||
| II | Бр АЖ 9-4 | З К Ц | 400 500 500 | 200 | –
| 1×105 | £ 5 |
| Бр А9ЖЗЛ | З К Ц | 425 500 530 | 195 230 245 | ||||
| Бр АЖН 10-4-4 | К Ц | 600 600 | 200 | ||||
| Бр АЖМц 10-3-1,5 | К | 500 | |||||
| ЛАЖМц 66-6-3-2 | З К Ц | 600 650 700 | 240 | – | |||
| ЛМцС 58-2-2 | З | 340 | 140 | – | |||
| ЛМцОС 58-2-2-2 | К | 500 | 380 | ||||
| III | СЧ 10 (143-229НВ) СЧ 15 (163-229НВ) СЧ 18 (170-241НВ) | З З З | – – – | – – – | 274 314 358 | 1×105 | £ 2 |
* Примечание: З – в землю, К – в кокиль, Ц – центробежный.
· Группа I . Бронзы высокооловянистые (10 – 12 % Sn) с присадками фосфора и никеля считаются лучшим материалом для червячных колес, однако они дороги и дефицитны. Их применение ограничивают наиболее ответственными передачами с большими скоростями скольжения (vs до
25 м /с). Бронзы малооловянистые (3 – 6 % Sn) с присадками свинца и цинка и сурьмяно-никелевые обладают несколько худшими противозадирными свойствами и применяются при меньших окружных скоростях. Отличительная черта этих материалов – невысокая прочность (sВ £ 300 МПа). Для этой группы материалов червяк, как правило, должен быть тщательно отшлифован и отполирован и иметь высокую твердость рабочих поверхностей –
45-62 HRCэ (см. табл. 18.3).
· Группа II. Бронзы безоловянистые и латуни используются как заменители оловянистых бронз при vs до 3 – 5 м/с. При больших скоростях применение безоловянистых бронз и латуней становится неэффективным, т.к. необходимо снижать допускаемые контактные напряжения sНР для предупреждения ускоренного износа зубьев червячного колеса или задира рабочих поверхностей зубьев. При этом размеры передачи и расход материалов существенно возрастают. Механическая прочность безоловянистых бронз и латуней значительно выше, чем у оловянистых бронз (sВ » 350 – 700 МПа), а стоимость – ниже. Сравнительно низкие противозадирные и антифрикционные свойства ограничивают их применение при высоких скоростях скольжения. Во избежание заедания червяк рекомендуется подвергать термической обработке (45–50 HRCэ), а затем шлифовать и полировать. Допустимо применение нешлифованных червяков с Н£ 350НВ. Эксплуатационные возможности передачи при этом несколько снижаются.
· Группа III. Мягкие серые чугуны с твердостью 140 – 220 НВ по ГОСТ 1412 – 85 применяют при vs £ 2 м/с в механических и ручных приводах. Использование серых чугунов при более высоких скоростях становится неэффективным из-за существенного увеличения габаритов и опасности появления заедания. Заготовки колес получают литьем (рис.16.1,а, б). При необходимости подвергают термообработке [40, с.112–113]. Твердость рабочих поверхностей нешлифованных витков червяков, как правило, менее 350 НВ.
В целях экономии сплавов I и II групп червячные колеса выполняют составными: венец из бронзы или латуни, а колесный центр из чугуна или стали. В бандажированной конструкции (aw » 80 – 200 мм) венец насаживается на центр с натягом и обычно закрепляется дополнительно 3–8 винтами (рис.16.1, в), чтобы компенсировать недостаток конструкции – зависимость натяга от температуры среды и коэффициентов линейного расширения материалов. В болтовой конструкции (aw » 200 – 600 мм) венец, имеющий фланец с отверстиями, крепится к центру колеса 4 – 8 призонными болтами, устанавливаемыми в отверстия без зазора (рис.16.1, г). Биметаллическую конструкцию (рис.16.1, д) чаще применяют в серийном производстве и получают путем заливки расплавленного металла в форму, куда предварительно устанавливается центр колеса.
















|
|
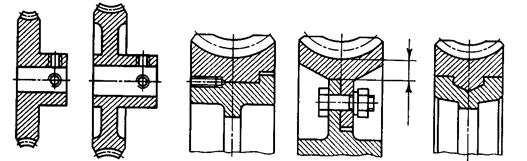
а б в г д
Рис. 16.1. Конструктивные формы червячных колес
(обозначения на рис. 16.1, г по п.18.1.8)