
Терминология внедрения управленческих технологий








Примечание:
В тексте указана область, к которой относится данное понятие:
· IS - Information Systems - Информационные технологии, общие понятия.
· PLM - Product Life Cycle Management - информационные системы поддержки конструкторско-технологической подготовки производства
· BP - Business Processes - бизнес процессы предприятия
· PM - Project Management - управление программами и проектами
Автоматизированная информационная система (AIS - Automated Information System): Комплекс аппаратных и программных средств, обеспечивающий сквозную автоматизацию процессов хранения, обработки и предоставления информации, необходимой для поддержки бизнес процессов предприятия. IS
АРМ - автоматизированное рабочее место (WKS - Workstation): Комплекс аппаратных и программных средств, обеспечивающий сквозную автоматизацию процессов хранения, обработки и предоставления информации, необходимой для поддержки бизнес процессов предприятия. IS
Анализ предприятия (BA - Business Analyze): Сбор и представление информации в формализованном виде, пригодном для выбора и дальнейшего внедрения автоматизированной системы. PM
База (Fr - Framework): Расширяемая структура для описания множества концепций, методов, технологий и общепринятых изменений, необходимых для законченного процесса проектирования и производства изделия. Продукты, созданные с помощью таких баз, преобладают главным образом в электронном проектировании. Базы обеспечивают механизм, который с помощью общего с выполняемым процессом интерфейса определяет пользователям правильный порядок шагов, исполнения приложений и преобразований данных. PLM
Бизнес правило (BR - Business Rule): Правило (формальное утверждение), которое определяет, направляет и ограничивает условия деятельности организации. BP
Бизнес - процесс (BP - Business Process): Совокупность взаимосвязанных действий и решений, приводящих к одному или нескольким конечным результатам, удовлетворяющим цели предприятия и востребованным клиентами предприятия. BP
Внедрение (De - Deployment): Комплекс взаимосвязанных организационных, учебных и технических работ, целью которых является создание условий для эффективного использования приобретенной системы. IS
Гарантия качества (QA - Quality Assurance): Планируемая и систематически выполняемая совокупность работ, обеспечивающая объективную уверенность в том, что объект проектирования, будет соответствовать определенным к нему требованиям. PM
Гибкий инжиниринг (FE - Flexible Engineering): Стратегия разработки изделия и подготовки его производства с помощью электронного моделирования, не прибегая к созданию физических моделей-прототипов. Технология Flexible Engineering позволяет осуществлять поддержку сквозного цикла проведения конструкторско-технологических изменений, обеспечивая при этом целостность данных и информационных связей. PLM
Группа координации процесса автоматизации (CG - Coordination Group): Группа, состоящая из сотрудников предприятия и представителей системного интегратора, отвечающая за:
o информационный обмен, согласование сроков работ между участниками программы (проекта);
o формирование всех принципиальных решений программы (проекта);
o оперативное информирование руководства предприятия о ходе выполнения работ,
o соответствие работ запланированному графику, проблемы и риски проводимых работ.
· Менеджер группы персонально отчитывается перед руководством предприятия за выполнение работ по автоматизации в соответствии с согласованным ранее стратегическим планом автоматизации. PM
Жизненный цикл изделия (PLC - Product Life Cycle) Описание различных этапов, через которые проходит каждое изделие за время своего существования. Например, составление ТЗ, эскизный проект, технологическая подготовка производства, изготовление, поставка, эксплуатация, утилизация.PLM
Иерархическая структура работ (WBS - Work Breakdown Structure): Структуризация работ проекта, отражающая его основные результаты. Каждый следующий уровень иерархии отражает более детальное определение компонентов проекта. PM
Интеграция (In - Integration): Объединение независимо разработанных модулей и/или приложений в единую, работоспособную систему. Смысл понятия может варьировать от простейшего связывания частей системы через интерфейсы, до кардинального изменения составляющих или разработки связывающего программного обеспечения промежуточного уровня. IS
Инфраструктура проекта (PI - Project Infrastructure): Комплекс вспомогательных элементов (технических, информационных, организационных), обслуживающих выполнение проекта на всех его фазах. PM
Контроль изменений (CC - Change Control): Процесс и процедуры, которые управляют включением изменений в состав данных об изделии. PLM
Конфигурация изделия (Co - Configuration): Представление совокупности входящих в состав изделия деталей в виде иерархического дерева ("Дерево построения"). PLM
Критический фактор успеха (CSF - Critical Success Factors): Факторы, оказывающие непосредственное влияние на успешное выполнение миссии организации. BP
Лицензия (Li - License): Право на использование программного обеспечения, ограниченное определенными рамками (например, максимальное число процессоров на сервере, максимальное число одновременно работающих пользователей). Условия и ограничения на использование лицензий приводятся в лицензионном соглашении. (См. Лицензионное соглашение). IS
Лицензионное соглашение (LA - License Agreement): Договор между поставщиком программного обеспечения и клиентом, определяющий условия и ограничения по использованию программного обеспечения. IS
Миссия (Mi - Mission): Долгосрочная формулировка целей. Смысл существования организации. Миссия определяет область деятельности организации, но не раскрывает способов ее осуществления. BP
Модель «Как должно быть» («To-Be»): Термин реинжиниринга бизнес процессов: описание желаемых, 'правильных' бизнес процессов.
См. также « As- Is». BP
Модель «Как есть» («As-Is»): Термин реинжиниринга бизнес процессов: описание существующих, сложившихся на предприятии бизнес процессов. См. также « To- Be». BP
Наименование этапа (SC - Status Code) Стандартное - на уровне отрасли, группы предприятий-смежников или одного конкретного предприятия - наименование этапа жизненного цикла сложного технического изделия. PLM
Обновление (Up - Upgrade) Приобретение на льготных условиях лицензии на усовершенствованную версию ПО, если заказчик ранее приобретал лицензии на предыдущие версии этого программного обеспечения. IS
Общая модель изделия (TPM - Total Product Modeling): Методика интеграции данных, наиболее полно соответствующая идеям и целям PDM: учитываются все данные об изделии со всех участков, - от конструкторских бюро до маркетинговых служб, - используясь для построения полного, всестороннего описания как самого изделия (геометрические цифровые трехмерные твердотельные модели САПР, конечно-элементные модели для аналитических расчетов), так и технологических приемов его производства, особенностей его функционирования, режимов применения и т. п. PLM
Ограничения проекта (PC - Project Constraints): Предварительные ограничения (временные, бюджетные, ресурсные, другие), определяющие рамки изменения целей и задач проекта при разработке технического задания. PM
Организационная структура проекта (POBS - Project Organizational Breakdown Structure) Структуризация людских ресурсов, задействованных в проекте, определяющая их иерархию и роли в рамках проекта. PM
Параллельный инжиниринг (CE - Concurrent Engineering): Метод управления и организации работ, при котором специалисты в различных прикладных областях (проектирование, маркетинг, технология производства, планирование процессов и поддержка) работают совместно и параллельно, используя синхронизированные данные на всех этапах жизненного цикла изделия. PLM
Пилотный проект (PP - Pilot Project): Пилотный проект представляет собой работы, связанные с решением ограниченного числа проектных задач, выполняемых на предприятии. Пилотный проект должен быть ограничен по времени, целям и ресурсам. Цели каждого пилотного проекта и критерии оценки его результатов должны быть оговорены заранее при подготовке стратегического плана автоматизации. Отработка методики проведения пилотных проектов является основой проектной организации работ на последующих этапах внедрения и эксплуатации система автоматизации. PM
Пилотный проект - изделие (PPP - Pilot Project-Product) Пилотный проект ориентирован на выполнение работ, связанных с обучением типовым методам проектирования определенного класса изделий в системе автоматизированного проектирования. PM
Пилотный проект - подразделение (PPD - Pilot Project-Department): Пилотный проект, ориентированный на обучение процедурам и правилам проектирования изделий с совместным использованием системы проектирования и системы управления проектными данными. PM
Пилотный проект - коллективная работа (PPC - Pilot Project-Collaboration): Пилотный проект, ориентированный на обучение процедурам и правилам проектирования изделий с совместным использованием системы проектирования и системы управления проектными данными. PLM
План проекта (PrP - Project Plan): Формальный утвержденный документ, предназначенный для исполнения и управления проектом. Основные цели плана проекта - документирование сделанных предположений и принятых решений, облегчение взаимодействия участников проекта и документирование базовых целей, сроков и стоимости проекта. PM
Поток заданий (Wo - Workflow): Автоматизация процесса (в целом или отдельной его части) в рамках PLM системы, позволяющая передавать документы, информацию или задачи от одного участника процесса другому для выполнения определенных действий в соответствии с процедурными правилами утвержденных бизнес процессов. PLM
Предприятие расширенное (EE - Extended Enterprise): Термин, обозначающий всех участников процесса создания продукта. Основное отличие от термина "Предприятие" заключается в том, что помимо традиционных участников процесса (сотрудников компании, менеджеров, собственников, пр.) данное понятие включает в себя и внешние по отношению к компании организации: бизнес партнеров, поставщиков и потребителей. Для обеспечения эффективного функционирования подобных структур, необходима организация совместной, интегрированной работы в едином информационном пространстве. BP
Программа (Prg - Program): Совокупность взаимосвязанных проектов и различных мероприятий, объединенных общей целью и условиями выполнения, управление которыми координируется. Программа охватывает значительный промежуток времени, так как она связана с бизнесом предприятия и другими глобальными областями. PM
Проект (Pro - Project): Способ организации работ по созданию за ограниченное время уникального или модернизированного продукта или услуги. Каждый проект ограничен по времени, бюджету и объему выполняемых работ. PM
Рабочая группа пилотного проекта (PPW - Pilot Project Workgroup): Временная группа из числа сотрудников предприятия, на условиях полной занятости, создаваемая на период работы над пилотным проектом. Рабочая группа пилотного проекта подчиняется и отчитывается перед группой координации. Состав рабочей группы пилотного проекта формируется на основе рекомендаций Исполнителя Проекта и группы координации. В процессе комплексного внедрения сотрудники рабочих групп пилотных проектов и группы координации должны будут создать основу инженерного центра предприятия. PM
Результат проекта (Del - Deliverable) Итог работы, завершенный и сданный заказчику проекта, соответствующий принятой спецификации проекта. PM
Реинжиниринг бизнес-процессов (BPR - Business Process Reengineering): Фундаментальное переосмысление и радикальное изменение бизнес - процессов с целью резкого улучшения их характеристик, таких как затраты, качество, скорость. Как правило, включает в себя создание формализованного описания существующих бизнес процессов («As- Is»), их перепроектирование («To- Be») и определение процедуры перехода. PM
Рекомендации по автоматизации производства ( RFMA - Recommendation For Manufacturing Automation): Набор технических документов, создаваемых совместно с сотрудниками предприятия на основе результатов анализа предприятия. Рекомендации являются исходными документами для разработки стратегического плана автоматизации предприятия. PM
Риски проекта (PR - Project Risks): Нежелательные события, влияющие на успешное завершение проекта. Возникновение таких событий может привести к увеличению сроков проекта, превышению его бюджета либо к отказу от дальнейшего проведения работ. PM
Сертификация (Cer - Certification): Документальное подтверждение соответствия объекта (продукции, персонала, оборудования, программных систем, информации, пр.) или процесса определенным требованиям, стандартам, техническим условиям. BP
Система качества (QS - Quality System): Совокупность взаимосвязанных и взаимодействующих элементов организации (персонал, оборудование, сырье и материалы, процессы, организационная структура, пр.) направленная на формирование и достижение целей в области качества. BP
Системная интеграция (SI - Systems Integration): Деятельность по комплексной поставке и внедрению элементов информационных технологий, а так же решению проблем связанных с совместным использованием унаследованной и внедряемой системами. BP
Системы управление отношениями с заказчиками (CRM - Customer Relations Management): Программные средства автоматизации продаж и работы с клиентами: ведение клиентской базы и ее анализ, планирование и поддержка маркетинговых компаний, послепродажное обслуживание и сервисная поддержка. CRM системы позволяют оперативно получать и анализировать детальную информацию о клиенте, его требованиях, объемах закупок, производимых ранее, и.т.п. IS
Системы управление цепочками поставок (SCM - Supply Chain Management): Стратегический подход к бизнесу (либо информационная система, реализующая данный подход), обеспечивающий координацию потоков грузов (сырья, материалов, готовой продукции, и.т.п.), соответствующей информации и финансов участвующих в процессе создания добавочной стоимости. С точки зрения структурной организации системы SCM можно рассматривать как распределенную сеть, охватывающую взаимоотношения компании с поставщиками и потребителями продукции. IS
Системы планирования ресурсов предприятия (ERP - Enterprise Resource Planning): Представляет собой интегрированную компьютерную систему, охватывающую все области деятельности предприятия: планирование (прогнозирование) производства, управление продажами, управление структурой изделий (при дискретном производстве), управление запасами, планирование потребности в материалах (MRP), планирование производственных мощностей (CRP), управление производством, управление закупками, управление финансами/бухгалтерией, финансовый анализ. ERP-системы появились в результате развития стандарта MRP II (планирование производственных ресурсов), который включает в себя ранее появившиеся MRP и CRP. Принципиальное отличие ERP от MRP II в том, что она предоставляет возможность динамического анализа и динамического изменения плана. IS
Система планирования потребности в материалах (MRP - Materials Requirements Planning): Система организации производства и материально-технического обеспечения в реальном масштабе времени. Ключевой частью базы данных системы MRP является инженерная спецификация (BOM). Однако система MRP, ориентированная в первую очередь на решение задач материального учета и расчета потребностей в сырье и материалах, не обеспечивает достаточно полного набора данных о других факторах производственного процесса, что обусловило необходимость ее совершенствования и разработку новой системы, известной под названием MRP II. IS
Система планирования материальных ресурсов (MRP II - Manufacturing Resources Planning): Система организации производства и материально-технического обеспечения, рассматриваемая рядом специалистов как второе поколение системы MRP. Система МРП II включает функции системы MRP (например, планирование потребностей в материалах), а также ряд новых функций (например, управление технологическими процессами и др.). В системе MRP II широко применяются методы имитационного моделирования.
Основные группы функций систем класса MRP II:
o Планирование продаж и производства (Sales And Operation Planning).
o Управление спросом (Demand Management).
o Составление плана производства (Master Production Scheduling).
o Планирование материальных потребностей (Material Requirement Planning).
o Спецификации продуктов (Bill Of Materials).
o Управление складом (Inventory Transaction Subsystem).
o Плановые поставки (Scheduled Receipts Subsystem).
o Управление на уровне производственного цеха (Shop Flow Control).
o Планирование производственных мощностей (Capacity Requirement Planning).
o Входной / выходной контроль (Input/Output Control).
o Материально техническое снабжение (Purchasing).
o Планирование распределения ресурсов (Distribution Recourse Planning).
o Планирование и контроль производственных операций (Tooling Planning And Control).
o Управление финансами (Financial Planning).
o Моделирование (Simulation).
o Оценка результатов деятельности (Performance Measurement). IS
Система автоматизированного проектирования - САПР (CAD - Computer-Aided Design): Общий термин для обозначения всех аспектов проектирования с использованием средств вычислительной техники. Обычно охватывает создание геометрических моделей изделия (твердотельных, трехмерных, составных), а также генерацию чертежей изделия и их сопровождение. Следует отметить, что отечественный термин "САПР" по отношению к промышленным системам имеет более широкое толкование, чем "CAD" - он включает в себя как CAD, так и CAM, а иногда и элементы CAE (см. CAM и CAE). PLM
Система автоматизированного инженерного анализа (CAE - Computer-Aided Engineering): Общий термин для обозначения информационного обеспечения автоматизированного анализа проекта, имеющего целью обнаружение ошибок (прочностные расчеты, коллизии кинематики и т. п.) или оптимизацию характеристик изделия. PLM
Система автоматизированной подготовки производства (CAM - Computer Aided Manufacturing): Общий термин для обозначения программных систем подготовки информации для станков с числовым программным управлением. Традиционно исходными данными для таких систем были геометрические модели деталей, получаемые из систем CAD. PLM
Система управления данными об изделии (PDM - Product Data Management):
Информационная система, используемая для управления процессом разработки изделий от идеи (концепции изделия) до производства и сопровождения. Система обеспечивает доступ ко всей необходимой информации для поддержки данного процесса, включая планы, документы, геометрические модели, чертежи, пр. PLM
Система управления жизненным циклом изделия (PLM - Product Lifecycle Management):
· Стратегический подход, к бизнесу основанный на комплексном создании, управлении, распространении и использовании информации об изделии, направленный на:
o Поддержку совместной деятельности подразделений предприятия, его бизнес - партнеров и поставщиков;
o Управление проектированием и производством изделий;
o Поддержку производственных процессов предприятия, сбытовой, маркетинговой деятельности и других задач, решаемых в течение жизненного цикла изделия.
