
Тема: ознакомление со структурой и содержанием стандартов разных видов.








Цель работы: Изучить структуру стандартов разных видов и научиться их анализировать.
Материалы для выполнения работы:
1. ГОСТ Р 1.4—2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения.
2. ГОСТ Р 1.5—2004 «Стандартизация в Российской Федерации. Стандарты национальные РФ. Правила построения, изложения, оформления и обозначения».
3. Комплект стандартов разных видов.
Описание практической работы:
Общие теоретические сведения.
Использовать методический материал, помещенный в работе «Работа со стандартами системы стандартизации в Российской Федерации»
ЗАДАНИЕ:
Ознакомиться с конкретными стандартами из предложенного комплекта, изучив их обозначение, структурные элементы, содержание. Результаты работы оформить в виде таблицы 5 по следующей форме:
Таблица 5.
| № | № стандарта | 1 | 2 | 3 |
| 1. | Обозначение стандарта | |||
| 2. | Наименование стандарта | |||
| 3. | Уровень стандарта | |||
| 4. | Вид и подвид | |||
| 5. | Группа | |||
| 6. | Код по классификатору | |||
| 7. | Разделы стандарта | 1. 2. 3. | 1. 2. 3. | 1. 2. 3. |
| 8. | Краткий анализ разделов | 1. 2. 3. | 1. 2. 3. | 1. 2. 3. |
Порядок выполнения работы:
1. Повторите материал предыдущей работы;
2. Ознакомьтесь с каждым из предложенных стандартов, изучив их обозначение, структурные элементы, содержание.
3. Перечертите таблицу 5 и заполните ее по всем вопросам, используя данные каждого стандарта.
Контрольные вопросы:
1. Проведите сравнение стандартов разных видов. Охарактеризуйте отличительные особенности по объектам стандартизации, сфере применения, структуре.
2. Назовите основные структурные элементы стандарта.
3. Изложите требования к содержанию стандартов разных видов.
Список используемой литературы:
1. Димов Ю.В.. Метрология, стандартизация и сертификация. Питер, 2004.
2. Никифоров А.Д., Бакиев Т.А.. Метрология, стандартизация и сертификация. М.: Высшая школа, 2005.
4. Лифиц И.М.. Основы стандартизации, метрологии, сертификации. М.: Юрайт, 2005. И.П. Кошевая, А.А. Канке. Метрология, стандартизация, сертификация. М.: ИД «Форум»-ИНФРА-М, 2007.6. Ю.И.Борисов, А.С. Сигов, В.И. Нефедов и др.. Под ред. Профессора А.С. Сигова. Метрология, стандартизация, сертификация. М.: ФОРУМ:ИНФРА-М, 2007.
5.5 Работа № 5 (2часа)
Тема: РАСЧЕТ ТОЧНОСТНЫХ ПАРАМЕТРОВ СТАНДАРТНЫХ СОЕДИНЕНИЙ.
Цель работы: Научиться рассчитывать точностные параметры стандартных соединений по расчетным формулам и определять характер соединения деталей.
Материалы для выполнения работы:
Расчетные формулы.
Описание практической работы:
Общие теоретические сведения.
Определения терминов по ГОСТ 25346—89.
Размер — числовое значение линейной величины (диаметра, длины и т. п.) в выбранных единицах измерения.
Действительный размер — размер элемента, установленный измерением с допустимой погрешностью.
Квалитет — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок.
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки.
Допуск посадки — сумма допусков отверстия и вала, составляющих соединение.
Зазор (S) — разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.
Натяг (N) — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т. е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (см. ниже).
Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т. е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (см. ниже).
Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга в соединении в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично (см. ниже).
Основные понятия
При изготовлении деталей размеры D (диаметр отверстия) и d (диаметр вала) выполняются с погрешностями. Конструктор исходит из того, что погрешности неизбежны, и определяет, в каких пределах они допустимы, т. е. сопряжение еще удовлетворяет требованиям правильной сборки и нормальному функционированию. Устанавливают два предельных размера для вала — dmax, dmin и два предельных размера для отверстия — Dmax, Dmin внутри которых должны находиться действительные размеры сопрягаемых деталей Разность между наибольшим и наименьшим предельными размерами называется допуском — Td и TD.
На чертеже принято устанавливать один общий размер для вала и отверстия, называемый номинальным — D, и указывать от него предельные отклонения.
