
Принципы построения системы допусков и посадок (СДП).








Первый принцип построения СДП - установлено 20 квалитетов и определены формулы для расчета допусков.
Допуск ( IT) рассчитывается по формуле:
IT = ki,
где k — число единиц допуска, установленное для каждого квалитета;
i — единица допуска, зависящая только от размера (см. приложение табл.3).
Стандартом установлены интервалы размеров, внутри которых значение допуска для данного квалитета не меняется.
Значения допусков для установленных интервалов в диапазоне размеров до 500 мм приведены в таблице 2 приложения.
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных отклонений отверстий)
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов — строчными. Схема расположения основных отклонений для вала и отверстия приведена на рис.1 приложения.
Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение для получения идентичных зазоров и натягов в системе вала и в системе отверстия у переходных и прессовых посадок.
Третий принцип построения СДП (предусмотрены системы образования посадок)
Предусмотрены посадки в системе отверстия и в системе вала.
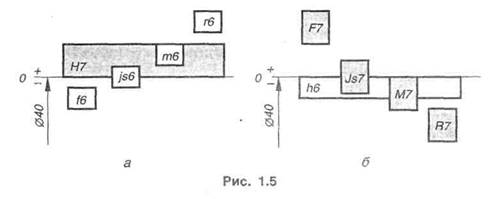
Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 1.5, а).
Основное отверстие (Н) — отверстие, нижнее отклонение которого равно нулю.
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рис. 1.5, б).
Основной вал (h) — вал, верхнее отклонение которого равно нулю.
Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т. п.). Каждый такой инструмент применяют для обработки только одного размера с определенным полем допуска. Валы же независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
При широком применении системы вала необходимость в мерном инструменте многократно возрастет, поэтому предпочтение отдается системе отверстия.
ЗАДАНИЕ:
Из чертежа выписан размер соединения с полями допусков (по заданию своего варианта).
1. По номинальному размеру, квалитету и основному отклонению определить верхние и нижние отклонения отверстия и вала, используя необходимые таблицы и расчетные формулы.