· Ключевые особенности PLM:
o Процессная ориентация - PLM оптимизирует основные бизнес процессы компании;
o Поддержка концепции "расширенного предприятия" (см. Предприятие расширенное).
o Использование комплексных, интегрированных моделей объединяющих различную информацию о продукте, ресурсах (оборудовании, инструменте, персонале) и процессах;
o Универсальный, защищенный и управляемый доступ, и использование информации о продукте;
o Сопровождение информации о продукте на всех стадиях его жизненного цикла;
o Управление и сопровождение бизнес - процессов создания, управления, распространения и использования информации. PLM
Сопровождение (Ma - Maintenance): Комплекс мероприятий, выполняемых поставщиком системы, направленных на эволюционное развитие (адаптация, повышение производительности) и совершенствование (исправление обнаруженных ошибок) системы с целью удовлетворения запросов клиентов. IS
Спецификация инженерная (BOM - Bill Of Material): Упорядоченный список деталей, подсборок, сборок и исходных материалов, с помощью которых определяется изделие. BOM содержит встроенные механизмы управления структурой изделия, такие как определение типа, номера количества и взаимосвязей деталей и сборок. Необходимо также отметить, что существует некоторое различие в понятиях "BOM" (ISO-9000) и "Спецификация" (ЕСКД). Отечественный термин охватывает более широкий класс документов с более гибкой, жестко не определенной структурой полей, в то время как зарубежный аналог, по сути, устанавливает единый стандарт на предоставление структурированной текстовой информации о составе изделия независимо от отраслевой принадлежности предприятия-разработчика. PLM
Спецификация пилотного проекта (PPS - Pilot Project Specification):
· Документ, детально описывающий реализацию пилотного проекта. Спецификация пилотного проекта включает в себя:
o Описание целей
o Детализацию задач и результатов пилотного проекта;
o Детальное описание объектов проектирования;
o Календарный план работ и риски проекта. PM
Стандарт (Std - Standard): Специальный документ или тип спецификации, который принимается путем формального голосования и доводится до сведения широкой общественности. Стандарты могут быть международными, национальными, корпоративными. BP
Стандарт поддержки непрерывных процессов и жизненного цикла (CALS - Continuous Acquisition And Life-Cycle Support): Протокол цифровой передачи данных. Обеспечивает стандартные механизмы доставки цифровых данных и информации текущего. CALS использует стандарты IGES и STEP в качестве форматов данных. В CALS входят также стандарты электронного обмена данными, электронной технической документации и руководства для усовершенствования процессов. (Раньше аббревиатура CALS расшифро-вывалась как Computer Aided Logistic System). PLM
Стандарт (спецификация) обмена графическими данными (IGES - Initial Graphics Exchange Specification): Стандарт на передачу и обмен графическими данными между различными CAD-системами. PLM
Стандарт обмена информацией об изделиях (STEP - Standard For The Exchange Of Product): Международный стандарт (ISO 10303), призванный облегчить хранение и обмен всех типов информации, имеющей отношение к изделиям. STEP определяет форматы данных об изделиях, для всех типов информационных сред, а также для специфических секторов промышленности. Предусматривается постепенная замена стандарта IGES. Сегодня разработаны и действуют стандарты STEP для наиболее сложных отраслей машиностроения - автомобилестроения и авиастроения. PLM
Стандарт организации (POPS - Private Or Proprietary Standard): Стандарт, принятый на уровне отдельной организации. Данный вид стандартов может быть защищен международными законами об авторских правах от несанкционированного использования другими организациями. BP
Стратегия (Str - Strategy): Высокоуровневый план действий, определяющий пути выполнения миссии и достижения целей организации. BP
Стратегия внедрения (DS - Deployment Strategy): Схема работ, принимаемая на предприятии для поддержки процесса внедрения. PM
Стратегический план автоматизации предприятия (SPOA - Strategic Plan Of Automation): Документ, описывающий проекцию стратегических целей предприятия на план работ по автоматизации производства, как одного из средств их достижения. Стратегический план автоматизации предприятия является одним из документов, описывающих план развития предприятия, и должен быть согласован по срокам и целям со стратегией предприятия. PM
Структура изделия (PS - Product Structure): Способ доступа к данным об изделии, расширяющий возможности ВОМ. Определяет отношения между сборками компонентов изделия и между деталями, которые образуют эти сборки. Типичная структура изделия помимо стандартных данных ВОМ содержит атрибуты, экземпляры и информацию о размещении. PLM
Технический проект автоматизации предприятия (TPOA - Technical Project Of Automation): Документ, описывающий утвержденный план действий по программе внедрения с указанием технических деталей. PM
Унаследованная система (LS - Legacy System): «Жаргонное» название автоматизированной информационной системы предприятия, находящейся в крайней точке своего жизненного цикла, т.е. удовлетворяющей следующим критериям:
o Система внедрена на предприятии достаточно давно и действует в настоящий момент;
o Система построена на базе информационных технологий предыдущего поколения;
o Система является критичной для ведения бизнеса;
o Дальнейшее сопровождение системы связано с большими затратами и экономически нецелесообразно. PM
Управление конфигурацией (CM - Configuration Management): Процесс определения и контроля за структурой изделия и связанной с ней документацией. СМ включает в себя контроль за ревизиями конфигурации и информацию обо всех изменениях документа или изделия. PLM
Управление потоком заданий и процессами (WAPM - Workflow And Process Management): Взаимодействие людей, в соответствии с заранее определенными процедурами. Повторяющиеся потоки заданий и процессы могут программироваться как часть системы PDM для автоматической маршрутизации данных и пакетов заданий, контроля и мониторинга процессов и для обеспечения управляющих сообщений. Контроль за изменениями - поток заданий, характерный для большинства предприятий, однако существуют и другие потоки заданий для управления результатами проекта, подготовки заявок, инженерных пересмотров, закупок, отслеживания и разрешения проблем, управления контрактами. PLM
Управление состояниями (SM - State Management): В процессе реализации проекта разработки изделия любая запись в базе данных может находиться в одном из пяти состояний: инициированном (Initiated), представленном на рассмотрение (Submitted), проверенном (Checked), утвержденном (Approved) и выпущенном (Released). Управление состояниями - это возможность задавать и изменять текущее состояние записи. Система PDM должна быть способна комбинировать контроль доступа и управления состояниями, так чтобы только пользователи с соответствующими правами могли выполнить данное изменение состояния (аналогично продвижению), например, изменить состояние некоторого объекта данных с проверенного на утвержденное. PLM
Управление проектом (PM - Project Management): Методология, методы и средства координации и руководства людскими, финансовыми и материальными ресурсами, а также функциональными и организационными действиями, на протяжении всего цикла осуществления проекта направленные на эффективное достижение его целей. PM
Успех проекта (PS - Project Success): Достижение целей проекта при соблюдении установленных ограничений на его продолжительность и сроки завершения, стоимость и бюджет проекта, качество выполненных работ и их соответствие установленным спецификациям. PM
Фаза проекта (PP - Project Phase): Набор логически взаимосвязанных работ, в процессе завершения которых достигается один из результатов проекта и принимается решение о его дальнейшем продолжении. PM
Цель (G - Goal): Желаемый результат или желаемое, возможное и необходимое состояние системы, которое должно быть достигнуто, определенное качественными показателями. Цели должны быть конкретными, реальными, поддающимися контролю. Цель определяется, как направление, по которому предприятие хочет получить результаты в течение ограниченного периода времени. BP
Цепочка создания добавленной стоимости (VAC - Value-Added Chain): Совокупность работ, выполняемых организацией для создания конечного продукта. Работы могут быть разделены на два основных направления: основные работы и вспомогательные. BP
Цифровой макет (DMU - Digital Mock-Up): Под цифровым макетом ( DMU) подразумевается виртуальное проектирование и имитационное моделирование изделия и всех его компонентов в 3D. Позволяет отказаться от дорогостоящих физических макетов. Производитель имеет возможность создать подробную модель изделия, испытать его функции и предусмотреть все возможные взаимодействия между различными компонентами. DMU содержит все данные об изделии, поэтому - в отличие от физического прототипа - он может быть использован для любых испытаний и расчетов. BP
ЧПУ - Числовое программное управление (NC - Numeric Control): Метод, позволяющий управлять оборудованием и технологическим процессом при помощи инструкций, закодированных в цифровом формате. PLM
Экономический эффект проекта (PB - Project Benefit): Экономический показатель проекта, отражающий выгоды предприятия, связанные с использованием результатов проекта, рассчитанный в денежном выражении. PM
ЭЦП - Электронная цифровая подпись (DS - Digital Signature): Реквизит электронного документа, предназначенный для защиты данного электронного документа от подделки, полученный в результате криптографического преобразования информации с использованием закрытого ключа электронной цифровой подписи и позволяющий идентифицировать владельца сертификата ключа подписи, а также установить отсутствие искажения информации в электронном документе IT.
2. ГПС - БУДУЩЕЕ МАШИНОСТРОЕНИЯ
2.1. Этапы развития автоматизированного
машиностроительного производства
Начавшие разрабатываться во второй половине 60-х годов гибкие производственные системы стали реальным новым, качественно отличающимся этапом перевооружения машиностроительной промышленности. Это открыло пути решения сложившегося противоречия между высокой производительностью и отсутствием мобильности оборудования массового производства и высокой мобильностью и низкой производительностью универсальных станков единичного и серийного производств.
Концепция гибкого производства переводит развитие автоматизации производственных процессов в машиностроении на новый очередной виток диалектической спирали развития (рис. 1). На первый виток развития автоматизации средств производства в машиностроении — от универсальных станков, специализированных станков, станков-автоматов до автоматических линий и ’‘жестких” заводов-автоматов — человечество затратило более двухсот лет. Первый токарно-копировальный станок был создан в 1712 г. А.К. Нартовым (1693- 1756) - механиком и токарем Петра I; токарный станок с суппортом и ходовым винтом, созданный Генри Модслеем в Англии, был запатентован в 1798 г.
Первый автоматический завод в мире был создан у нас в стране в 1961 г. Этот автоматический завод, предназначенный для полного изготовления автомобильных поршней — от чушки, литья в кокиль, механической обработки, контроля и сортировки по размерам до консервации, комплектации и упаковки в коробки - был спроектирован ЭНИМСом. Автоматический цех для производства двух типов шарико- и роликоподшипников также от заготовки до упаковки, включая их полную сборку, вступил в строй в 1966 г. Первый автоматический завод по производству колец подшипников (46 типоразмеров) в западных странах был создан компанией Тимкен (США) в I960 г. Эта стадия развития характерна автоматизацией на основе электромеханических устройств. Достигнув значительного повышения производительности труда в 5—10 раз и снижения себестоимости на 30—50 %, такие заводы могли применяться только для массового производства деталей, конструкция которых длительное время остается стабильной.
Жестким, т. е. предназначенным для производства только одной детали, автоматическим линиям присущ определенный консерватизм, сдерживающий развитие новой техники. Создание автоматических линий может начинаться только тогда, когда изделие полностью отработано и каждая его деталь сконструирована. На создание и отладку жестких автоматических линий, как показывает практика, тратится до 5 лет, срок их амортизации также значительный и составляет 8 лет и более. Суммарный срок создания и амортизации жестких автоматических заводов еще продолжительнее. Конструкция выпускаемых на таких заводах деталей длительное время должна оставаться неизменной, что и сдерживает внедрение новых машин в народном хозяйстве. Консерватизм жесткой автоматизации не удовлетворяет требованиям научно-технического прогресса, ускорения сменяемости изделий в машиностроении. Если конструкция подшипника долгие годы остается неизменной, то конструкция двигателя автомобиля меняется каждые 4—5 лет. Таким образом, повышение производительности жестких автоматических заводов было достигнуто за счет полной потери их мобильности. Решение этого противоречия — задачи повышения мобильности при выпуске новой техники и, наконец, задачи автоматизации единичного и серийного производства — вернуло машиностроителей снова к универсальным станкам; было создано числовое программное управление (ЧПУ) станками на основе применения электронной техники.

Рис. 1. Этапы развития автоматизации в машиностроении:
1 - универсальные станки; 2 - универсальные автоматы и полуавтоматы; 3 - специальные и специализированные автоматы и полуавтоматы; 4 - агрегатные станки; 5 - автоматические линии из агрегатных станков; 6 - автоматические линии из универсальных автоматов; 7 - комплексные автоматические линии и автоматические заводы; а - станки с ЧПУ; б - автоматы с ЧПУ; в - специальные станки с ЧПУ; г - ОЦ с индивидуальными ЧПУ; д - автоматические линии с ЧПУ;
I - станки с ЧПУ с CNC; 11 - ОЦ фрезерно-расточные с CNC; ОЦ - токарные с CNC; III - ГПС; IV - ГПС со специализированным ОЦ массового производства;
V - ГПС, ГАП = ГПС + САПР + + АСТПП;
VI - автоматизированный завод;
А - автоматический "безлюдный” завод
Второй виток развития автоматизации в машиностроении практически повторил первый, но на новом принципе управления — электронно-программном, причем наряду с повышением производительности каждого вида оборудования повысилась и его гибкость. На этом этапе были созданы автоматические линии и многошпиндельные автоматы с числовым программным управлением. На второй виток было затрачено немногим более 30 лет. ЧПУ позволило действительно получить значительный эффект в единичном и серийном производствах, но в массовом производстве оно не дало каких- либо реально ощутимых результатов; кроме того, индивидуальное ЧПУ для каждого станка оказалось громоздким и дорогим.
Дальнейшее развитее электроники, применение ЭВМ и микропроцессоров раскрыли новые возможности ЧПУ. Созданием универсальных машин и станков с ЧПУ, непосредственно управляемых от ЭВМ в режиме разделения времени, начался третий виток развития автоматизации производственных процессов в машиностроении и других отраслях промышленности. Управление от одной ЭВМ несколькими рабочими машинами, станками с ЧПУ и вспомогательным оборудованием позволило связывать станки управлением и единым автоматическим транспортом в группы, т. е. создать системы машин. Индивидуальные станки с ЧПУ типа CNC, станки типа обрабатывающий центр (ОЦ), фрезерно-расточные и токарные - основа гибких производственных систем. На базе ОЦ уже создаются гибкие производственные модули, участки, линии. На этом витке началось соединение в единую систему всех производственных функций: конструирования, технологической подготовки производства, обработки, сборки, испытаний и др., т. е. начали появляться гибкие автоматизированные производства (ГАП). На этом этапе развития автоматизации появляется возможность сочетать преимущества универсальных станков, их полной (максимальной) мобильности с высокой производительностью автоматических линий и заводов массового производства. Этот виток будет пройден за 10-15 лет.
Четвертый виток начался созданием автоматизированного производства полностью интегрированного на базе ЭВМ пятого поколения. Закончится этот этап развития автоматизации созданием автоматизированного завода - завода 21-го века.
Дальнейшее развитие науки и техники, решение проблемы надежности и самодиагностики рабочих машин и интеллектуальности систем переведут развитие автоматизации средств производства на следующий виток, когда будут созданы безотказные, само восстанавливающиеся рабочие машины, системы, заводы. Создание искусственного интеллекта будет залогом успешного решения этой задачи.
Развитие безотходной технологии, нетрадиционных, новых технологий формообразования, например сверхточного прессования из порошка или непосредственно из жидкого металла и т. д., продолжает эволюцию рабочих машин, станков и их автоматизации.
Технология получения почти готовых форм из металла в состоянии сверхпластичности, диффузионной сваркой, применение композиционных материалов не только для вспомогательных, но и основных базовых деталей уже переходят из опытных научных лабораторий в производство. Как только базовые детали, например, двигателя, будут изготовлять из композиционных материалов, то на металлорежущих станках будут выполнять только чистовую обработку их отдельных поверхностей.
Все это приведет к новым качественным преобразованиям, совершится новая научно-техническая революция в машиностроении; спираль развития будет продолжена на еще более высоком научно- техническом уровне решения задач автоматизации производственных процессов.
2.2. Проблемы повышения производительности труда
и качества продукции в машиностроении
С тех пор как станки развились технологически и повысилась надежность отдельно работающих станков, квалификация оператора перестала быть главным фактором в достижении качества продукции. Качество продукции стало функцией возможностей машины, станка, их качества, конструкции каждого режущего инструмента, приспособления и управляющей программы.
Станки благодаря ЧПУ стали автоматическими. Один оператор может успешно наблюдать за несколькими станками. Однако такая автоматизация машины, станка, повысив их производительность, не дала решающего роста производительности труда в целом в машиностроении. И это несмотря на повышение мощности отдельных станков и их точности в десятки раз.