Верхнее отклонение ES, es — алгебраическая разность между наибольшим и номинальным размерами.
ES = Dmax - D; es = dmax - D.
Нижнее отклонение EI, ei — алгебраическая разность между наименьшим и номинальным размерами.
EI = Dmin - D; ei = dmm - D.
Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно нулевой линии, соответствующей номинальному размеру.
Чем уже поле между верхним и нижним отклонениями, тем выше при прочих равных условиях степень точности, которая обозначается цифрой и называется квалитетом.
Положение допуска относительно нулевой линии определяется основным отклонением — одним из двух предельных отклонений, ближайшим к нулевой линии, и обозначается одной из букв (или их сочетанием) латинского алфавита. Прописные буквы относятся к отверстиям, а строчные — к валам.
Таким образом, поле допуска обозначается сочетанием буквы, указывающей на положение допуска относительно нулевой линии, с цифрой, говорящей о степени точности — величине допуска.
Примеры обозначения на чертеже полей допусков и схемы их построения для отверстия и вала, а также значения отклонений и расчет допусков приведены ниже:
Отверстие
| |
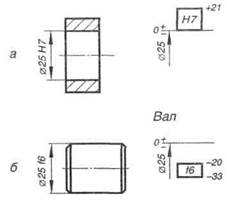
Верхнее отклонение: ES = +21 мкм
Нижнее отклонение: ЕI=0
Допуск: TD = ES-EI=+21 -0=21мкм
Верхнее отклонение: es = -20 мкм Нижнее отклонение: ei = -33мкм Допуск: Тd = es --ei = -20 - (-33) =13 мкм
Посадка с зазором
|
|
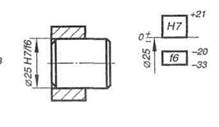
Параметры отверстия: ES = +21 мкм, ЕI=0, TD = 21 мкм
Параметры вала: es=-20 мкм, еi = -33мкм, Тd =13мкм
Наибольший и наименьший зазоры:
Smax = ES-ei = +21- (-33) = 54мкм, Smin = EI-es = 0- (-20) = 20мкм
Допуск посадки: TS = Smax – Smin = 54-20 = 34 мкм
TS = ES-ei-EI+es = TD +Td, TS = 21 + 13 = 34 мкм
Посадка с натягом
|
|
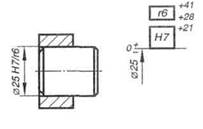
Параметры отверстия: ES = +21 мкм, ЕI=0, TD =21 мкм
Параметры вала: es = +41 мкм, ei = +28мкм, Td = 13мкм
Наибольший и наименьший натяги:
Nmax = es-EI=+41-0 = 41 мкм, Nmin = ei-ES = +28 -21 = 7мкм
Допуск посадки: TN = Nmax - Nmin = 41-7=34 мкм
TN = es-EI-ei + ES = TD + Td, TN = 21 + 13 = 34 мкм
Посадка переходная
|
|
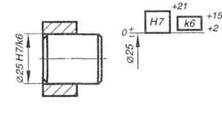
Параметры отверстия: ES = +21 мкм, ЕI=0, TD =21 мкм Параметры вала: es = +15мкм, ei = +2мкм, Td = 13 мкм Наибольший и наименьший натяги: Nmax = es-EI=+15-0= 15мкм,
Nmln = ei-ES = +2-21=-19мкм,
-Nmin = Smax
Допуск посадки: TN = Nmax - Nmin = 15- (-19) = 34 мкм,
TN = es - EI- ei + ES = TD + Td, TN = 21 + 13=34мкм
В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки трех типов: с зазором, с натягом и переходные.
Для посадок с зазором рассчитывается Smax и Smin , с натягом - Nmax и Nmin , для переходных посадок - Nmax и Smax
ЗАДАНИЕ:
Соединение поршневого пальца с поршнем и шатуном в двигателе внутреннего сгорания осуществляется по трем видам посадок: с зазором, с натягом и по переходной посадке.
По заданным параметрам соединения определить:
- предельные размеры и допуски на изготовление деталей;
- изобразить схему расположения полей допусков отверстия и вала;
- определить предельные зазоры и натяги в соединениях при посадке с зазором, натягом или переходной.
