
Приспособления для установки и закрепления заготовок на фрезерных и сверлильных станках








2.2.
- Цанговые патроны – состоят из втулки с осевыми прорезями, разделяющими её на 3, 4 или 6 лепестков (зависит от диаметра обрабатываемой заготовки) играющие роль кулачков. В зависимости от типа кулачков патрон может быть подающими (поджатые лепестки) или зажимным (пружинные лепестки). Фиксация осуществляется путем вставки заготовки в цанговое отверстие и вдавливания конической цанги в патрон. Такая конструкция чаще всего используется для цилиндрических коротких деталей и инструмента (фрез, метчиков и т. д.), а также для вторичной обработки, практически исключает радиальное биение.
- Клиновые патроны – обеспечивают высокую точность центрирования. Фиксация осуществляется 3-мя основными кулачками на пологом шпинделе, которые передвигается с помощью пневмо- или гидропривода в радиальном направлении при движении клина. Данный тип патрона удобен благодаря быстрой сборке и переналадке (около 2 минут) и чаще всего применяется на станках с ЧПУ.
- Рычажные патроны – крепление осуществляется путем движения ползунов с кулачками от усилия, передаваемого двуплечим рычагом. Усилие передаётся вручную при помощи ключа на гидропривод патрона. Данная конструкция удобна, прежде всего, возможностью работы с широким диапазоном диаметров заготовок, применяется при мелкосерийном или единичном производстве.
- Патроны мембранного типа – обеспечивает наиболее точное центрирование заготовки, состоит из упругой мембраны, которая крепится болтами к фланцу. На мембране имеется от 3 до 8 кулачков обеспечивающих центрирование с точностью до 0,05 мм. Зажим осуществляется самопроизвольно силой сжатия мембраны, после отключения пневмопривода удерживающего её в разжатом состоянии. Из-за сравнительно небольшого усилия крепления данный тип токарных патронов используется на чистовых операциях при небольшой толщине снятия стружки.
- Патроны сверлильные – аналогичны используемым в ручных дрелях, зажим осуществляется вручную с помощью ключа путем вращения гайки и постепенного выдавливания кулачков. Удобны простотой конструкции и возможностью работы с большим диапазоном диаметров.
- Патроны трехкулачковые – оснащены тремя радиальными пазами, в котором движутся кулачки, одновременно центрируя и зажимая заготовку. Затяжка осуществляется ключом или торцевым рычагом. Могут использовать прямые или обратные кулачки расположенные, соответственно, ступенями наружу или к центру.
- Патроны четырехкулачковые – оснащены четырьмя радиальными пазами с зажимными кулачками, каждый из которых имеет собственный независимый механизм. Удобен при обработке деталей не цилиндрической формы или несовпадении осей заготовки и крепления. Широко используются при обработке квадратных прутков.
3.1 Применяемые методы контроля
1. Компараторы.
2. Электронные приборы.
3. Микроскопы.
4. Метод реплик согласно стандартам ISO.
5. Профилометр.
Профилографы – контактный инструмент, при помощи которого проводится измерение рассматриваемого показателя. Данная методика основана на измерении показателя путем получения изображения микронеровностей профиля. После получения изображения при измерении проводятся определенные расчеты.
Оценка этим прибором проводится следующим образом:
1. Он контактный, поверхность ощупывается при помощи алмазной иглы.
2. Этот прибор может относиться к оптико-механической группе оборудования. Подобные методики позволяют получить фотографию: деталь ощупывается и изображение наносится на ленту в увеличенном виде. При контактной методике проверка позволяет определить от 4-го до 11-го класс. Проверить подобным способом можно металл и другие материалы.
Профилометры – методика, предусматривающая использование инструмента, который не предусматривает получение изображений. Контактный метод позволяет провести точные расчеты для получения нужного результата. Этот инструмент может относиться к контактной группе, имеет следующие особенности:
1. Относится оборудование к рассматриваемой группе по причине проверки путем ощупывания поверхности иглой.
2. Оценка проводится за счет перемещения иглы вдоль своей оси. При этом оценивается частота и амплитуда колебания. Их определение позволяет определить класс шероховатости.
3. Прибор относится к электрическим системам, имеет специальные датчики и процессор для обработки полученной информации. В данном случае для определения Ra или Rz не нужно проводить сложные расчеты. Способ подходит для случая, когда высота микронеровностей находится в пределе от 0,03 до 12 мкм. Можно проверять этим устройство металлы и другие материалы. Определять рассматриваемый показатель данным способом решил В.М. Киселев, который разработал это средство.
Приспособления для установки и закрепления заготовок на фрезерных и сверлильных станках
В мелкосерийном и единичном производствах используют универсальные приспособления: прихваты, угловые плиты, призмы, машинные тиски и др.
Прихваты используют для закрепления заготовок сложной формы или больших габаритов непосредственно на столе станка. Прихваты могут быть различной формы и назначения (рис. 9.20).