Одним из критериев совершенствования технологии является снижение трудоемкости обработки, необходимой для получения заданной точности, которая не находится в прямой зависимости от мощности и точности станка, так как она зависит еще от точности и быстродействия системы управления и точности измерения получаемых размеров.
До появления станков с ЧПУ за каждые 100 лет развития управления станками и измерительной техникой точность обработки увеличивалась примерно в 100 раз, а трудоемкость при этом сокращалась только на 20 %. Внедрение станков с ЧПУ и особенно обрабатывающих центров позволило за последние 20—25 лет увеличить точность обработки еще в 100 раз и сократить при этом трудоемкость в 2,5 раза. Использование станков с ЧПУ и ОЦ в особенности определило и качественный скачок, т. е. переход от станка, увеличивающего возможности рук оператора, к станку, на котором практически ’’работает” оператор-техник.
Анализ показывает, что возможности станков как по мощности установленных на них электродвигателей, так и по размерам обрабатываемых деталей используются далеко не полностью, что определяет недоиспользование их производительности, т.е. производительности овеществленного (прошлого) труда. По данным профессора X. Опитца (ФРГ), универсальные станки 87 % всего срока службы используются только на 20 % установленной мощности, 12 % срока службы — до 75 % и менее 1 % срока службы — на 100 %. В машиностроении 30 % всех токарных деталей требуют для обработки станки с высотой центров более 200 мм (максимальный размер обработки 400 мм и более), а таких станков в мировом машиностроении выпускается до 80 %. Что касается длины обработки токарных деталей, то только 30 % из них требуют для обработки станки с межцентровым расстоянием более 200 мм, а 65 % выпускаемых в мире токарных станков имеют межцентровое расстояние более 1 м.
При традиционной организации производства детали находятся в цехах только 1 % всего времени создания и производства продукции (от задания на проектирование до выхода готовой продукции за ворота завода), а также на станках — 5 % от времени нахождения деталей в цехах.
Повышение производительности рабочей машины, ее совершенствование оказали незначительное влияние на сокращение времени создания и общего цикла производства продукции, предопределяя этим низкую эффективность, рентабельность овеществленного труда, несмотря на его высокую производительность. Многое достигнуто в рационализации режимов резания, совершенствовании режущей кромки резца, автоматизации рабочего цикла станка. Усилия станкостроителей и исследователей в основном были направлены на уменьшение времени, в течение которого детали находятся в цехе или на станке, тогда как следовало бы уделять больше внимания и другим этапам создания и производства продукции.
Вот как описывают организацию труда на современном заводе зарубежные специалисты: «Походите по механосборочным цехам современного завода. Обратите внимание на то, сколько деталей, обработка которых не завершена, имеется на паллетах и в штабелях в ожидании последующих операций обработки. Умножьте это количество на количество станков в цехе и представьте себе общие пролеживающие заделы. Затем добавьте к этому количество станков, которые простаивают. Возьмите во внимание также повреждения деталей, которые могут произойти между их различными перестановками со станка на станок, когда это осуществляется вручную. Поинтересуйтесь, какие физические усилия и задержки времени имеют место при перемещении деталей от станка к станку. Подсчитайте многочисленные ручные операции.
Понаблюдайте, сколько раз каждая деталь контролируется. Снова подсчитайте многочисленные ручные перемещения и установки. Обратите внимание также на стеллажи, на которых лежат детали, ожидающие измерения или исправления брака. Посмотрите, сколько обработанных деталей выброшено в металлолом. Посмотрите на горы деталей в заделах, ожидающих подачи на узловую и окончательную сборку. Сколько накапливается незавершенной сборки из-за отсутствия самой незначительной детали».
Другими словами, эта производственная сцена не похожа на ту, которая должна постоянно быть в активном движении, в борьбе за получение прибыли. Напротив, это есть сцена ожиданий, пролеживания, заделов, «незавершенки», деталей, которые просто ждут чего-то. Такой, скорее, покой, чем движение, ограничивает оборачиваемость капитала, ведет к потере мобильности и удлиняет производственный цикл. Это тяжелая картина, которая создана различными производственными проблемами, которые прежде всего могли бы и не возникать. Решение этих проблем поможет сформировать стратегию производства завтрашнего дня. Вернее, не решение, а предупреждение возникновения этих проблем сегодня; в этом успех решения задач завтрашнего дня.
Анализ отставания роста производительности труда от роста производительности рабочих машин в машиностроении выявляет еще одну причину, обусловленную ускорением обновления средств производства (основных производственных фондов) в ходе научно-технической революции. Как уже было показано, развитие рабочих машин идет быстрее развития или создания соответствующей им производственной обстановки, условий организации труда, что связано с традиционным, сложившимся исторически подходом: сначала создается новое оборудование, новая технология, а затем новая организация труда, которая, будучи третьей в очередности, не успевает перестроиться, а научно-техническая революция уже дает новые решения рабочих машин, и в результате автоматизация рабочей машины идет в отрыве от автоматизации всего комплекса производственных задач. При установке новых станков чаще всего оставляют старым технологический процесс. Технология редко пересматривается на заводах: однажды установленный маршрут обработки детали в цехе остается без изменения. Ряды новых и старых станков, ряды ОЦ - все это уживается на современном заводе. Многие заводы организованы так, как это было 40-50 лет назад, когда объемы их выпуска составляли одну десятую, одну двадцатую сегодняшнего. На подавляющем большинстве машиностроительных заводов практически во всех странах мира имеет место одно и то же явление, когда, несмотря на постоянное обновление основного оборудования, экономические их показатели растут очень медленно или не растут вовсе, завод как бы продолжает устаревать. Современно выглядящий цех может быть отнесен к устаревшему, если его работу оценивать в соответствии с современными требованиями, критериями экономической эффективности и мобильности производства.
Можно привести несколько признаков проявления такого "обновляющегося устаревания”:
- большой объем незавершенной продукции, значительные запасы и заделы, которые трудно поддаются учету;
- длительный производственный цикл, растянутые сроки поставки готовой продукции;
- отсутствие роста производительности труда, несмотря на внедрение нового высокопроизводительного оборудования, расширение мощностей;
- низкая рентабельность производства, несмотря на обновление оборудования.
Такое устаревание имеет место в следующих случаях:
- организация производства, поточная или предметная, не подвергалась пересмотру, несмотря на неоднократное расширение производства;
- расширение производства проводится путем устранения одного за другим возникающих узких мест;
- на заводе имеется несколько обрабатывающих или сборочных линий для одинаковой или подобной продукции;
- наличие большого количества рабочих на сборочных линиях, к которым трудно подойти из-за большого числа установленных дополнительных сборочных постов, станций;
- высокая доля вспомогательного труда, сверхурочных работ;
- низкий коэффициент использования оборудования, наличие неиспользуемого оборудования, в то время как завод работает на пределе;
- высокий процент брака объем его переделок и рекламаций на поставленную продукцию увеличивается.
Все это происходит оттого, что с ростом выпуска продукции, добавлена, ем нового основного оборудования или заменой старого новым, усложнением и значительным увеличением разнообразия выпускаемой продукции, изменением конструкции изделия технология и организация производства остаются прежними.
Явление такого устаревания подкрадывается медленно, но угрожающе для большинства современных заводов. Речь идет как раз о тех заводах, которые "ломятся” от новых современных станков – этого псевдоочевидного признака современности. Часто новые станки становятся только фасадом, прикрывающим устаревшую технологию производства, если организация производства не обеспечивает их эффективного использования.
Другими словами, высокопроизводительные рабочие машины могут обеспечить высокую производительность труда только при надлежащем изменении окружающей обстановки и условий применения новой техники, т. е. организации производства, при которой новая техника используется во всех звеньях производственного комплекса, от идеи до готовой продукции.
Даже такой высокорентабельный тип организации производства, как серийное, сегодня перестает быть экономически оправданным. Организация производства, при которой изготовляется партия в 50 деталей при действительной необходимости иметь на сборке только 15 деталей, а остальные отправляются на склад в задел, ждать, когда они потребуются, больше не является эффективной, так как заделы, всякого рода запасы увеличивают стоимость производства, сокращают полезные мощности предприятия, делают холостыми производственные площади, которые могли бы использоваться продуктивно и более выгодно.
Развитие организации производства на основе, например, групповой обработки деталей, тщательное планирование производства и контроль за выполнением планов с помощью информационных систем, автоматизация складского и внутрицехового транспорта не с целью накопления заделов, а с целью организации точно рассчитанных транспортных потоков заготовок и деталей, увязка всей организации производства: станков, их загрузки, подачи на них инструмента, технологического и внутризаводского транспорта и складирования, а также операций контроля и удаления отходов в единую систему, управляемую от ЭВМ, — является новым высшим уровнем организации производства, который обеспечит не только высокую производительность живого, но и прошлого труда.
При создании систем машин, причем с высокой долей в их составе электронно-вычислительной техники, большую роль начинает играть фактор взаимопонимания станкостроителей, поставщиков электронно-вычислительной техники и машиностроителей. Отсутствие должного взаимопонимания между этими тремя группами может оказаться значительным препятствием в достижении высокой эффективности такой техники, как производственные системы. Станкостроители, по мнению зарубежных машиностроителей, хорошо знают свою продукцию, но они не изучают проблемы, которые возникают на практике при применении их станков. Станкостроители со своей стороны считают, что машиностроители не создают соответствующих условий, учитывающих все возможности поставляемых им станков, не соблюдают правила эксплуатации и содержания станков. Проблема состоит в том, что станкостроители стремятся избежать трудностей отработки конструкций станков для новой технологии, а машиностроители стремятся избегать риска внедрения новой техники. Другим аспектом этой проблемы является то, что станкостроители применяют большое количество различных систем ЧПУ станками, что приводит к значительным трудностям при увязке их в единые производственные системы. Применение на одном предприятии станков с различными системами ЧПУ, различным программным обеспечением, использующим различные языки программирования, неэкономично и нецелесообразно. Это, очевидно, и не требует доказательств. Здесь, как нигде, нужны стандартизация, однотипность и совмещаемость, а станкостроители подчас сопротивляются этому, не гарантируют работу своих станков с другими системами ЧПУ. Машиностроители хотели бы получать большую техническую помощь от станкостроителей в поставке полных комплектов оборудования, готовые системы ’’под ключ”, с более четкими рекомендациями по их обслуживанию.
Такой подход мог бы обеспечить резкое повышение производительности до 200-300%.
Машиностроители ожидают от станкостроителей станков, повышающих точность, производительность, уменьшающих потери от брака, и считают, что станкостроители должны давать больше чертежей и информации о техническом обслуживании и содержании станков с тем, чтобы можно было успешнее эксплуатировать оборудование, обнаруживать и ликвидировать неисправности станков своими силами.
Фактически достигаемая производительность станков зависит от организации их эффективной эксплуатации и соответствия конструкции и возможностей станков условиям производства. Существенным фактором повышения труда в машиностроении является объединение усилий станкостроителей и машиностроителей, создателей и потребителей станков. Это еще больше скажется при разработке и внедрении гибких производств. Станкостроители должны изучать условия производства на различных заводах-потребителях гибких систем, а машиностроители – участвовать в разработках таких систем, передавая свой опыт их эксплуатации. Особенно это важно на стадии планирования гибких производственных систем, расчет их оборудования и выбора параметров и потоков обратной информации, которая необходима для управления производством.
2.3. Гибкое производство – новая концепция в машиностроении
Новизна «гибкой» концепции состоит в том, что ей свойственен не столько поточный способ организации производства, сколько централизованный, предусматривающий как можно более полную, завершенную обработку деталей на одной рабочей позиции, на одном станке, на одной рабочей машине.
Поточная технология, в основе которой заложена дифференциация процесса обработки деталей на многочисленные операции и переходы, выполняемые на различных станках, к середине 60-х годов в связи с ускорением научно-технического прогресса потеряла свои экономические преимущества, так как продукция стала значительно сложнее, и ее ассортимент стал изменяться более часто. Детали стали больше пролеживать между станками, выросли заделы и вспомогательные
операции. Настало время выбирать между дальнейшей специализацией станков и автоматизацией вспомогательных операций [например, деталь полностью обрабатывается на пяти станках, что влечет за собой пятикратную загрузку (разгрузку) детали на станок, увеличение времени межоперационной транспортировки и ожиданий, что усложнило управление и привело к удорожанию производства], и созданием универсальных многоцелевых станков с тем, чтобы деталь централизованно полностью обрабатывалась на одном станке [с одной загрузкой (разгрузкой), а одну операцию и, следовательно, без межоперационной транспортировки, без пролеживаний и ожиданий]. Выбор был сделан, появились обрабатывающие центры, а затем и ГПС.
Гибкое производство радикально изменяет традиционные, выработанные годами подходы к организации производства. Отличие новой концепции от традиционной состоит в том, что она позволяет полностью интегрировать весь производственный цикл – от идеи до выпуска готовой продукции – путем автоматизации всего комплекса технологических процессов и управления на базе ЭВМ и современных достижений в электронике и приборостроении, причем как в единичном, серийном, так и массовом производствах. Она начала применяться в металлообработке и получает распространение в сборке и других видах производства, таких, как заготовительное, испытание продукции и других.
Сущность концепции гибкого производства состоит в том, что она позволяет переходить с выпуска одного изделия на выпуск другого без переналадки технологического и любого другого оборудования; если же в каких-то случаях и требуется переналадка, то она по времени осуществляется параллельно с выпуском предыдущего изделия. В гибком производстве, как правило, участвуют в основном операторы с уровнем подготовки техников и инженеров, а ручной труд рабочего, если пока и требуется, то только на отдельных вспомогательных операциях. Применение ЭВМ в управлении гибким производством позволяет осуществлять комплексный подход к автоматизации всех видов работ и процессов – от проработки задания на производство нового изделия, конструкторско-расчетных работ, технологической подготовки производства, всего комплекса технологических процессов – от заготовки до упаковки и отправки изделия потребителю, а также всего, что связано с содержанием, ремонтом, управлением, включая расчеты технико-экономических показателей, экономической эффективности, финансово-бухгалтерское и кадровое обеспечение.
Более важным становится управление. Заказы-наряды на работу, производственные программы и график прохождения компонентов по всему технологическому маршруту - все это находится в центральной управляющей ЭВМ и ЭВМ подсистем всего производства. Каждая ЭВМ имеет сеть связанных микропроцессоров, которые управляют отдельными технологическими операциями. Каждая отдельная ЭВМ ведет учет фактического выполнения операций, осуществляет слежение за процессом. Это, конечно, не означает, что сама технология перестает быть важным элементом в таких системах, но следует подчеркнуть, что настоящий успех гибкого производства достигается за счет организации производства. Поиск решения проблем только на одной операции, только на каком-то одном участке не является достаточным и эффективным, следует видеть весь производственный цикл полностью. Возможно, что решение какой-то менее значительной, легко разрешаемой проблемы на другом смежном участке ускорит и упростит решение проблемы и данного участка.
«Философия» гибкого производства требует рассмотрения каждого отдельного действия или деятельности всего завода и всего, что с ней связано, как единого процесса, который обеспечивает своевременную и полную взаимоувязку каждого действия с целью организации выпуска как можно большего разнообразия изделий в пределах имеющихся возможностей и по заранее определенному графику. Это, собственно, и ведет к интеграции всего производства в единый автоматизированный процесс.
Гибкие производственные системы, как и другие АСУ производством, являются составными частями которых только и возможно обеспечить полную интеграцию производства задания до выпуска готового изделия при наименьших затратах.
В будущем полностью интегрированное производство будут включать научно-исследовательские и опытно-конструкторские работы (НИОКР). При этом значительная экономия и сокращение времени внедрения новой техники будут получены вследствие уменьшения имеющихся дублирования и разрыва опытно-конструкторских работ и производства, а также уменьшения времени всего цикла создания и производства продукции. Наиболее короткий цикл производства, меньшая себестоимость, высокое качество продукции, полный контроль за капиталовложениями и оборотными средствами возможны при налаживании абсолютного полного контрой за деталями и изделиями, за их изготовлением по всему циклу, пока они находятся на заводе; при этом должно делаться только то, что предписано, и не допускаться ничего лишнего. Это еще ода важная черта, которая вкладывается понимание полной интеграции производства и чему содействует концепция гибкого производства.
Опыт применения концепции гибкого производства на практике позволяет выявить ключевые факторы, от которых зависит успех полной интеграции производства, т. е. достижение при частой смене объекта производства высокой производительности и наименьшей себестоимости.
Полностью или частично интегрированное производство не приводит само по себе к гибкому производству, оно может иметь различную гибкость и обеспечиваться гибкостью различных элементов производства, интегрированных производственных систем. Степень гибкости определяется и сознательно включается в производство создателями систем с учетом ее рациональности в каждом конкретном случае. Степень необходимой гибкости производства должна обосновываться на основе показателей всего производства, завода в целом, а не только на основании эффективности отдельных его частей.