Варианты заданий:
Таблица 7.
| Варианты | Задания | Варианты | Задания | ||||||||
| 1 | 2 | 1 | 2 | ||||||||
| 1 | 19 | Ø48 | +0,025 -0,009 -0,025 | Ø54 | +0,009 -0,021 -0,019 | 10 | 28 | Ø 15 | +0,017 +0,006 -0,011 | Ø 30 | +0,021 +0,017 +0,008 |
| 2 | 20 | Ø80 | +0,030 +0,062 +0,043 | Ø100 | +0,090 +0,036 -0,054 | 11 | 29 | Ø 48 | -0,017 -0,042 -0,039 | Ø 54 | +0,030 -0,010 -0,029 |
| 3 | 21 | Ø15 | +0,018 +0,015 +0,007 | Ø30 | -0,020 -0,041 -0,033 | 12 | 30 | Ø100 | -0,010 -0,045 -0,054 | Ø 80 | +0,030 +0,060 +0,041 |
| 4 | 22 | Ø120 | +0,034 +0,012 -0,022 | Ø75 | +0,074 +0,039 +0,020 | 13 | 31 | Ø 28 | +0,006 -0,015 -0,013 | Ø 70 | +0,074 -0,030 -0,060 |
| 5 | 23 | Ø60 | -0,021 -0,051 -0,019 | Ø25 | +0,052 -0,040 -0,043 | 14 | 32 | Ø 45 | +0,062 +0,109 +0,070 | Ø 55 | +0,134 +0,060 -0,046 |
| 6 | 24 | Ø185 | +0,022 -0,050 -0,072 | Ø40 | +0,062 +0,099 +0,060 | 15 | 33 | Ø 18 | +0,043 +0,023 +0,012 | Ø 72 | -0,032 -0,062 -0,074 |
| 7 | 25 | Ø18 | +0,027 -0,016 -0,034 | Ø55 | -0,009 -0,039 -0,046 | 16 | 34 | Ø 75 | +0,076 +0,030 -0,074 | Ø 25 | +0,033 +0,029 +0,008 |
| 8 | 26 | Ø28 | +0,033 +0,056 +0,035 | Ø72 | +0,134 +0,060 -0,074 | 17 | 35 | Ø185 | -0,236 -0,308 -0,115 | Ø 60 | +0,046 -0,060 -0,106 |
| 9 | 27 | Ø70 | +0,046 +0,021 +0,002 | Ø45 | -0,038 -0,054 -0,062 | 18 | 36 | Ø120 | -0,035 -0,087 | Ø 40 | +0,039 +0,068 +0,043 |
Порядок выполнения работы:
Работа выполняется повариантно. Для каждого варианта выполняется по два задания, в следующей последовательности:
- по записи задания определить параметры отверстия и вала: номинальный диаметр и предельные отклонения;
- по расчетным формулам рассчитать предельные размеры и допуски на изготовление деталей;
- изобразить схему расположения полей допусков отверстия и вала, указав все предельные показатели;
- по схеме расположения полей допусков определить посадку соединения и просчитать предельные зазоры и натяги в соединениях при посадке с зазором, натягом или переходной.
Подробно записать решение своего варианта по всем пунктам выполнения работы.
Контрольные вопросы:
1. Дайте определение взаимозаменяемости.
2. Как зависят эксплуатационные показатели механизмов и машин от правильности выбора посадок?
3. В каком случае изделие пригодно к применению?
4.Как определяется брак детали по линейным размерам?
Список используемой литературы:
1. Димов Ю.В.. Метрология, стандартизация и сертификация. Питер, 2004.
2. Никифоров А.Д., Бакиев Т.А.. Метрология, стандартизация и сертификация. М.: Высшая школа, 2005.
3. Анухин В.И.. Допуски и посадки. Питер, 2005.
5.6 Работа № 6 (2часа)
Тема: ВЫБОР ПОСАДОК В СИСТЕМЕ ОТВЕРСТИЯ И ВАЛА.
Цель работы: Научиться выбирать посадки в системе отверстия и вала с использованием таблиц ГОСТов.
Материалы для выполнения работы:
Стандарты ЕСДП: ГОСТ 25346-82; ГОСТ 25347-82; ГОСТ 25348-82; ГОСТ 25349-82; ГОСТ 25670-82;
Описание практической работы:
Общие теоретические сведения.
Системой допусков и посадок (СДП) называется совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизировать режущие инструменты и калибры, облегчает конструирование, производство и взаимозаменяемость деталей машин, а также обусловливает их качество.