Рис. 9.20. Прихваты
Примеры закрепления заготовок с помощью прихватов представлены на рисунках 9.21-9.23. Все прихваты имеют овальные отверстия или выемки для крепления к столу станка и возможности перемещения прихватов относительно заготовки.
Небольшие по высоте заготовки закрепляют непосредственно па столе станка (рис. 9.21), другие — с помощью подкладок (рис. 9.22). Подкладками под прихваты являются ступенчатые подставки, бруски требуемой высоты, опоры.
Угловые плиты применяют для установки и крепления заготовок, имеющих две плоскости, расположенные под углом 90°. На рисунке 9.24 показано крепление пластины с помощью угловой плиты для фрезерования торца. При переустановках, таким образом, могут быть обработаны вес боковые поверхности. Заготовку крепят к угловой плите струбцина-
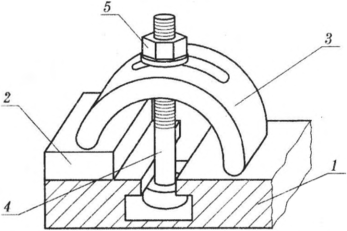
Рис. 9.21. Закрепление заготовки прихватом: 1 — стол станка;
- 2 — обрабатываемая заготовка; 3 — прихват; 4 — болт;
- 5 — гайка
ми, а угловую плиту — к столу станка с помощью специальных пазов.
При необходимости могут быть использованы более сложные угловые плиты, допускающие поворот относительно горизонтальной или вертикальной оси, например в тех случаях, когда обрабатываемая поверхность и поверхность закрепления образуют угол, отличающийся от 90°. Такая плита представлена на
рисунке 9.25. Для поворота вокруг горизонтальной оси на нижнем основании плиты предусмотрено поворотное устройство.
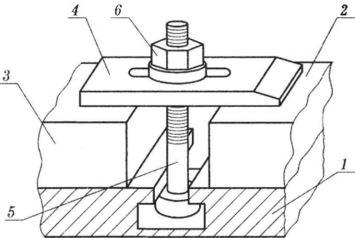
Рис. 9.22. Закрепление заготовки прихватом: 1 — стол станка;
- 2 — обрабатываемая заготовка; 3 — подставка; 4 — прихват;
- 5 — болт; 6 — гайка
Рис. 9.23. Пример закрепления заготовки с помощью
прихватов
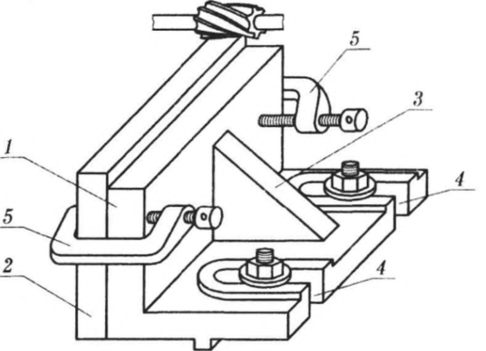
Рис. 9.24. Пример использования угловой плиты:
- 1 — угловая плита; 2 — обрабатываемая заготовка;
- 3 — ребро жёсткости; 4 — пазы для установки и закрепления плиты на столе станка; 5 — струбцины для крепления заготовки к угловой плите
Станочные тиски получили достаточно широкое распространение для крепления заготовок на фрезерных и сверлильных станках. По возможности ориентации заготовки различают тиски: простые, не имеющие возможности поворота; поворотные, осуществляющие поворот вокруг вертикальной оси; универсальные, осуществляющие поворот вокруг вертикальной и горизонтальной осей. По способу закрепления заготовки различают тиски: с одной подвижной губкой (рис. 9.26), самоцентрирующие- ся (с двумя подвижными губками), с «плавающими» губками, со специальными сменными губками (для цилиндрических заготовок и заготовок сложной формы), с ручным зажимом, пневматические и гидрав-
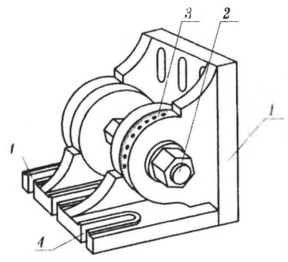
Рис. 9.25. Специальная угловая плита: 1 — плита для крепления заготовки;
2, 3 — поворотное устройство; 4 — пазы для крепления плиты к столу станка
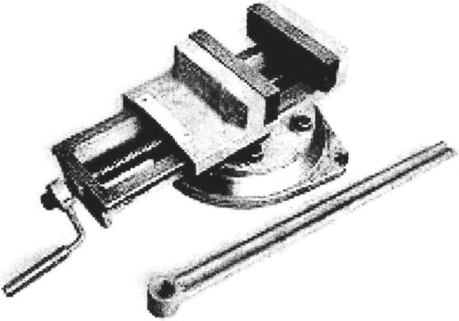
Рис. 9.26. Станочные тиски
лические (используют при необходимости зажима большой силы). На рисунке 9.27 представлены примеры специальных сменных губок, которые значительно расширяют технологические возможности использования тисков, в частности позволяют закреплять как призматические детали (рис. 9.27, а, в), так и тела вращения (рис. 9.27, б, г).