Полная интеграция управления производством может быть наиболее эффективно обеспечена на базе новых поколений ЭВМ, обладающих большим интеллектом, анализирующих ситуации и «говорящих» на языке человека. Вовлечение в единую большую систему сложных подсистем взаимосвязанных дискретных процессов потребует не только большой оперативной памяти и быстродействия, но и разработки различных вариантов решений с тем, чтобы своевременно удовлетворять потребности каждого отдельного этапа производства путем распределения различных ресурсов, управления их доставкой, решения повторяющихся плановых производственных задач, а также множества других, которые возникают непредвиденно. За человеком остается только выбор варианта по результатам их оценок и принятие решения.
Подавляющее большинство действующих и создаваемых в разных странах мира гибких систем автоматизируют какой-то один технологический процесс: механообработку, сварку, окраску, сборку. Начали появляться гибкие системы в кузнечно-прессовом и литейном производствах. Как правило, эти системы включают автоматизированные на базе ЭВМ конструирование деталей, технологическую подготовку и планирование производства. Однако еще нет примеров сквозной гибкой автоматизации всего комплекса производственных задач, как говорится, «от ворот до ворот» завода, т. е. полной интеграции производства.
2.4. Основные характеристики гибкого производства
К основным характеристикам гибкого машиностроительного производства следует отнести: степень автоматизации, степень гибкости и уровень интеграции.
Степень автоматизации – это показатель, равный отношению объемов работ, выполняемых без участия и с участием человека, или соотношение времени «безлюдной» работы и времени работы системы, когда требуется какое-либо участие человека. Этот показатель включает и степень надежности работы системы, которая определяется соотношением времени работы и простоев системы, вызванных отказом оборудования, управления, вычислительной техники и других компонентов системы.
Степень гибкости – это фактически мобильность, объем затрат, с которыми можно перейти на выпуск новой продукции, и величина разнообразия номенклатуры изделий, обрабатываемых одновременно или поочередно.
Уровень интеграции – это показатель количества различных производственных задач, функций, которые увязываются в единую систему и управляются центральной ЭВМ. Это – конструирование, технологическая подготовка производства, обработка, сборка, контроль, испытания, делопроизводство, ремонт и содержание оборудования и др.
Наряду с терминами «автоматизация», «механизация» широко употребляется и такой термин, как «электронизация», означающий автоматизацию с использованием ЭВМ и другой электронной техники, математического программирования и числового программного управления. Отсюда появление новых терминов, например, «программируемая автоматизация» и «программируемая сборка».
Для дальнейшего понимания концепции гибкого производства необходимо дать определение ключевым понятиям, исходя из их общепринятой интерпретации.
Числовое программное управление (ЧПУ) вообще или станков в частности – это автоматическое управление путем передачи информации в форме чисел от программоносителя до исполнительного органа, определяющей его движение и выполнение им других функций. Этим ЧПУ отличается от механического программного управления, задающего величину движения или передающего команды посредством механических устройств (копиров, кулачков, рычагов, распределительных валов и др.).
Первые станки с ЧПУ имели свои индивидуальные устройства ЧПУ с программоносителями на перфокартах, перфоленте или магнитной ленте. Возможность работы ЭВМ в режиме разделения времени позволила перейти к прямому числовому управлению станками от центральных ЭВМ (DNC)1. В такой системе управления программа (программоноситель) находится в памяти ЭВМ, а на станок подаются из памяти ЭВМ только отдельные команды, когда это требуется. Затем с развитием малых ЭВМ и микропроцессорной техники появились станки с ЧПУ, управляемые непосредственно от собственной ЭВМ (CNC).
Числовое программное управление позволило создать многоцелевые станки с автоматической сменой инструмента, которые получили название обрабатывающий центр (ОЦ). Эти станки стали основой гибкого производства, на них выполняется большое количество разнообразных видов обработки различных деталей с минимальным временем на установку и снятие деталей. ОЦ имеет управление по двум и более осям перемещения рабочих органов, включая поворот (индексацию) стола. ОЦ может предназначаться для обработки корпусных деталей (операции: фрезерование, сверление, расточка, развертывание, нарезка резьбы) или для обработки тел вращения (ТОЦ) (токарные операции, включая отдельные операции фрезерования, сверления, нарезки резьб и др.).
Программируемая автоматизация широко распространилась в конструкторских работах, в подготовке и планировании производства. У нас созданы системы автоматизированного проектирования – САПР. За рубежом их называют «CAD» (КАД); это означает «конструирование с помощью ЭВМ». К САПР относится и понятие АРМ — автоматизированное рабочее место. САПР может быть расчетной и применяться для различных конструкторских расчетов или технологической: составление сборочного чертежа, деталировка, определение технологических переходов, технологии обработки, подготовки управляющих программ и др. Такая технологическая САПР получила название «автоматизированная система технологической подготовки производства» (АСТПП); для управления предприятием – «автоматизированная система управления предприятием» (АСУП). В зарубежной практике используется для всех этих систем одна аббревиатура – «САМ» (КAM), что означает «использование ЭВМ в производстве», но это более широкое, менее определенное понятие, например, чем АСТПП или АСУП.
В зарубежной практике наиболее употребляемым термином является CAD/САМ, который может приравниваться к САПР - АСТПП - АСУП. Обобщающим термином является ”СIМ” (Computer Integrated Manufacturing), т. е. «компьютерная интеграция производства» (КИП).
На основе ОЦ создается гибкий производственный модуль (ГПМ). ГПМ - это единица технологического оборудования с ЧПУ (CNC или DNC) и средствами автоматизации технологического процесса, автономно функционирующая, осуществляющая многократные автоматические циклы, обладающая свойством автоматизированной переналадки при производстве деталей или изделий произвольной номенклатуры в пределах его технологического назначения и установленных паспортом технических параметров и характеристик, имеющая возможность встраивания в гибкую производственную систему (ГПС). В общем случае ГПМ могут включать: накопители, спутники, паллеты, устройства загрузки и выгрузки, замены технологической оснастки, автоматизированного контроля, включая диагностирование, устройство переналадки и т.д.
ГПМ может быть литейный, кузнечно-прессовый, сварочный, термообработки, покрытий, сборки и др.
Это наименьшая единица гибкого производства, которая может иметь или не иметь связи с центральной ЭВМ и поэтому может выдавать или не выдавать информацию в систему управления предприятием.
Основные свойства ГПМ:
- способность работать автономно и некоторое ограниченное время без человека;
- автоматическое выполнение всех основных и вспомогательных операций;
- гибкость, удовлетворяющая требованиям мелкосерийного производства;
- легкость наладки, устранения простоев, управления;
- возможность легко встраиваться в существующее и гибкое производство;
- достаточно высокая экономическая эффективность;
- максимально возможная полная обработка деталей с одного установа, в одну операцию.
- ГПМ и другие обрабатывающие машины с ЧПУ объединяются в гибкие системы, обобщающим названием которых является «гибкая производственная система» (ГПС).
ГПС - это совокупность оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования с ЧПУ и системы обеспечения их функционирования в автоматическом или автоматизированном режиме, обладающая свойством автоматизированной (программируемой) переналадки при производстве деталей или изделий произвольной номенклатуры в пределах технологического назначения и установленных паспортных характеристик и параметров оборудования. ГПС предназначена для выполнения основных производственных процессов (в заготовительных, механических, термических и других цехах).
Следует различать ГПС полного цикла, на которых детали (изделия) обрабатываются полностью из заготовки (или из сырья в заготовку) в готовую для сборки деталь (изделие), и ГПС неполного цикла, когда для полного изготовления требуется предварительная или доделочные и другие операции на оборудовании вне этой системы.
Система обеспечения функционирования ГПС в автоматизированном режиме включает:
- автоматизированную транспортно-складскую систему (АТСС);
- автоматизированную систему инструментального обеспечения (АСИО);
- автоматизированную систему удаления отходов (АСУО);
- автоматизированную систему обеспечения качества (АСОК);
- автоматизированную систему обеспечения надежности (АСОН);
- автоматизированную систему управления (АСУ).
Все системы обеспечения функционирования ГПС частично или полностью входят в состав гибкой автоматизированной линии (ГАЛ) или гибкого автоматизированного участка (ГАУ).
При необходимости обработки деталей полностью или частично на нескольких различных рабочих машинах (станках) по жесткому заранее устанавливаемому маршруту создается ГАЛ. В ГАЛ технологическое оборудование расположено в заданной последовательности технологических операций; при этом для изготовления (обработки) какого-то изделия может требоваться все или только часть оборудования линии. В ГАЛ часто включают ОЦ с автоматической сменой агрегатных головок, единым устройством загрузки, транспортировки от станка к станку и разгрузки деталей. Группы деталей обрабатываются поочередно на станках в заранее определенной последовательности по жесткому маршруту, фиксированному программой циклу и с настройкой равного времени обработки на каждом станке. Возможен вариант, когда одна деталь обрабатывается одновременно с нескольких сторон, несколькими шпиндельными головками на агрегатном ОЦ, встроенным в ГАЛ. ГАЛ имеет высокую производительность за счет потери гибкости.
ГПС со свободным маршрутом обработки деталей образует ГАУ. Это наиболее распространенный вид ГПС.
Обязательными признаками ГАЛ и ГАУ является прямое ЧПУ от центральной ЭВМ станками, другими рабочими машинами и всеми обеспечивающими их функционирование системами в диалоговом режиме.
Объединением в одну систему на базе единой АСУ двух и более ГПС начинается интеграция производства; объединением в одну систему ГПС различного производственного назначения и систем, автоматизирующих различные производственные функции, начинается создание ГАП. Таким образом, в ГАП имеет место какой-либо уровень интеграции производства. В зависимости от технологического или производственного назначения ГАП может составлять гибкий автоматизированный цех (ГАЦ). Целью полной интеграции производства является создание гибкого автоматизированного завода (ГАЗ).
ГАЦ представляет собой частичную интеграцию ГAJI, ГАУ другого технологического оборудования с ЧПУ, а также таких систем, как САПР, АСТПП и др. ГАЦ предназначен, как самостоятельная структурная единица завода, для изготовления отдельных изделий или элементов, которые являются составной частью номенклатуры изделий, выпускаемых заводом, или для выполнения какого-то вида технологического передела (заготовительный, термический, механический, сборочный, инструментальный и др.).
ГАЗ – это ГАП более высокого уровня интеграции, приближающейся к полной, представляющая совокупность ГАЦ, ГПС, предназначенная для выпуска готовых изделий регулярно меняющейся номенклатуры. ГАЗ может включать отдельно функционирующие автоматические линии, участки рабочих машин с ЧПУ, неавтоматизированные участки и цехи с универсальным оборудованием, однако они должны входить в единую систему управления на базе автоматизации сбора и передачи производственной информации для координации и принятия решений в системе управления всего ГАЗ.
В состав ГАЦ и ГАЗ частично или полностью могут входить следующие системы обеспечения их функционирования:
- автоматизированная система научных исследований (АСНИ);
- система автоматизированного проектирования (САПР);
- автоматизированная система технологической подготовки производства (АСТПП);
- автоматизированная система оперативного планирования производства (АСОПП);
- автоматизированная система моделирования производства (АСМП);
- автоматизированная система содержания и обслуживания оборудования (АССОО);
- автоматизированная система энергоснабжения и энергосбережения (АСЭСЭС);
- автоматизированная система материалоснабжения и переработки отходов (АСМСПО);
- автоматизированная система управления снабжением (АСУСнаб);
- автоматизированная система управления сбытом продукции (АСУСбыт);
- автоматизированная система управления экономикой предприятия (АСУ ЭП);
- автоматизированная система делопроизводства (АСДП);
- автоматизированная система управления кадрами (АСУКадры);
- автоматизированная система управления предприятием (АСУП).
Эти системы организуют потоки производственной информации, различных показателей деятельности предприятия, статических данных между различными уровнями управления (от каждого станка, оператора через все организационно-управленческие уровни до директора). Эти системы помогают решать задачи загрузки оборудования, следят за запасами, рассчитывают себестоимость продукции, решают задачи снабжения и сбыта и др., обеспечивают повседневный, ежечасный, ежеминутный анализ хода производства и принятия решений управленческим персоналом.
Полная интеграция в единую систему всех необходимых систем, которые становятся в этом случае подсистемами, для производства заданной продукции определяет гибкий автоматизированный завод – это завод будущего, полностью автоматизированный, гибкий, работающий 24 ч в сутки, каждый день в году и большую часть времени в «безлюдном» режиме, способный регулярно переходить на выпуск новой продукции в любое время, практически немедленно, а также способный самообновляться по мере появления новых решений, т. е. идти в ногу с достижениями науки и техники.
Таковы перспективы развития гибкого автоматизированного интегрированного производства. Внедрение гибких автоматизированных систем на современном этапе развития является неизбежным, поэтому необходимо разработать рекомендации, как создателям, так и эксплуатационникам по наиболее эффективному претворению в жизнь этой новой концепции организации производства.
3. ТЕХНОЛОГИЧЕСКАЯ ГИБКОСТЬ АВТОМАТИЗИРОВАННОГО МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Концепция гибкого производства не требует полной замены труда человека машиной и электронно-вычислительной техникой. Это следует учитывать, особенно на переходном этапе при внедрении гибких производственных систем на существующих предприятиях. Однако новые заводы, проектирование которых только начинается или ведется, должны полностью удовлетворять возможности наращивания как степени гибкости, так и степени автоматизации с тем, чтобы они с минимальными капитальными вложениями могли быть трансформированы в заводы будущего.
Гибкое производство должно внедряться постепенно с учетом реальных конкретных условий каждого предприятия. На первых этапах внедрения ГПС приоритет должен отдаваться повышению степени гибкости, а не повышению степени автоматизации; главным критерием при этом является рентабельность производства. Если автоматизация какой-то одной операции требует сложных решений, значительных капитальных вложений и при этом не обеспечивается высокая надежность, то замена человека машиной или электронно-вычислительной техникой не является оправданной. В таких случаях рациональным решением будет сохранение выполнения такой операции за человеком, создав ему хорошие условия работы средствами эргономики и малой некапиталоемкой автоматизации. На последующих этапах по мере освоения концепции гибкого производства автоматизация снова займет приоритетное место в повышении эффективности производства. Таким образом, степень гибкости не должна отождествляться со степенью автоматизации.
При рассмотрении факторов, влияющих на гибкость производства, важно правильно толковать слово «гибкий». Гибкий - это способный легко изменяться, умело и быстро приспосабливаться к условиям и обстоятельствам. Гибкий (flexible) означает способность адаптироваться к быстро изменяющимся ситуациям, легко управляемый, поддающийся влиянию. Таким образом, в отношении к производству гибкость – это возможность изменять в любой момент стратегию производства в зависимости от обстоятельств; гибкость – это такая организация производства, когда можно повторно использовать значительную долю существующих капитальных вложений и в случае, если придется полностью менять вид выпускаемой продукции. Исходя из такого понимания гибкости, следует различать четыре различных уровня автоматизации производства с учетом степени гибкости технологического оборудования.
Первый уровень – это жесткое технологическое оборудование, предназначенное для изготовления одной детали (изделия), которое по окончании выпуска изделия не может использоваться для выпуска нового изделия. В данном случае какая-либо степень гибкости отсутствует, хотя и есть автоматические линии, на которых обрабатывается узкая, фиксированная группа деталей. Примеры оборудования – обычно специальное оборудование, станки и автоматические линии из специальных станков, используемые в массовом производстве.
Второй уровень – это перестраиваемое технологическое оборудование, которое при замене его отдельных компонентов, узлов и механизмов или изменении компоновки может использоваться для изготовления нового изделия или фиксированной группы изделий. Степень гибкости перестраиваемого оборудования очень ограниченная, зависит от доли заменяемых узлов и других частей по отношению к остающимся и от объема работ, связанных с их изготовлением и перестройкой. Примеры такого оборудования - автоматические линии из агрегатных станков, созданные по агрегатно-блочному принципу.
Третий уровень – это переналаживаемое технологическое оборудование, предназначенное для одновременного выпуска ограниченной группы деталей. Для перехода на изготовление каждой детали требуется перестановка, настройка отдельных узлов, механизмов и замена некоторых устройств из имеющегося заранее изготовленного комплекта, набора (например, захваты, опорные детали, щупы, лотки и пр.). Переналадка позволяет чередовать обработку различных деталей или сборку различных изделий в зависимости от их потребности. Возможен переход и на выпуск новых деталей (изделий). В этом случае заранее должны быть изготовлены отдельные части оборудования, устройства. Переналадка обычно требует более короткой остановки производства, чем перестройка. Степень гибкости при переналадке может быть очень высокой, например, когда для ее осуществления требуется всего несколько минут (1—5 мин).
