
Тема: изучение концевых мер длины и измерение линейных размеров.








Цель работы: Изучить концевые меры длины и научиться измерять линейные размеры.
Материалы для выполнения работы:
- штангенциркули;
- штангенглубиномеры;
- штангенрейсмасы;
- микрометры;
- набор деталей.
Описание практической работы:
Общие теоретические сведения.
Наибольшее распространение получили прямые и абсолютные измерения. При прямых измерениях искомое значение находят непосредственно из опытных данных. Размер изделия определяют по показаниям измерительного прибора, например по показаниям штангенциркуля и т. п. Измерение, основанное на прямых измерениях одной или нескольких основных величин и (или) использовании значений физических констант, называется абсолютным.
Иногда трудно или даже невозможно осуществить прямые измерения, например диаметра трубопровода. Тогда прибегают к косвенным измерениям, при которых искомое значение находят на основании, зависимости между этой величиной и величинами, подвергаемыми прямым измерениям. При измерении диаметра трубопровода с помощью рулетки измеряют не диаметр D, а длину L по наружной окружности трубы: D = L/п, где л =3,14.
Выбранное средство измерений, его конструкция, определяет и метод измерений. Метод измерений - совокупность приемов использования принципов и средств измерений. Под принципом измерений понимают физическое явление или совокупность физических явлений, положенных в основу измерений.
В производственных условиях наиболее широко применяется метод непосредственной оценки и значительно реже — метод сравнения с мерой. При методе непосредственной оценки значение измеряемой величины получают непосредственно по отсчетному устройству измерительного прибора прямого действия, например штангенциркуля, микрометра, микрометрического нутромера и т. п. При методе сравнения с мерой измеряемую величину сравнивают с величиной, воспроизводимой мерой. Мера - средство измерений, предназначенное для воспроизведения физической величины заданного размера. Различают плоскопараллельные концевые меры и штриховые меры. Первые меры в цеховых условиях называют, плитками, так как они выполняются в виде прямоугольного параллеле-пипеда с двумя зеркально плоскими взаимно параллельными измерительными поверхностя-ми. За длину концевой меры длины принята длина перпендикуляра, опущенного из данной точки измерительной поверхности концевой меры на противоположную измерительную поверхность. Концевые меры поставляют в наборах шести классов точности: 00; 01; 0; I; 2 и 3. К штриховым мерам относят металлические рулетки и линейки, а также шкалы линейных размеров.
Разновидностями метода сравнения с мерой являются: дифференциальный метод и метод совпадений. Оба эти метода используют при проведении измерений высокой точности с помощью достаточно сложных и дорогостоящих измерительных приборов, характеризуемых малыми основными погрешностями.
При дифференциальном методе на измерительный прибор воздействует разность измеряемой величины и известной величины, воспроизводимой мерой. Так, диаметр отверстия измеряют индикаторным нутромером, предварительно настроенным на размер с помощью концевых мер длины или калиброванных колец. Наружные размеры измеряют рычажными скобами.
При методе совпадений определяют разность между измеряемой величиной и величиной воспроизводимой мерой, используя совпадение отметок шкал (при линейных измерениях) или периодических сигналов (при поверке приборов времени).