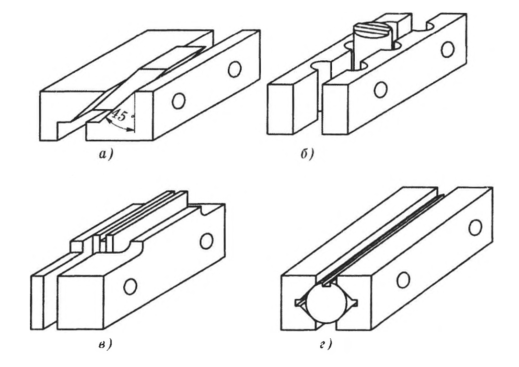
Рис. 9.27. Примеры, специальных сменных губок для тисков
Для заготовок в виде тел вращения могут быть использованы специальные тиски (рис. 9.28), с призматической вставкой основанием 5 и фасонными полуовальными губками 3, 6. Вставка может переворачиваться для установки валов большого диаметра. Губки — сменные, фиксируются штифтами 2, 7. Закрепление заготовок осуществляется рукояткой 1. Такие тиски могут быть установлены как на горизонтально-фрезерных, так и на вертикально-фрезерных станках, благодаря двум опорным поверхностям.
Поворотные накладные столы используются для фрезерования фасонных поверхностей и могут иметь ручной, механический, гидравлический и пневматический привод.
На сверлильных станках кроме описанных выше универсальных приспособлений используют специальные приспособления: делительные устройства и кондукторы. Делительные устройства используются, например, для сверления одинаковых отверстий, расположенных на одном диаметре через равные промежутки. Кондукторы — это специальные приспособления, используемые для заготовок с большим количеством отверстий, имеющих высокие требования к взаимному расположению для облегчения выверки и ориентации инструмента.
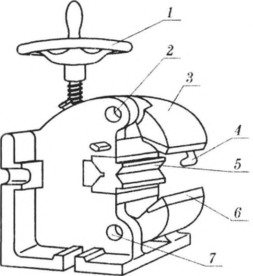
Рис. 9.28. Специальные тиски для закрепления валов
6.3
При работе на универсальных станках с ручным управлением требуемые размеры изготавливаемых деталей достигаются, как правило, путем обработки заготовки относительно ее базовых поверхностей. На станках с ЧПУ требуемые размеры деталей достигаются путем обработки заготовки относительно начала отсчета выбранной по определенным соображениям системы координат.
Фактически, при работе на станке с ЧПУ приходится иметь дело не с одной, а одновременно с несколькими системами координат, важнейшими из которых являются следующие три:
1. Координатная система станка. Система координат станка является главной расчетной системой, в рамках которой определяются предельные перемещения исполнительных органов станка, а также их исходные и текущие положения. У различных станков с ЧПУ в зависимости от их типа и модели координатные системы располагаются по-разному. Начало отсчета этой системы координат находится в определенной производителем станка точке и не подлежит изменению пользователем. Точка, представляющая собой начало отсчета координатной системы станка, называется нулем станка или нулевой точкой станка.
2. Координатная система детали. Система координат детали является главной системой для программирования обработки и назначается чертежом или эскизом технологической документации. Она имеет свои оси координат и свое начало отсчета, относительно которого определены все размеры детали и задаются координаты всех опорных точек контуров детали. Опорными точками в этом случае считаются точки начала, конца и пересечения или касания геометрических элементов детали, которые образуют ее контур и влияют на траекторию инструмента на технологических переходах. Точка начала отсчета координатной системы детали называется нулем детали или нулевой точкой детали.
3. Координатная система инструмента. Система координат инструмента предназначена для задания положения его режущей части относительно державки в момент обработки. Началом отсчета координатной системы инструмента является точка, от которой начинается запрограммированное перемещение рабочего инструмента. Эта точка называется нулем инструмента илинулем обработки. Как правило, координаты нуля обработки задаются в координатной системе детали, но при этом координаты нуля обработки могут не совпадать с нулем детали.
При разработке технологического процесса обработки детали на станке с ЧПУ необходимо определить исходную точку перемещений, с которой начинается выполнение команд управляющей программы. Наиболее желательно такое расположение исходной точки перемещений, при котором она совпадает с нулем инструмента, а координатные оси детали и станка параллельны друг другу. В этом случае процесс программирования траекторий перемещения исполнительных органов станка значительно упрощается и, следовательно, снижается вероятность появления ошибок в управляющей программе.
Нулевые и исходные точки основных систем координат, используемых при работе на станках с ЧПУ, как правило, имеют специальные обозначения, с помощью которых указывается их расположение на пульте станка или на эскизах технологической документации. Эти обозначения обычно состоят из пиктограммы и прописной буквы латинского алфавита. К сожалению, в отечественных государственных стандартах эти обозначения не определены. Существует лишь несколько отраслевых стандартов (например, в авиационной промышленности), но они плохо согласуются между собой.