Высокая степень переналаживаемости производства, как правило, говорит о том, что в таком производстве можно изготовлять большое количество различных деталей (изделий). При этом обеспечивается быстрая и нетрудоемкая переналадка, т.е. в данном показателе учитываются также время, объем работ и количество заранее подготовленной оснастки, необходимой для переналадки.
Четвертый уровень – это гибкое технологическое оборудование, которое для чередования выпуска группы деталей, изделий или перехода на выпуск совершенно нового изделия не требует переналадки. В пределах известной номенклатуры деталей оборудование само автоматически переналаживается с обработки одного вида деталей ни обработку другого по команде с пульта управления или по команде поступившей заготовки. При использовании робототехнических средств автоматическая переналадка становится возможной и при обработке значительно отличающихся друг от друга деталей как по форме, так и технологии обработки, например, при использовании сменных или универсальных самонастраивающихся захватов робота, бесконтактных измерительных устройств и др. Определяющим фактором является наличие или отсутствие остановки технологического оборудования при переходе на обработку другой детали. Если же замена или настройка каких-то элементов и требуется, например, комплекта режущего инструмента, захватов роботов или управляющих программ и другой технологической информации, то они осуществляются параллельно с работой оборудования. Степень гибкости при этом ограничена только технологическим назначением оборудования. Примером такой гибкой автоматизации являются частично или полностью интегрированные производственные системы, имеющие обратную связь с управляющей центральной ЭВМ.
Два последних уровня переналаживаемой и гибкой автоматизации называются также программируемыми, т.е. при переходе с одного объекта производства на другой меняется порядок действий, программа действий.
На начальном этапе внедрения ГПС, при переходе обработки с одной группы деталей на другую, как правило, требуется переналадка, хотя и не очень трудоемкая и быстрая, что фактически относит такие ГПС к третьему уровню, т.е. переналаживаемым производственным системам. В дальнейшем в ходе их совершенствования, повышения надежности и увеличения интеграции управления при переходе с обработки одной группы деталей (изделия) на другие переналадка, как правило, не потребуется. Главный вклад в достижение такого уровня гибкости внесет углубление специализации и кооперации производства, а также повышение надежности работы оборудования. Такие системы будут по-настоящему гибкими, полностью отвечать пониманию термина «гибкий» и концепции гибкого производства.
Гибкость является необходимым условием производства независимо от серийности выпуска продукции. Определенный потенциал мобильности, приспособляемости к изменяющимся требованиям необходим и при массовом выпуске продукции, так как изменение номенклатуры выпускаемой продукции ускоряется. При модернизации существующих и проектировании новых заводов следует уделять гибкости должное внимание, имея в виду при этом, что не все производственные показатели находятся в прямой зависимости от степени гибкости производства. Основным качеством гибкого производства, в отличие от «жесткого», является возможность изготовлять детали тогда, когда они нужны на сборке, не создавая лишних запасов. Гибкое производство позволяет изменять конструкцию изделия в процессе его выпуска. Такая гибкость может быть достигнута надлежащим детальным планированием производства с учетом перспектив и прогноза его развития.
Важным является понимание полного значения слова «гибкость», которое включает и наличие в системе запаса производственной мощности с тем, чтобы воспринимать повышенные производственные задания. Такая гибкость противоречит стремлению постоянно обеспечивать максимальную загрузку оборудования, но без этого не может быть полной гибкости. Данный путь является альтернативой существующей организации производства, когда эта задача решается созданием запасов незавершенной продукции, что увеличивает, в свою очередь, накладные расходы.
Полная гибкость производства может быть достигнута наличием в системе возможности размещения дополнительных станков без останова ее работы. Увеличить объем выпуска можно также переходом на круглосуточную, ежедневную, круглогодичную работу, что является еще одной характеристикой полной гибкости ГПС.
Полная гибкость является относительным понятием и зависит от реальных задач производства и будущего развития средств, обеспечивающих гибкость производства. Наиболее полной гибкости ГПС соответствует возможность ее использования в целях, не предполагаемых априори. Так случилось с ГПС, первоначально установленной на одном из заводов компании «Интернейшнл Харвестр» (США), которая после закрытия завода была продана компании «Дженерал Моторс» (США). Эта система, построенная фирмой «Вайг Сандстренд», состоит из восьми ОЦ и первоначально предназначалась для обработки корпусов главной трансмиссии, корпусов заднего моста и других деталей комбайнов. Теперь на ней обрабатываются корпуса трансмиссий и запасные части автомобилей на заводе в Детройте.
Можно сформулировать понятие абсолютной, т.е. максимальной гибкости, как возможности ГПС обрабатывать любые детали в любом требуемом количестве или переходить на выпуск новой продукции в любой случайной последовательности, без дополнительных капиталовложений, без увеличения оборотных средств и без затрат дополнительного времени на переналадку. Абсолютная гибкость вряд ли будет экономически оправданной, хотя такие системы возможны и будут созданы в будущем для производства отдельных видов товаров широкого потребления. Необходимо при создании каждой системы предусматривать только экономически оправданную степень гибкости в зависимости от возможных изменений конкретных условий в будущем.
Различаются два вида гибкости: тактическая (краткосрочная) и стратегическая (долгосрочная). Первая характеризуется объемом работ и средств, необходимых для перехода с производства одного вида продукции на другой в соответствии с текущей производственной программой. Вторая – полным объемом мероприятий, необходимых для перевода производства на выпуск новой продукции при смене всей производственной программы, и теми количественными и качественными изменениями производственных мощностей, которые при этом потребуются. Определяющим показателем тактической гибкости является главным образом время перехода на выпуск разных изделий. Определяющими показателями стратегической гибкости являются величина новых капиталовложений и масштаб реконструкции.
Гибкость может также быть встроенной, что определяется самонастраиванием системы, т.е. способностью адаптироваться к всякого рода внутренним и внешним изменениям без вмешательства со стороны оператора, и потенциальной, т.е. способной адаптироваться к будущим изменениям, задаваемым вне системы. При этом необходима внешняя команда на адаптацию или вмешательство человека для надлежащей перестройки работы системы.
Различные виды гибкости находятся в сложных взаимосвязях, которые в большинстве своем не являются прямыми. Поэтому достижения максимальных результатов возможно при выборе оптимальной степени гибкости системы с учетом всех влияющих на нее факторов. При решении этой задачи необходимо рассматривать и стоимостные показатели, степень универсальности или специализации станков, необходимый уровень нормализации деталей и узлов и др. Станки ОЦ, как правило, должны иметь широкие возможности по выполнению всех необходимых видов обработки заданных и перспективных групп деталей. За счет подбора степени гибкости можно уменьшить количество связанных в одну систему станков, что повышает надежность всей системы. Следует рассматривать и другие альтернативные пути решения задач оптимизации степени гибкости ГПС. Имеется широкий набор технологических, конструкторских, организационных и экономических факторов, от сочетания которых зависит степень гибкости системы. Многие из этих факторов еще ждут своего анализа в ходе дальнейшего развития науки и техники.
Гибкость производственных систем определяется следующими главными показателями:
- уровнем производительности;
- величиной себестоимости;
- стабильностью высокого качества продукции;
- эффективностью использования средств производства;
- численностью обслуживающего системы персонала и характеристиками условий труда.
Целью создания ГПС не должно быть достижение высокой гибкости системы ради самой гибкости. В системе при ее создании должны быть предусмотрена такая степень гибкости, которая необходима для достижения экономически наивыгоднейших значений главных показателей. Эта задача чаще всего должна решаться в условиях, когда продукция будущего производства не определена конкретно, а задана в широких пределах с учетом ее изменений в перспективе. Например, выбор оборудования. Эта стратегическая задача фактически решается при неизвестных диапазонах изменений ассортимента изделий и масштабах прогресса автоматизации, который будет достигнут еще при жизни проектируемой системы. Основным в задаче является определение оптимального сочетания требуемого для производства количества и видов оборудования с уровнем необходимой гибкости, обеспечиваемым системой для достижения высоких показателей работы ГПС. Средствами решения такой задачи являются прогнозирование возможных условий и моделирование различных вариантов.
Анализ взаимосвязи между главными показателями производства и факторами, определяющими гибкость» дает возможность определить четыре основных, наиболее важных качества гибкости:
- универсальность – способность системы обрабатывать разные детали различного количества во время нормальной работы системы без какой-либо ее модификации;
- повторяемость – способность системы неоднократно возвращаться к выполнению ранее выполненных работ, после завершения новой работы;
- приспособляемость – способность системы после ее отладки быть измененной таким образом, чтобы обрабатывать другие детали посредством введения надлежащих изменений извне или путем самонастраивания;
- нечувствительность – способность системы адаптироваться к изменениям окружающей обстановки, отклонениям параметров заготовок, условий производства при гарантии выполнения всех предписанных ей технических требований, без возникновения собственных нарушений и потери качества продукции.
В традиционном производстве чем выше универсальность, тем ниже производительность, выше себестоимость и занятость рабочих. В гибком производстве эти зависимости изменяются. При высокой универсальности технологического оборудования достигается высокая производительность, низкая себестоимость уменьшается занятость обслуживающего персонала, обеспечивается малолюдность и хорошие условия работы (отсутствуют монотонность, тяжелый физический труд). Высокая приспособляемость гибких систем повышает эффективность, обеспечивает высокое качество продукции и условий труда, но влечет за собой повышение себестоимости продукции за счет роста стоимости самих систем и в то же время снижение себестоимости за счет роста производительности и сокращения прямых затрат, обеспечивает повышение качества продукции и условий труда. Такие же взаимосвязи существуют между повторяемостью и эффективностью, себестоимостью и качеством продукции. Нечувствительность повышает производительность за счет сокращения общего количества отказов и потерь времени по различным причинам, повышает эффективность использования всего комплекса оборудования системы, качество продукции, уменьшает количество обслуживающего персонала, улучшает условия труда, снижает брак.
Определение зависимости показателей производства от качеств гибкости является трудно решаемой задачей, поэтому только из глубокого анализа всех факторов можно определить их оптимальное соотношение. Этот анализ должен выполняться совместно создателями и потребителями; он должен способствовать определению различных параметров системы, влияющих на ее гибкость, и учитывать, каким образом выбранные параметры системы отразятся на себестоимости продукции, включая как прямые, так и все косвенные затраты производства, которые могут быть уменьшены благодаря применению этой новой современной организации производства. Задача оптимизации гибкости в зависимости от различных факторов решается с помощью имитационного моделирования, которое стало широко применяться в прединвестиционном анализе и обосновании выбора ГПС. Факторы, определяющие гибкость, зависят от конкретных условий, целей и задач производства, для которого создается ГПС.
4. ГРУППОВАЯ ОБРАБОТКА –
ОСНОВА ФОРМИРОВАНИЯ ГПС
4.1. Особенности групповой обработки
Проектирование технологических процессов механообработки остается до сих пор одним из самых слабых звеньев в системах автоматизированного проектирования и технологической подготовки производств. Особенно это актуально в случаях разработки техпроцессов для серийных и мелкосерийных производств, которые преобладают сейчас в машиностроении. Это связано с тем, что данный этап проектирования является наименее формализованным и поэтому трудно реализуемым в автоматизированных системах проектирования. Существующие системы используют для проектирования методы разработки технологических процессов, не в полной мере позволяющие учесть особенности конкретной производственной системы, либо предлагают технологу проектирование технологического процесса (ТП) в диалоговом режиме, когда система выступает в качестве автоматизированного справочника и является средством оформления технологической документации для разрабатываемого процесса. Выйти из сложившейся ситуации возможно путем разработки новых подходов к проектированию технологических процессов, учитывающих характер многономенклатурного серийного и мелкосерийного производства, разработка и внедрение систем автоматизированного проектирования (САПР), автоматизированных систем технологической подготовки производства (АСТПП), основанных на новых принципах создания технологии. Исследованиями в области организации и проектирования технологических процессов занимались СП. Митрофанов, А.П. Соколовский, В.М. Базров, А.В. Королев и другие. Однако в настоящее время в существующих методах создания технологии, ориентированных на формализацию процесса проектирования ТП в условиях многономенклатурного серийного и мелкосерийного производства, недостаточно полно отражен этап формирования последовательностей обработки поверхностей деталей с учетом реальных данных о состоянии производственной системы. Поэтому совершенствование методов создания технологии путем 5 полной формализации проектных действий, позволяющих обеспечить разработку ТП в условиях широкой номенклатуры изготавливаемых деталей с учетом складывающейся производственной ситуации, является актуальной задачей на современном этапе развития машиностроения. Цель работы состоит в совершенствовании технологической подготовки механообрабатывающих производственных систем на основе создания методики и автоматизированной подсистемы формирования схем обработки поверхностей деталей типа тел вращения в системе планирования многономенклатурных технологических процессов.
4.2. Типовой принцип проектирования технологических процессов
Типовой технологический процесс разрабатывается для изготовления в конкретных производственных условиях типового представителя группы изделий, обладающих общими конструктивно-технологическими признаками. К типовому представителю группы изделий относят изделие, обработка которого требует наибольшего количества основных и вспомогательных операций, характерных для изделий, входящих в эту группу. Типизация технологических процессов может производиться по трем направлениям: 1) обработки отдельных поверхностей; 2) обработки отдельных (типовых) сочетаний поверхностей; 3) обработки заготовок. Работа по типизации технологических процессов в любом из указанных направлений начинается с проведения классификации. Признаками для классификации элементарных поверхностей являются: форма поверхности; требуемая точность (по размеру, форме и качеству); размеры; материал изделия. Признаками для классификации типовых сочетаний поверхностей являются: конфигурация отдельных поверхностей; взаимное расположение их; точность обработки отдельных поверхностей и точность их взаимного расположения; размеры отдельных поверхностей; соотношение размеров между ними; материал обрабатываемой заготовки.
В процессе типизации технологических процессов обработки типовых сочетаний поверхностей, составляют план обработки данного сочетания поверхностей по операциям в нескольких вариантах, устанавливают последовательность переходов для каждой операции, определяют типы режущих и мерительных инструментов для отдельных переходов. Признаками для классификации заготовок являются: конфигурация заготовки; ее размеры; точность обработки и качество обрабатываемых поверхностей; материал заготовки. Кроме указанных основных признаков, определяющих характер и содержание технологического процесса, на построение последнего большое влияние оказывают условия его осуществления. К таким условиям, прежде всего относятся: объем общего производственного задания и размеры отдельных партий обрабатываемых заготовок; общая производственная обстановка. В связи с тем, что первые четыре признака относятся непосредственно к заготовке и выявляются из ее чертежа, они и принимаются в основу технологической классификации заготовок. В основу построения технологической классификации заготовок проф. А.П. Соколовский принимает классы, которые, в свою очередь, подразделяются на подклассы, группы и подгруппы. Под классом понимается совокупность заготовок, характеризуемых, общностью технологических задач, решаемых в условиях определенной конфигурации этих заготовок. По классификации А.П. Соколовского предусмотрено 14 классов (валы, втулки, диски, эксцентриковые заготовки, крестовины, рычаги, плиты, угольники, бабки, зубчатые колеса, фасонные кулачки, ходовые винты и червяки, мелкие крепежные детали).
4.3. Сущность и организация групповой обработки. Комплексная заготовка
Современный этап развития науки и техники характеризуется качественными изменениями, связанными с автоматизацией инженерного труда на основе широкого и эффективного использования вычислительной техники, что является одним из важных элементов комплексной автоматизации производства. Технологическая подготовка производства является составной частью технической подготовки производства и представляет собой совокупность мероприятий, обеспечивающих требуемое качество и экономичность изготовления изделий. Одной из основных функцией технологической подготовки производства является разработка технологических процессов изготовления деталей. Разработка технологических процессов неавтоматизированными методами является трудоемкой и позволяет сравнивать ограниченное число вариантов даже на отдельных этапах проектирования. Все это приводит в итоге к потере качества технических решений и длительным срокам ТПП. При неавтоматизированной разработке лишь незначительная часть времени затрачивается на принятие решений, а остальное - на поиск нужной информации и оформление результатов. ЭВМ во много раз быстрее человека обеспечивает хранение и поиск информации, вычисление по известным алгоритмам, формулам и математическим моделям, а также выдачу необходимых форм технологической документации. Поэтому основными задачами автоматизации ТПП являются: 1) ускорение разработки ТП при обновлении или увеличении номенклатуры производимой продукции; 2) повышение качества ТП, а следовательно, и качества продукции предприятия; 3) обеспечение оптимальных технологических разработок путем выбора из множества возможных решений, создаваемых на ЭВМ. Создание автоматизированных систем технологической подготовки производства (АСТПП) базируется на формальном представлении всей совокупности процессов инженерной деятельности во время проектирования. В настоящее время для создания АСТПП используются следующие подходы к проектированию ТП: 1) групповой принцип проектирования ТП; 2) типовой принцип проектирования ТП; 3) модульный принцип проектирования ТП; 4) диалоговое проектирование ТП; 5) планирование многономенклатурных ТП. Рассмотрим эти принципы проектирования с позиции применимости их для построения АСТПП.