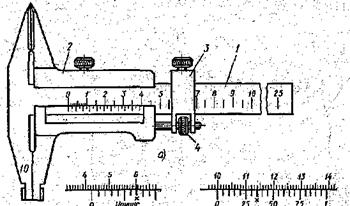
 Штангенприборы (штангенциркули, штангенглубиномеры и штангенрейсмасы) относят к наименее точным, простым и дешевым измерительным приборам. Основными деталями штангенприборов являются металлическая линейка 1 (рис. 2, а; шкала с интервалом деления 1 мм) и свободно перемещающаяся по штанге рамка 2, на скосе которой (напротив миллиметровой шкалы) нанесена вспомогательная шкала — нониус. Нониус служит для отсчета дробных долей миллиметра. Штангенприборы выпускают с отсчетом по нониусу 0,1 (рис. 2, б) и 0,05 мм (рис. 2, в). При измерении размера отсчитывают сначала целое число миллиметров по шкале штанги (ближайшее к нулевой отметке нониусной шкалы) и к нему прибавляют дробное число миллиметра, отсчитываемое по шкале нониуса, полученное умножением цены деления нониуса на порядковый номер штриха нониусной шкалы, совпавшего со штрихом шкалы штанги.
Штангенприборы (штангенциркули, штангенглубиномеры и штангенрейсмасы) относят к наименее точным, простым и дешевым измерительным приборам. Основными деталями штангенприборов являются металлическая линейка 1 (рис. 2, а; шкала с интервалом деления 1 мм) и свободно перемещающаяся по штанге рамка 2, на скосе которой (напротив миллиметровой шкалы) нанесена вспомогательная шкала — нониус. Нониус служит для отсчета дробных долей миллиметра. Штангенприборы выпускают с отсчетом по нониусу 0,1 (рис. 2, б) и 0,05 мм (рис. 2, в). При измерении размера отсчитывают сначала целое число миллиметров по шкале штанги (ближайшее к нулевой отметке нониусной шкалы) и к нему прибавляют дробное число миллиметра, отсчитываемое по шкале нониуса, полученное умножением цены деления нониуса на порядковый номер штриха нониусной шкалы, совпавшего со штрихом шкалы штанги.
Некоторые типы штангенприборов снабжены микрометрической подачей, состоящей из рамки 3 (см, рис. 2, а), в вырезе которой помещена гайка 4, навернутая на микрометричес-кий винт, закрепленный в нижней части рамки 2. Микрометрическая подача повышает точность измерения размеров.
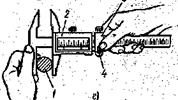
При измерении наружных размеров измеряемое изделие 1 охватывают губками штангенциркуля (рис. 2, г), прижимая неподвижную губку прибора к одной из поверхностей изделия, например вала, а вторую губку с рамкой и нониусом приближают к противо-положной (второй) поверхности изделия, обеспечивая нормальную силу измерения. Застопорив рамку 2 винтом, снимают показания по шкалам прибора. При наличии микроподачи стопорят рамку 3, а вращением гайки 4 подводят рамку 2 до соприкосновения с поверхностью изделия. При отсчете показаний и определения результатов измерения внутренних размеров (рис. 2, д) необходимо к показаниям по шкалам штангенциркуля прибавлять толщину губок, маркированную на них, если измерение проводилось штанген-циркулем ШЦ-П или ШЦ-Ш. На рис. 2а намаркирована толщина губок, равная 10 мм.
|
|
|
|
б) в) г)
|
|
|
|