Метод групповой обработки, предложенный проф. С.П. Митрофановым, является развитием идей типизации технологических процессов. За основу метода принимается технологическая классификация заготовок, заканчивающаяся формированием группы, являющейся главной технологической единицей групповой обработки. Групповой метод – метод унификации технологии производства, при котором для групп однородной по тем или иным конструктивно-технологическим признакам продукции устанавливаются однотипные высокопроизводительные методы обработки с использованием однородных и быстропереналаживаемых орудий производства; при этом обеспечиваются быстрота и экономичность производства, его подготовки и переналадки.
4.4. Принципиальные основы группового метода производства
Основами группового метода производства являются:
1. методика группировки деталей;
2. разработка технологического процесса для группы деталей;
3. методика классификации и конструирования групповых приспособлений и инструментальных наладок;
4. целевая модернизация и специализация оборудования;
5. внедрение групповых поточных и автоматических линий.
Построение технологической классификации заготовок при групповой обработке основывается на объединении в общий класс совокупности деталей, характеризующихся общностью типа оборудования, необходимого для получения или обработки заготовки в целом или отдельных ее поверхностей. Таким образом, при групповой обработке создают классы заготовок по видам обработки.
Основным признаком для объединения заготовок в группы по отдельным технологическим операциям является общность обрабатываемых поверхностей или их сочетаний. В связи с тем, что из большого количества отдельных поверхностей при их различных сочетаниях может быть образована разнообразная конфигурация заготовок, в состав группы могут и действительно часто включаются заготовки различной конфигурации. Группа заготовок, обрабатываемых с одной наладки. При формировании группы заготовок учитываются следующие признаки: общность элементов, составляющих конфигурацию заготовки, а следовательно, и общность поверхностей, подлежащих обработке; точность и шероховатость обрабатываемых поверхностей; однородность исходной заготовки и обрабатываемого материала, позволяющая осуществление обработки одинаковыми способами и общими режущими инструментами; близость размеров исходных заготовок, позволяющая их обрабатывать на одном и том же оборудовании в однотипных приспособлениях; серийность выпуска заготовок и трудоемкость их обработки по существующей программе. Групповая технологическая операция разрабатывается для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при условии возможности подналадки средств технологического оснащения.
Групповой технологический процесс состоит из совокупности групповых технологических операций, обеспечивающих обработку различных заготовок группы (или нескольких групп) по общему технологическому маршруту. При групповом технологическом маршруте некоторые заготовки или их группы могут пропускать отдельные операции. Групповой технологический процесс предназначен для совместного изготовления или ремонта группы изделий различной конфигурации в конкретных условиях производства на специализированных рабочих местах. Таким образом, группа заготовок создается для выполнения операции на одном и том же станке при его неизменной наладке. В отдельных случаях при переходе к обработке другой заготовки данной группы допускается незначительная подналадка станка, однако она должна быть осуществлена с минимальной затратой времени. Схему групповой наладки станка разрабатывают для наиболее сложной заготовки группы, включающей в себя все поверхности, встречающиеся у остальных заготовок. Если среди более простых заготовок группы встречаются отдельные поверхности, отсутствующие у других заготовок, то эти поверхности искусственно добавляют в чертеж. Такая усложненная заготовка называется комплексной. На рис. 2 приведена схема создания комплексной заготовки путем искусственного объединения отдельных поверхностей более простых заготовок группы. Настройка станка, осуществленная для комплексной заготовки, дает возможность без серьезной переналадки обработать любую заготовку группы. Создание комплексных заготовок удобно для осуществления групповой наладки станков токарно-револьверной группы. При проектировании групповой обработки на станках других видов (например, фрезерных или шлифовальных) понятие комплексной заготовки теряет свое значение. Групповые операции с успехом применяют для заготовок, цикл изготовления которых ограничивается одной операцией, а также для заготовок, которые после данной групповой операции проходят обработку по индивидуальным процессам или входят в новые группы заготовок, формируемые для других операций. В тех случаях, когда в группу удается объединить заготовки с одинаковым типовым технологическим маршрутом по различным групповым операциям, имеет место групповой технологический процесс. Такой процесс осуществляется на разнотипном оборудовании. При этом все заготовки группы могут последовательно проходить через все операции типового маршрута или часть этих заготовок проходит только те операции, которые для них необходимы, а остальные операции маршрута пропускаются. По указанному принципу строят групповые поточные и автоматические линии,
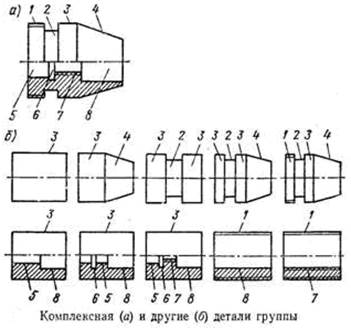
Рис. 2. Схема создания комплексной заготовки
На рис. 2 показан ряд деталей, причем одинаковые (по своему виду) поверхности этих деталей обозначены одними и теми же цифрами: 1 — наружная резьба; 2 — наружная канавка; 3 — цилиндрическая наружная поверхность; 4 — коническая наружная поверхность; 5 — поверхность с уступами внутренняя; 6 — внутренняя канавка; 7 — внутренняя резьба; 8 — цилиндрическая внутренняя и две торцовые поверхности — левая и правая
Проектирование групповой технологии обработки выполняют в такой последовательности:
1. По чертежам изделий завода производят отбор заготовок, которые могут быть обработаны на одинаковом оборудовании при установке в однотипных приспособлениях с применением одинакового инструмента. Определяют фактическую трудоемкость обработки отобранных заготовок в количестве, обеспечивающем полное выполнение программы в течение определенного планового периода.
2. Устанавливают окончательный состав группы заготовок исходя из необходимости загрузки оборудования в течение выбранного планового периода при минимальных переналадках для других групп заготовок.
3. После уточнения состава группы создают комплексную заготовку, устанавливают последовательность и содержание переходов групповой операции и разрабатывают схему групповой наладки станка.
4. После разработки схем групповой наладки и уточнения содержания технологических переходов проектируют и изготовляют групповую оснастку. При этом проектируют групповые приспособления и инструменты, производят целевую модернизацию станков, создают специализированные станки для групповой обработки. Создание групповых процессов изготовления деталей может базироваться на различных методах группирования деталей.
При этом возможно:
1) группирование деталей - по конструктивно-технологическому сходству (группы валиков, втулок, шестерен и др.);
2) группирование деталей по их элементарным поверхностям, позволяющее установить варианты обработки этих поверхностей, а из комбинации элементарных процессов получить техпроцесс изготовления любой детали;
3) группирование деталей по преобладающим видам обработки (типам оборудования), единству технологического оснащения и общности наладки станка.
При первом и третьем подходе к формированию групп деталей больше внимания уделяется не обработке одной отдельно взятой поверхности детали, а получению максимальной эффективности при обработке всей группы на отдельно взятой операции. Поэтому говорить о формировании схем обработки для элементарных поверхностей детали в полном объеме не приходится. К тому же технологические переходы, включенные в групповую операцию, как 14 правило, не являются наиболее оптимальными для обработки каждой элементарной поверхности отдельно взятой детали из группы.
При втором подходе к формированию групп деталей построение схем обработки элементарных поверхностей деталей производится в наиболее полном объеме, при условии, что будут охвачены все поверхности детали, и групповая обработка будет организована на всех этапах формирования поверхности. Организация групповой обработки по всем возможным ее направлениям (отдельные операции; групповой технологический процесс; групповая многопредметная поточная линия и, наконец, групповая автоматическая линия) дает большой экономический эффект по ряду показателей работы предприятия:
- повышается производительность обработки за счет: перевода обработки заготовок единичного и мелкосерийного производств с менее производительных, на более производительные станки (с токарных на револьверные, с револьверных — на автоматы); применения высокопроизводительных групповых приспособлений и групповой оснастки; сокращения затрат подготовительно-заключительного времени на настройку и переналадку станка, затрат вспомогательного времени и повышения общего коэффициента использования станка по времени; применения специализированных для выполнения групповых операций высокопроизводительных станков и упрощенных станков с программным управлением для групповой обработки определенных типоразмеров заготовок; создания в условиях мелкосерийного и серийного производств групповых многопредметных поточных и автоматических линий.
- сокращаются сроки технической подготовки производства и освоения новых производств (во многих случаях для заготовок новых изделий подходят существующие групповые процессы и наладки, уже оснащенные необходимыми средствами производства).
- упрощается и удешевляется проектирование и изготовление специальной оснастки, заменяемой групповой.
- облегчается и удешевляется модернизация станков, приобретающая характер целевой модернизации станков для обработки вполне определенных групп заготовок.
- улучшается технологическая отработка конструкции путем передачи конструкторскому отделу в качестве рекомендуемых типоразмеров деталей технологических классификаторов существующих групповых процессов (в том числе альбомов чертежей комплексных заготовок).
- создаются большая производственная гибкость метода и неразрывная связь с вопросами организации и планирования производства. При формировании группы заготовок учитывают вопросы планирования производства и равномерной загрузки станков. Группу создают не только по технологическим соображениям, но и с учетом необходимости выполнения конкретной производственной программы. При изменении программы состав группы можно легко изменить дополнением новых или исключением заготовок, ставших ненужными.
Групповая технология позволяет охватить малый процент от общей номенклатуры производимых изделий для построения гибких автоматизированных систем, остальная же масса деталей обрабатывается на неавтоматизированном оборудовании по единичной технологии. Практическое осуществление групповой обработки заготовок в условиях единичного и мелкосерийного производств связано с необходимостью преодоления серьезных трудностей организации оперативного планирования. В этом случае на одном станке обычно выполняется обработка нескольких групп заготовок или в дополнение к этому предусматривается еще изготовление ряда заготовок по единичным процессам, требующим особых наладок. Требования внеочередного изготовления заготовок, не входящих в группу, на которую настроен станок, разрушают основу групповой обработки. В связи с этим практическое применение групповой обработки требует предварительной проработки вопросов организации и планирования производства, расчета необходимых межоперационных заделов, определения целесообразных размеров партий обрабатываемых заготовок. Следовательно, подготовку группового производства в условиях единичного и мелкосерийного производств необходимо производить совместными усилиями технологов, конструкторов и экономистов, работников планово-производственных служб предприятия.
Метод групповой обработки деталей нашел широкое применение в единичном, мелкосерийном и серийном производстве.
Под групповой организацией производства понимается такая форма организации, которая характеризуется совместным изготовлением или ремонтом групп изделий различной конфигурации на специализированных рабочих местах.
Метод групповой обработки подробно разработан профессором Митрофановым и является развитием типизации технологических процессов. За основу метода принимается классификация заготовок, которая заканчивается формированием групп. Группа – главная технологическая единица групповой обработки.
Группа заготовок создается при обработке на одном станке при неизменной наладке. При переходе к обработке другой заготовки из этой же группы допускается незначительная переналадка (замена сверла на другой диаметр, переустановка упоров и т.д.), т.е. создаются группы и классы заготовок по видам обработки: на токарных, револьверных и т.д.
Схема групповой наладки станка, разрабатывается для наиболее сложной заготовки группы, которая включает в себя все поверхности встречающиеся у отдельных заготовок. Если среди более простых заготовок этой группы встречаются отдельные поверхности, отсутствующие у других заготовок (конус, фаска, канавка и т.д.), то эти поверхности искусственно добавляют в чертеж сложной заготовки, такая усложненная заготовка называется комплексной, она удобна для создания групповой наладки станков токарно-револьверной группы и позволяет без серьезной переналадки обрабатывать любую заготовку группы. Для фрезерных и шлифовальных станков понятие комплексной заготовки отсутствует, организация групповой обработки заготовок вращения значительно повышает производительность, т.к. делает возможным перевод обработки заготовок с токарных станков на револьверные и автоматы, при сравнительно небольших партиях деталей.
Методы групповой обработки в настоящее время распространены на плоскостные заготовки, рычаги, кронштейны, корпусные заготовки. Групповая обработка таких заготовок связана с дополнительными трудностями базирования, т.к. базирующие поверхности большей частью оказываются различными. Различны для них и условия зажима, в этих случаях создаются быстро перенаправляемые групповые приспособления, в которых создают общую постоянную часть, т.е. корпус, к которому прикрепляют сменные элементы для ориентирования и фиксации заготовок.
При переходе к обработке другой заготовки этой же группы сменные части приспособления быстро заменяют другими без снятия корпуса приспособления со станка, т.о. типизация технологических процессов и групповая обработка заготовок позволяет перенести высокопроизводительные методы массового производства в серийное, при этом повышает производительность, за счет:
- применения высокопроизводительных групповых приспособлений и групповой оснастки;
- перевода обработки заготовок единичного, мелкосерийного производства на более производительные станки;
- сокращение затрат подготовительно-заключительного времени на настройку и перенастройку станка;
- применение высокопроизводительные специализированных станков и упрощенных станков с ЧПУ.
4.5. Разработка технологических процессов
Одной из основных задач, решаемых ТПП, является разработка, отладка и внедрение технологических процессов изготовления изделий.
Технологический процесс – это часть производственного процесса, представляющая собой совокупность действий с предметами труда, связанных с последовательным изменением формы, размеров или свойств материала заготовки или полуфабриката с целью получения детали или изделия с заданными техническими характеристиками.
В настоящее время в машиностроении применяются три вида технологических процессов, различающихся уровнем унификации: единичные технологические процессы на каждую деталь, групповые и типовые техпроцессы
При разработке технологического процесса должны учитываться следующие факторы: объем выпуска; тип производства; конструкция и размеры детали; материал детали; метод изготовления заготовки; технические требования, предъявляемые к детали (сборочной единице); применяемое оборудование и средства технологического оснащения; методы контроля при изготовлении деталей (сборочных единиц).
Основным видом технической документации при разработке технологических процессов являются маршрутные карты и карты технологических процессов. В маршрутных картах устанавливается последовательность прохождения обрабатываемой детали или сборочной единицы по цехам, а внутри цехов по операциям с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах.
В картах технологических процессов содержатся описание процесса изготовления по всем операциям и данные о технологическом оснащении, материалах и трудовых нормативах.
Технологические процессы по степени их детализации подразделяются на маршрутные, маршрутно-операционные, операционные. Для деталей единичного производства разрабатываются маршрутные технологические процессы. На изделия серийного и крупносерийного типов производств разрабатываются маршрутно-операционные и операционные технологические процессы. Для массового производства применяют операционные технологические процессы, в которых указаны все переходы, режимы обработки, эскизы наладок, способы крепления и измерения деталей, планировка рабочего места.
Исходными данными для составления маршрута обработки служат рабочие чертежи деталей и сборочных единиц, спецификации конструкторской документации, технические условия, производственная структура предприятия.
Разработка технологического процесса начинается с поиска аналогичных технологических процессов, выбора рационального способа изготовления деталей и сборки изделий. Принимаются решения об организации специализированных участков, поточных линий, гибких автоматизированных производств, о разработке технологических планировок цехов и участков. Составляется маршрут прохождения детали по цехам, начиная от получения заготовки до поступления ее на центральный комплектовочный склад или в сборочный цех. Маршрут составляется на основе действующих типовых и групповых технологических процессов с учетом загрузки оборудования и объема выпуска изделий. Большое значение имеют разработанные на данном предприятии классификаторы деталей и оснастки, а также стандарты предприятия (СТО) на применяемые материалы, средства технологического оснащения и метрологическое обеспечение.
Технолог, разрабатывающий технологический процесс, определяет вид и способ получения заготовки, выбирает технологические базы, последовательность и содержание технологических операций. Если на предприятии отсутствует оснастка на данную деталь, то технолог оформляет заявку на ее проектирование и передает в конструкторское бюро отдела главного технолога (КБ ОГТ).
Следующий этап – нормирование технологических процессов и определение профессий или квалификации исполнителей. Эту работу выполняет бюро нормирования отдела организации и оплаты труда. Нормирование производится на основании данных технологического процесса, чертежа детали и оснастки, используемого оборудования и действующих отраслевых и заводских нормативов.
Параллельно ведется работа по расчету норм расхода материальных ресурсов. Эту работу выполняет бюро материальных нормативов отдела главного технолога. Затем составляется ведомость материальных нормативов на изделие в целом, которая передается в отдел материально-технического снабжения для обеспечения производства необходимыми материалами. Далее технологические процессы утверждаются главным технологом, копируются и передаются в цехи.