|
|

|
|

д) е) ж)
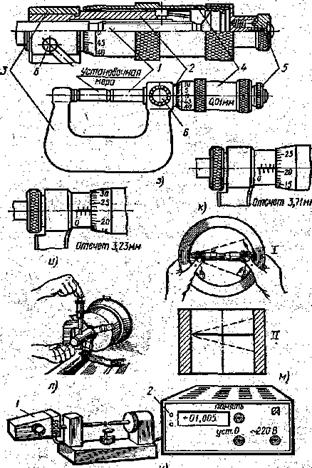
Рис.2. Штангенприборы микрометрические приборы:
а- штангенциркуль типа ШЦ-II; б и в - Шкалы шгангенприборов с отсчетом по нониусу соответственно 0,1 и 0,05 мм; г и д - примеры измерения штангенциркулем наружного и внутреннего размеров; е - пример измерения высоты уступа штангенглубиномером; ж -пример разметки детали штангенрейсмасом; з - гладкий микрометр; и и к - отсчетные шкалы микрометрических приборов; л - пример измерения микрометром диаметра вала; м -пример измерения диаметра отверстия нутромером; н – настольный микрометр мод. 19005
Штангенглубиномеры предназначены для измерения глубин пазов, отверстий, а также высот выступов (рис. 2,е).
Штангенрейсмасы используют для измерения высот, уступов и проведения разметочных работ (рис. 2, ж).
Микрометрические приборы, к которым относят микрометры различных типов и назначений, микрометрические глубиномеры и микрометрические нутромеры, более точные, чем штангенприборы. Принцип действий этих приборов основан на преобразовании: вращательного движения точного микрометрического винта 1 (рис. 2, з), установленного во внутреннюю резьбу стебля 2, запрессованного в скобу 3 микрометра, в поступательное перемещение микровинта вдоль оси вместе с барабаном 4 и механизмом трещотки 5. При шаге микровинта, равном 0,5 мм, поворот его на 360° вызывает перемещение вдоль оси на 0,5 мм. На наружной цилиндрической поверхности стебля имеется продольная отсчетная линия (для отсчета делений, нанесённых на торцовом скосе барабана), над и под которой нанесены миллиметровые шкалы, смещенные на. 0,5 мм. На скосе барабана нанесено 50 делений. Поворот барабана с микровинтом на одно деление относительно отсчетной линии на стебле соответствует их перемещению в осевом направлении на 0,01 мм, равному цене деления прибора.
При отсчете показаний (при застопоренном микровинте с помощью устройства 6) отсчитывают целое число миллиметров по нижней шкале стебля (например 3 мм согласно рис. 2, и) и прибавляют число сотых долей миллиметра, например 23-й штрих шкалы барабана, совпавший с отсчетной линией на стебле, что соответствует 0,23 мм. Итоговый отсчет размера по шкалам микрометра составит 3 + 0,23 =3,23 мм. Если при отсчете показаний край барабана перешел за деление шкалы, нанесенной выше отсчетной линии, то к результату, отсчитанному по описанной выше методике, необходимо прибавить 0,5 мм. Например, итоговый отсчет по рис. 2, к составляет 3,21 +0,5 =3,71мм.
Перед измерением проверяют нулевую установку или нижний предел измерений. Если эта установка «сбита», то ее следует восстановить. Для установки нижнего предела измерений микрометров с пределами измерения св. 25 мм предусмотрены установочные меры (см. рис. 2, з). Для приведения в соприкосновение измерительных поверхностей микрометра с измеряемым валом пользуются только механизмом трещотки 5, (рис. 2, л). Нормальная сила измерения обеспечивается при трех-пяти щелчках трещотки. Размеры детали измеряют при остановленном станке.
Микрометрический нутромер предназначен для измерения внутренних размеров и состоит из микрометрической головки, удлинителей и наконечника.
Для измерения диаметра отверстия (рис. 2, м) микрометрический нутромер, вводят в контролируемое отверстие, прижимая его левую измерительную поверхность левой рукой, а правой рукой, вращая барабан, вывинчивают микровинт до соприкосновения его с противолежащей поверхностью отверстия. Нутромер при этом необходимо слегка покачивать до ощущения легкого трения поверхностей нутромера и изделия. Находят наибольшие показание нутромера в положении I. Так как нутромер не имеет центрирующего мостика, то следует найти наименьший размер отверстия в плоскости осевого сечения в положении II. Следует добиваться совпадения показаний нутромера в положениях I и II. Только после этого определяют размер отверстия по шкалам микрометрической головки нутромера.
Настольный микрометр мод. 19005 с цифровым электронным отсчетом (рис. 2, н) предназначен для измерения размеров прецизионных деталей. Микрометр имеет растровый преобразователь и электронный блок 2 с выходом для передачи информации в системы управления.
Повышение точности средств измерения привело к усложнению их конструкции, применению зубчатых и рычажно-зубчатых передач и использованию дифференциального метода измерения.
ЗАДАНИЕ:
Произвести замер выданных деталей штангенприборами и микрометром и указать точность измерений.
Порядок выполнения работы:
1. Получить по две детали у преподавателя.
2. Одну деталь замерить штангенприборами, другую микрометром.
3. Перечертить таблицу 19 и заполнить ее.
Таблица 19
| № п/п | Наименов. детали | Измерительный инструмент | Точн. измер. | Замеряемые параметры | ||||||
| 1. | ||||||||||
| 2. | ||||||||||
Контрольные вопросы:
1. Что значит:- измерение линейных размеров?
2. Что измеряют следующими приборами:
- штангенциркулями;
- штангенглубиномерами;
- штангенрейсмасами;
- микрометрами;
- индикаторами;
- рычажными скобами;
- индикаторными нутромерами;
- калибрами.
3. Какие достоинства и недостатки каждого прибора?
Список используемой литературы:
1. Димов Ю.В.. Метрология, стандартизация и сертификация. Питер, 2004.
2. Никифоров А.Д., Бакиев Т.А.. Метрология, стандартизация и сертификация. М.: Высшая школа, 2005.
3. А.Г. Сергеев, В.В. Крохин. Метрология. М.: Логос, 2002.