Применение стандартных технологических решений, таких как выбор заготовок, выбор технологических операций, схем базирования, типовых маршрутов обработки деталей и т.п., позволяет сократить сроки освоения новых изделий и обеспечить их высокое качество. Сокращение сроков, стоимости и повышение качества разработки технологических процессов может быть достигнуто и за счет применения типовых, групповых и стандартных технологических процессов.
Типизация технологических процессов представляет собой комплекс работ, включающий:
- систематизацию и анализ возможных технологических решений при изготовлении изделий каждой классификационной группы;
- проектирование оптимального для данных производственных условий типового процесса изготовления изделия каждой классификационной группы при одновременном решении всего комплекса технологических задач.
Общим для группы деталей является типовой технологический процесс, имеющий единый план обработки по основным операциям, однотипное оборудование и оснастку.
При разработке типового технологического процесса за основу берется действующий технологический процесс изготовления конкретной детали, наиболее полно отвечающий требованиям выбора оптимального варианта для типового представителя. При выборе вариантов технологического процесса следует учитывать, что для одной и той же детали могут быть разработаны различные варианты технологического процесса, равноценные с точки зрения технологических требований к изделию, но имеющие различные значения экономических показателей.
Наиболее высокий уровень типизации технологических процессов характерен для массового производства, так как каждый процесс является типовым.
Разработка типовых технологических процессов осуществляется по следующим этапам:
1. Классификация объектов производства – создают группы объектов производства, обладающих общностью конструктивно-технологических характеристик, выбирают типовые представители групп объектов производства.
2. Количественная оценка групп объектов производства – определяют тип производства для каждого типового представителя групп изделий (единичное, серийное или массовое).
3. Анализ конструкций типовых представителей объектов производства по чертежам и техническим условиями, а также программ выпуска и типа производства – разрабатывают основные маршруты изготовления типовых конструкций, включая заготовительные процессы.
4. Выбор заготовки и методов ее изготовления – определяют вид исходной заготовки, выбирают метод ее изготовления и производят технико-экономическую оценку выбора заготовки.
5. Выбор технологических баз.
6. Выбор вида обработки (механическая обработка резанием, обработка давлением, литье и др.) – оценивают точностные характеристики метода и качество поверхности изделия, выбирают метод обработки.
7. Составление технологического маршрута обработки – устанавливают последовательность операций и определяют группы оборудования по операциям.
8. Разработка технологических операций – производят рациональное построение технологических операций; выбирают структуры операций; устанавливают рациональную последовательность переходов и операций; выбирают оборудование, обеспечивающее оптимальную производительность при условии обеспечения требуемого качества; рассчитывают загрузку технологического оборудования; выбирают конструкции технологической оснастки; устанавливают принадлежность выбранной конструкции к стандартным системам оснастки; определяют исходные данные, необходимые, для расчетов оптимальных режимов обработки, и рассчитывают эти режимы; определяют исходные данные, необходимые для расчетов норм времени, и рассчитывают эти нормы; устанавливают разряд работ и обосновывают профессии исполнителей для выполнения операций в зависимости от сложности этих работ.
9. Расчет точности, производительности и экономической эффективности вариантов типовых технологических процессов – выбирают оптимальный вариант типового технологического процесса.
10. Оформление типовых технологических процессов – согласовывают и утверждают типовой технологический процесс со всеми необходимыми службами предприятия.
Групповой метод – это такой метод унификации технологии производства, при котором для однородных по конструктивно-технологическим признакам групп деталей применяются однотипные высокопроизводительные методы обработки и быстропереналаживаемое оборудование. Под групповым технологическим процессом понимается процесс изготовления или ремонта групп изделий различной конфигурации на специализированных рабочих местах.
Организация группового производства в условиях единичного, мелко- и среднесерийного производства позволяет сократить объем технической документации, трудоемкость ее разработки, а также повысить технико-экономические показатели производственной деятельности предприятий и качество выпускаемой продукции. Для группового производства характерна целевая специализация производства.
Можно выделить три направления группирования деталей:
1. Создание групп деталей с циклом обработки, который начинается и заканчивается на одном и том же типе оборудования (обработка на токарно-револьверных станках, автоматах и т.п.).
2. Создание групп, состоящих из отдельных детале-операций, при незаконченном цикле обработки (остальные операции входят в другие группы или выполняются по индивидуальным процессам).
3. Создание групп деталей, имеющих многооперационный технологический процесс, выполняемый на разнотипном оборудовании.
Наиболее широкое распространение на машиностроительных и приборостроительных предприятиях получили первые два направления. Третье направление является основой для создания многопредметных групповых поточных линий.
Целью группирования деталей является разработка единого унифицированного процесса для деталей разных типов. При группировании деталей по отдельным операциям (первые два направления) в группу входят детали, обрабатываемые на однотипном оборудовании, имеющие общие признаки и прежде всего общность базовых и обрабатываемых поверхностей. Следствием последнего признака является общность выполняемых операций и переходов.
Для всех деталей группы создается единая последовательность переходов, проектируется и изготавливается общее групповое приспособление, групповая наладка.
Для группы деталей, особенно тел вращения, целесообразно создавать комплексную деталь. Комплексная деталь включает элементы, составляющие любую деталь данной группы.
5. ИНСТРУМЕНТАЛЬНОЕ ОБЕСПЕЧЕНИЕ ГПС
Организация инструментального обеспечения ГПС зависит во многом от организации всего инструментального хозяйства предприятия и непосредственно влияет на объем и автоматизацию всех контрольно-измерительных работ. Надлежащая организация инструментального хозяйства и выполнение контрольно-измерительных работ могут быть обеспечены только, если они рассматриваются как единая организационная система. Вся совокупность производственных задач организации инструментального хозяйства и контрольно- измерительных работ может быть систематизирована следующим образом.
Центральный инструментальный склад завода. Центральный склад осуществляет приемку, хранение, учет и выдачу всей технологической оснастки (покупной и собственного изготовления режущий, формирующий, контрольный инструмент и другую оснастку). Задача склада состоит не просто в складировании, учете и раздаче, а прежде всего в своевременном обеспечении инструментом и оснасткой всех производственных участков, включая и ГПС, предприятия по их автоматическому запросу. Можно выделить следующие функции склада как автоматической системы:
- снабжение и учет имеющегося количества, необходимой номенклатуры инструмента по общепринятой или ведомственной классификации;
- контроль качества поступающих покупных изделий на склад;
- сортировка, если необходимо, дополнительная сборка, маркировка и кодирование в соответствии с принятой на данном предприятии системой кодов;
- автоматическое хранение и выдача инструмента по автоматическому запросу поштучно или наборами, включая автоматический подбор и установку на транспортную тару, которая определенным образом адресуется и проверяется на соответствие запроса.
Межцеховые, межсистемные транспортные средства, связывающие различные производственные подразделения и ГПС. Возможны три организационных варианта: 1) межсистемные, специально для доставки инструмента и оснастки, 2) общие межцеховые транспортные и 3) общие для межцеховой, межсистемной и внутрисистемной (межоперационной) транспортировки.
Инструментальный цех, производящий специальную оснастку, специальный инструмент, штампы, пресс-формы, приспособления и восстановление, заточку инструмента. На переходном этапе от традиционного к гибкому производству наличие таких цехов, видимо, будет неизбежным. В дальнейшем с углублением специализации, стандартизации и унификации технологической оснастки потребность в инструментальных цехах отпадет. Специальная оснастка будет изготовляться на ГПС основного производства.
Система обеспечения качества продукции и организации технического контроля. В ее состав должны входить:
- подсистема управления качеством продукции, автоматический сбор и анализ информации о качестве продукции, причинах брака; статистические методы управления качеством, организационные меры и предписания по обеспечению качества;
- центральная лаборатория точных измерений, метрологическое обеспечение качества продукции, контроль и систематическая аттестация средств измерений, хранения эталонов, контроль за состоянием метрологических средств и контрольно-измерительных машин с ЧПУ;
- контрольно-измерительный модуль, включающий автоматический мониторинг получения заданных размеров во время обработки, адаптивный контроль размеров в процессе резания, цикловой контроль (проверка размеров на станке между переходами) и систему автоматической подналадки инструмента на размер между переходами или в процессе резания за счет обратной связи с ЧПУ.
Инструментальный модуль ГПС как целевая составляющая механообрабатывающей ГПС включает:
- весь режущий и контрольный инструмент переменного количества и номенклатуры, обеспечивающий обработку различных групп деталей в пределах технологических возможностей станочных модулей;
- комплекс оборудования участка настройки инструмента вне станка, наладки Многорезцовых блоков, комплектации сменных инструментальных магазинов или других накопителей как индивидуальных, так и общих, централизованных магазинов, автоматических инструментальных складов на все или отдельные станочные модули в ГПС;
- транспортные средства доставки: инструмента к магазинам на станках или инструментальным складам ГПС, магазинов к станкам и их установки на станках, а также средства загрузки инструмента в магазины на станках или в склады и подачи инструмента со склада на станок (роботы, транспортеры, робокары и пр.);
- автоматические системы мониторинга состояния, стойкости каждого инструмента, его поломки, измерения износа и осмотра режущей кромки, учета отработанного ресурса и замены дублерами.
Из перечисленного следует выделить контрольно-измерительный модуль, включающий автоматический мониторинг получения заданных размеров (из системы обеспечения качества), и инструментальный модуль, которые непосредственно входят в состав ГПС. Они тесно связаны между собой физически и программным обеспечение, так как могут использовать общие средства, датчики, контрольные щупы.
Практика эксплуатации первых ГПС показывает, что работа контрольно-измерительного и инструментального модулей больше всего зависит от всякого рода случайностей. Их состояние, жизнеспособность менее предсказуемы, чем других модулей. Работа именно этих модулей определяет качество продукции, а во многом и производительность в результате сокращения суммарных потерь времени на инструмент.
Гибкость производственных систем находится в непосредственной зависимости от всех перечисленных модулей, каждый из которых имеет свои факторы гибкости. Например, одним из факторов гибкости инструментального модуля является относительное количество видов инструмента, которое можно измерять отношением максимального количества различных технологических переходов к минимальному количеству наименований инструмента, требуемого для выполнения этих переходов. Общее количество имеющегося инструмента должно быть достаточным, но оно практически не влияет на гибкость системы. Главным является не столько сокращение общего количества инструмента, сколько сокращение количества видов инструмента, сокращение числа настроек и всякого рода перемещений инструмента. В противном случае большое количество наименований инструмента влечет за собой увеличение числа настроек инструмента вне станка, которые долгое время будут выполняться вручную, снижает эффективность использования инструмента и, что не менее важно, ведет к большей вероятности внесения ошибок со стороны человека, а в случае автоматической поднастройки увеличивает цикл обработки каждой детали.
Гибкость производственной автоматизированной системы зависит, прежде всего, от величины номенклатуры, универсальности, унификации и стандартизации инструмента, его оправок, державок и блоков, в которых инструмент закрепляется. Гибкость системы выше при выполнении малым числом наименований инструмента большего числа технологических переходов. В системе должно быть достаточное количество инструментов-дублеров, чтобы своевременно менять вышедший из строя инструмент. Общее количество инструмента рассчитывается с учетом времени, необходимого на восстановление инструмента, и поэтому может быть весьма значительным. Однако универсальность инструмента остается главным фактором, влияющим на гибкость системы. Чем меньше количество перестановок инструмента, чем больше число переходов можно выполнить одним инструментом, тем выше гибкость системы в целом. Количество наименований инструмента, находящегося в пользовании в одной ГПС, достигает нескольких тысяч.
Рационализация использование различных наименований инструмента дает разительные результаты. Например, для обработки 85 различных деталей раньше требовалось около 600 различных инструментов, после рационализации стали обходиться только 63 видами инструмента. В данном случае рационализация осуществлялась как с целью создания комбинированного инструмента, так и соответствующего изменения конструкции деталей. Целью рационализации должно быть установление минимального количества инструмента, которым может быть обработана любая группа деталей. Например, пазы на детали можно обработать концевыми фрезами диаметром, равным ширине паза, но тогда потребуется количество мерных фрез, равное количеству пазов различной ширины. А можно иметь фрезу диаметром, равным наименьшему по ширине пазу, более широкие пазы обрабатывать в несколько проходов, тогда, количество фрез может быть доведено до одной. Концевыми фрезами диаметром 5, 10 и 20 мм можно обработать практически любые пазы по ширине, заменяя почти 350 фрез различного диаметра.
Выполнение 90% всех возможных переходов требует около 70 инструментов фрезерно-расточно-сверлильной группы и 25 токарной группы. В ГПС несмотря ка повышение коэффициента использования станков общий расход инструмента уменьшается из-за более полного использования ресурса его стойкости и автоматической подналадки на размер, что сокращает складские запасы и расходы, связанные с инструментом по всем статьям. С ростом количества одновременно обрабатываемых видов деталей относительно сокращается и количество видов инструмента, т.е. необходимая и достаточная номенклатура инструмента. Кривая зависимости количества необходимых видов инструмента от количества одновременно полностью обрабатываемых деталей растет по экспоненте. Анализ отдельных частных случаев показывает, что для полной обработки, например, каких-то 5 – 6 случайно выбранных деталей может потребоваться до 350 видов инструмента, а 10 – 12 деталей только 400-450 видов.
Количество необходимых наименований инструмента в ГПС может быть уменьшено путем рационализации существующих и разработки новых, соответствующих концепции гибкого производства конструкций инструмента, но больший вклад в решение этой сложной задачи может внести улучшение конструкции деталей и узлов в момент их разработки в конструкторском бюро. Конструктор должен исходить из имеющихся в производстве видов инструмента и из максимального удовлетворения основного требования гибкого производства – как можно более завершенной обработки каждой детали на одном станке. Конструктор не должен конструировать детали так, чтобы каждый раз добавлять новые наименования инструмента. Он должен пользоваться утвержденным, единым для всех списком наименований инструмента.
Необходимо формализовать описание и представление данных по каждому инструменту, включенному в банк данных. Такое формализованное описание должно содержать не только данные по инструменту: тип твердосплавной пластины, геометрию заточки, материал пластины, вид технологических переходов, рекомендации по обрабатываемому материалу, его термообработку, твердости, наличие охлаждения, но и условия резания, т.е. зависимость скорости резания от величины подач, предполагаемую при этом стойкость в минутах, потребляемую мощность при заданной глубине резания и обеспечиваемое качество поверхности, а также количество и дату пересмотра уточнения этого описания. Вызывая такую формализованную карту по каждому инструменту на видеотерминал, конструктор-технолог при конструировании детали может сделать надлежащий выбор инструмента и условий его работы и ввести их в программу технологической подготовки.
Особенностью режущего инструмента и вспомогательной оснастки для металлорежущих станков с ЧПУ, работающих в составе ГПС, является модульный принцип их конструкции, позволяющий осуществлять быстрее их комплектацию, автоматическую смену, настройку и поднастройку.
Применительно к ГПС доминирующее положение занял инструмент с механическим креплением неперетачиваемых пластин из различных инструментальных материалов. В подавляющем большинстве случаев инструмент размещают в блоке или стандартной кодированной оправке. Он подлежит смене вместе с этим блоком или оправкой (фрезерно-расточная группа ОЦ). На ТОЦ часто меняется только головка с режущей пластиной. Это позволяет не нарушать общую наладку на обрабатываемые детали.
Многогранные неперетачиваемые пластины для оснащения резцов, сверл, концевых фрез и расточного инструмента в основном выпускают для их крепления в корпусах инструмента через центральное отверстие. Значительно усложнена форма передних поверхностей пластин, что сделано с целью увеличения количества различных переходов, выполняемых одним инструментом, и оптимизации формирования и дробления стружки при определенных сочетаниях глубины резания и подач. Это имеет большое значение для инструмента, работающего в условиях полной автоматизации. Достигнуты определенные успехи в применении минералокерамических материалов для изготовления режущих пластин, улучшении их физико-механических и режущих свойств, совершенствовании конструкций режущих пластин из этих материалов, которые по геометрическим параметрам приближаются к пластинам из твердых сплавов.
Широко распространяется прогрессивный инструмент с многогранными пластинами, покрытыми износостойким покрытием (нитрид титана). Значительно усовершенствованы конструкции корпусов фрез, резцов, сверл, многие из них обеспечивают автоматическую подналадку на размер, быструю смену пластин и охлаждение через державку.
В ГПС при работе более длительное время особое значение приобретают быстрота смены инструмента и сокращение количества его смен, так как в одной системе количество смен инструмента может достигать более полумиллиона в год. Это означает, что каждая сэкономленная секунда при поиске в магазине, складе, смене инструмента может дать значительную экономию и снизить себестоимость продукции.
Режущий и вспомогательный инструмент для станков ОЦ и ТОЦ в ГПС должен иметь строго обоснованную номенклатуру, необходимую для выполнения всех возможных переходов для полной обработки деталей на одном станке. Модульный принцип конструирования инструмента, введение стандартных удлинителей, нескольких длин и диаметров, редукторов, патронов для осевого инструмента, патронов для метчиков, расточных головок с микрорегулированием, ограниченного количества конусов базирования инструмента в шпинделе станка сокращают общую номенклатуру инструмента. Такой инструмент полностью соответствует концепции гибкого производства.
ОЦ были первыми станками с автоматическими магазинами для смены инструмента, и только в последние годы появились ТОЦ. И если магазины ОЦ получили значительное развитие и имеются многочисленные варианты их решения, то в создании ТОЦ сделаны по существу только первые шаги. Количество инструмента в магазине – главный параметр, определяющий гибкость ОЦ, поэтому прибегают к цепным магазинам или нескольким дисковым магазинам и возможности автоматически сменять магазины. На производительность ОЦ влияет выбор между двумя возможными основными вариантами:
1) магазин устанавливается на шпиндельной головке станка и перемещается при подаче вместе с головкой, в этом случае можно уменьшить время смены инструмента;
2) магазин фиксируется на неподвижной колонке станка, и тогда легче решать проблему автоматической смены магазинов, но при этом теряется время на возвращение шпиндельной головки в позицию для смены инструмента.
Как отмечалось, проявляется четкая тенденция создания единого магазина-склада для всех ОЦ в ГПС. Такой магазин-склад устанавливается автономно, и подача инструмента на станки осуществляется роботом. Количество инструмента в магазине может быть несколько сотен или тысяч, однако общее количество инструмента уменьшается.
Применение отдельно стоящего магазина с роботом имеет ряд дополнительных преимуществ:
- более простая конструкция магазина и улучшенный доступ к узлам станка во время его обслуживания и ремонта;
- возможность смены инструментов не только в расточном шпинделе, но и в резцедержателе, укрепленном на кулисе планшайбы или в угловой фрезерной головке;
- во время обработки робот может выполнять другие функции, например, загрузку деталей рядом стоящего ТОЦ, перегрузку инструмента, доставляемого из центрального склада в магазин, замену изношенных инструментов в магазине;
- централизованная автоматическая доставка инструмента расширяет возможности станочных модулей, так как они освобождаются от громоздких инструментальных магазинов, и появляется место на колонне станка для расположения других устройств, например, сменных многошпиндельных головок.
Автоматические инструментальные магазины с подачей инструмента роботами используются и для ТОЦ.
В такую систему входят: головка с пластиной, державка с замком, механизм смены инструмента на державке, инструментальный магазин, а также устройства: измерения вылета инструмента, автоматического слежения за износом инструмента, для измерения обрабатываемого размера. Как правило, одну и ту же головку с пластиной можно использовать для внутренней расточки и для внешней обточки, что является большим преимуществом (уменьшение числа наименований инструмента). Автоматический магазин может иметь от 24 до 120 инструментов, что более чем достаточно для одной рабочей смены.
Высокая гибкость и своевременность требуются от системы доставки инструмента к станочным модулям ГПС. Полностью автоматические системы доставки инструмента к станкам только начинают разрабатываться и внедряться. В настоящее время есть лишь несколько систем доставки инструмента к станкам, близких к завершенности с точки зрения автоматизации, однако и в них инструмент или головки перегружаются в ячейки магазина вручную. На токарных станках инструмент в большинстве случаев перегружается прямо в револьверные барабаны станка. На ТОД остается еще одна трудно решаемая проблема, связанная с зажимом заготовки, вернее, со сменой патронов или их кулачков. Сейчас эти операции требуют вмешательства рабочего (частично решает эту проблему применение быстросменных составных кулачков).
Главная черта гибкого производства – это свободный движущийся по случайному маршруту поток заготовок по всем станкам ГПС. Это требует полного контроля и управления подачей инструмента на станки с помощью ЭВМ. Следить за состоянием, местом нахождения и порядком подачи к станкам нескольких тысяч инструментов одновременно не под силу человеку. С этой задачей может справиться только ЭВМ, причем при полной интеграции всего инструментального хозяйства. Задача организации гибкого потока инструмента более сложная, чем организация гибкого потока деталей в ГПС, так как гибкий поток инструмента сам является случайным и при этом еще зависит от случайного, определяемого многими факторами маршрута деталей. Наиболее прогрессивной организацией автоматической доставки инструмента к станкам является наличие центрального инструментального склада, собственной транспортной системы доставки инструмента к станкам, свободного обезличенного использования инструмента на всех станках системы. Необходимо обеспечить такую организацию, чтобы ручная загрузка инструмента в ячейки центрального автоматического склада выполнялась только раз.
6. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ГПС
Важную роль в метрологическом обеспечении ГПС имеют организация настройки инструмента на размер и связь между фактическим размером настройки инструмента и фактическим размером, полученным при обработке настроенным инструментом. Настройка инструмента на размер, как правило, производится вне станка на специальных стендах, и по-прежнему остается ручной трудоемкой операцией; рабочее место оператора-настройщика оснащено различными оптическими устройствами, повышающими точность настройки и снижающими трудоемкость настройки. Создание «видящих» устройств, осматривающих инструмент, явится главным элементом автоматизации этой операции.
Устройство ручной настройки теперь имеет связь с управляющей ЭВМ, в памяти которой регистрируется фактический установленный размер инструмента. При поступлении данного инструмента на один из станков ГПС одновременно в управляющую программу этого станка посылаются из памяти ЭВМ и фактические данные о настройке инструмента на обрабатываемый размер. Такая система повышает точность настройки и исключает возможность ошибок человека при ручной настройке. Настройка инструмента вне станка, особенно при использовании сменных инструментальных барабанов, должна обеспечивать фактическое получение заданного размера при установке каждого инструмента в шпинделе станка, для чего необходимо учитывать размерную характеристику посадочных мест инструмента и шпинделя. Все размерные параметры настройки инструментов должны автоматически передаваться из памяти управляющей ЭВМ в терминал прибора настройки, и необходимость в ручном вводе данных отпадает. Данные настройки каждого инструмента появляются на экране терминала, которыми и пользуется рабочий-настройщик. Однако окончательная настройка должна осуществляться на станке.
Дополнительное повышение точности настройки инструмента на размер с учетом его закрепления на станке в отдельных системах обеспечивается автоматической проверкой полученного размера первой детали после ее обработки. Деталь поступает на контрольно-измерительный стенд, где размер проверяется электронным калибром, или на координатно-измерительную машину с ЧПУ, которая проверяет размер. При необходимости соответствующая коррекция передается по каналу обратной связи в систему управления станком. Для обеспечения высокой точности необходимая коррекция в систему управления станком может передаваться после проверки каждой обработанной детали.
Приведенные способы автоматизации поднастройки инструмента на размер обработки имеют существенные недостатки. Это сложные дорогостоящие системы, фактически они не учитывают реальные условия закрепления инструмента на станке, так как в измерениях участвуют различные измерительные цепочки и приборы; измерения проводятся в различных условиях. Все это вносит свои ошибки в точность измерения.
Более точным является способ автоматической поднастройки инструмента на размер, при котором поднастройка производится непосредственно на станке с учетом реальных условий закрепления инструмента и детали на станке. Для этой цели созданы автоматические устройства, имеющие щуп-сенсор или систему щупов-сенсоров, щупов-проб. Перемещение щупа осуществляется по программе; он касается поочередно обрабатываемой поверхности и режущей кромки инструмента, измеряет их координаты, которые автоматически учитываются при обработке и получении окончательного размера. Этот способ поднастройки обеспечивает высокую точность в пределах от ±6 до ±10 мкм. Щуп-проба находится в специальной головке, которая устанавливается в инструментальном магазине и подается в шпиндель, как и инструмент. В дополнение к измерению обработанных размеров щуп-проба обеспечивает контроль установки деталей и дает команду на введение соответствующей коррекции через систему ЧПУ станка. Разработана специальная аппаратура для выполнения указанных операций в диалоге с ЧПУ типа CNC.
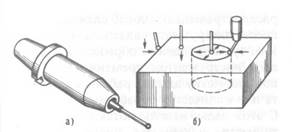
Рис. 3. Щуп-проба (а) и схема его применения (б);
В таких щупах-пробах можно использовать инфракрасное излучение для передачи сигнала трехразмерного точного измерения детали системе ЧПУ типа CNC. Щупы-пробы используются для контроля размера непосредственно при расточке, определения координат отверстий и положения плоскостей, проверки наличия в отверстии сломанного инструмента или для точного позиционирования детали на станке, автоматической установки “0”, начала отсчета перемещения по программам, определения необходимой компенсации в зависимости от смещения приспособления, температурных изменений узлов станка и детали, при работе в безлюдном режиме для автоматического определения наличия детали, ее надлежащей ориентации и подачи команды на коррекцию.
Измерение изменяющихся величин вылета режущего инструмента я детали по трем осям щупами-пробами позволяет регистрировать фактические размеры посредством контакта режущей кромки инструмента с щупом-пробой (чаще всего используется трехразмерный щуп-проба «Ренишоу»). Полученные данные сравнивают с заданными номинальными, и через систему управления типа CNC на станок подается соответствующая коррекция. Система позволяет поддерживать обработку с точностью до 0,005 мм.
Многие специалисты считают такие системы слишком дорогостоящими и экономически неоправданными. Однако в будущем при создании действительно безлюдного производства без таких систем не обойтись, поэтому они заслуживают изучения и экспериментальной проверки.
Для измерения внутренних и внешних диаметров и длины обработки прямо на станке можно использовать механические сканирующие устройства, оснащенные щупами-пробами, которые закрепляют на револьверной головке как обычный инструмент. Результаты измерения передаются системе ЧПУ станка с помощью инфракрасных лучей. Время полного контроля всех размеров составляет не более 20с. Каждый обмер обрабатываемой детали непрерывно используется для автоматической подналадки инструмента и для обеспечения заданных допусков. Станок немедленно останавливается, если измеренная величина какого-нибудь размера вышла из поля допуска или исчерпана заданная величина возможной поднастройки инструмента. При автоматической смене резца револьверная головка перемещается и касается специального предварительно настроенного щупа, расположенного выше патрона, происходит замер вылета резца, который автоматически регистрируется и учитывается управляющей программой.
Основная трудность состоит в нахождении такого сенсора (датчика), который имел бы высокую чувствительность, молниеносную реакцию, хорошую корреляцию между силой резания и сигналом датчика. Такой сенсор не доджей влиять на статику и динамику станка, занимать рабочее пространство, должен легко устанавливаться на станке, как можно ближе к зоне резания, не влиять на конструкцию, например подшипника, и на его работоспособность. Видимо, потребуется еще время, пока будет найден универсальный датчик изменения сил резания, крутящего момента, скорости снятия металла, износа задней грани, следящей за формой образующейся стружки, вибрациями, акустикой, чистотой поверхности и геометрическими размерами обрабатываемой детали.
Проблема слежения за состоянием режущего инструмента является одной из главных проблем точности обработки заданных размеров; требуют внимания и проблемы точности перемещения узлов станка, оснастки и позиционирования. На точность влияют и многие другие факторы и причины, которые должны отслеживаться и учитываться автоматической системой управления станком.
Режимы резания, от которых зависит стойкость инструмента, в значительной степени определяют производительность станка. При выборе режимов резания на станках в ГПС необходимо учитывать все факторы, влияющие на производительность. Опыт показывает, что в большинстве случаев режимы резания на станках в ГПС снижают на 10% во избежание частого выхода инструмента из строя, его поломок (опыт Японии). Это несколько стабилизирует процесс и улучшает автоматическое слежение за потерей стойкости инструмента. Есть примеры и увеличения скоростей резания на станках в ГПС (опыт США), но в этих случаях прибегают к автоматическому уменьшению скорости резания при входе в металл и выходе режущей кромки из металла. Варьируют и величину подачи при нестабильной величине припуска на обработку.
Имеющиеся примеры автоматического слежения за стойкостью инструмента на станках в ГПС основаны на принципе слежения за изменением крутящего момента на шпинделе станка, измерением величины тока главного двигателя. При затуплении инструмента сила тока растет, ее величина сравнивается с силой тока при нормальных условиях резания. По достижении установленного максимума станок останавливается, и инструмент заменяется дублером. Этот способ дает сравнительно реальные результаты только при контроле стойкости сверл и поэтому не нашел широкого применения. Другой более распространенный способ слежения за износом инструмента связан с автоматическим суммированием обработанного каждым инструментом времени, чаще всего по количеству циклов работы инструмента или количеству обработанных деталей. С этой целью используются всякого рода тулметры и таймеры, которые считают циклы, отработанные каждым инструментом. Их показатели выводятся на контрольные табло (панели), которые помогают оператору следить за состоянием всего инструмента, или автоматически передаются в ЭВМ, которая и дает команду на замену инструмента. Надежность этого способа небольшая, так как не обеспечивает автоматизацию смены инструмента при его внезапной поломке. Такая принудительная смена инструмента не является эффективной при значительном разбросе величины стойкости инструмента.
Наибольшая часть потерь в механообработке связана с нестабильностью процесса резания. Надежность резания, его оптимизация как рабочего процесса являются важнейшим фактором. Оптимизация означает необходимость в подборе режущего инструмента, обрабатываемого материала, режима и, кроме того, в надлежащем выборе смежных процессов и операций. Поскольку даже после подобной оптимизации остается определенная нестабильность, необходима разработка эффективных средств контроля, например, предельного износа инструмента, его возможной поломки, вида стружки. Для контроля образования стружки можно использовать, например, оптический пирометр. Такой контроль необходим при переходе к режиму работы без оператора, поскольку в случае длительных периодов резания происходят непрогнозируемые отклонения в форме стружки. Использование ранее настроенного стружколома оказывается при этом неэффективным. Пирометр позволяет уверенно распознавать непрерывную сливную стружку от элементной скалывающейся.
При напряженном режиме, в каком работают ГПС, невозможно предусмотреть различные внезапные поломки инструмента. Разработаны устройства для распознавания поломок инструмента. В настоящее время внедряют главным образом устройства, действие которых основано на измерении одной или нескольких составляющих силы резания. Для восприятия силовых сигналов применяют широко известные пьезоэлектрические либо тензометрические датчики, которые, впрочем, нужно приспосабливать к производственным условиям: защищать от перегрузок, загрязнения и попадания охлаждающей жидкости, температурных воздействий и старения. Пьезоэлектрические кварцевые датчики, регистрирующие подачу и силу, действующую на режущую кромку резца, устанавливают, например, между револьверной головкой и поперечными направляющими станка. Во время поломки инструмента пульсирующее изменение силы регистрируется за время, не превышающее 2 мкс. Команда на остановку станка проходит менее чем за 20 мкс. Такое устройство может одновременно контролировать до 16 инструментов. Датчики также встраивают в подшипники шпинделя. Датчик воспринимает сигнал динамического растяжения в то время, когда мимо него по неподвижному кольцу прокатывается ролик. Динамический принцип делает датчик нечувствительным к дрейфу. Время срабатывания зависит от расстояния между осями роликов и изменяется пропорционально скорости вращения шпинделя.
Такая система имеет определенные удобства: подшипники-датчики можно встраивать в станок в любое время; они не требуют дополнительного места для их размещения. Статические и динамические усилия в опоре не изменяются.
В настоящее время пока нет датчиков с высокой чувствительностью и быстродействием, обеспечивающих надежный контроль изменения силы резания или крутящего момента на шпинделе станка и изменения усилия подачи на ходовом винте привода стола при работе нескольких различных режущих инструментов. Эту задачу решают разделением измерения усилий по различным направлениям: созданием датчиков, измеряющих величину осевой силы, воспринимаемой опорой с упорными шарикоподшипниками; установкой датчиков в узле шпинделя для измерения поперечных сил, а также датчиков в опорах ходовых винтов приводов подач.
Чаще всего ломаются мелкие и хрупкие сверла, поэтому они должны проверяться систематически. Если поломку сверла диаметром свыше 10 мм можно контролировать слежением за изменением крутящего момента на шпинделе станка, то для сверл меньшего диаметра этот способ не пригоден, так как мощность, развиваемая электродвигателем, практически не отличается от мощности холостого хода. Сверла диаметром от 10 до 0,7 мм контролируются пробами-шупами.
При создании ГПС в целях обеспечения большой степени их гибкости, автоматизации и перехода к безлюдной или лучше сказать "малолюдной” их эксплуатации необходимо решать две тесно связанные между собой задачи: первая задача связана с активным (адаптивным) контролем получаемых размеров во время обработки, вторая — с вопросами стойкости инструмента. Решение первой задачи должно обеспечить получение точно заданных размеров и позволит отказаться от каких-либо контрольных операций вообще. Любой контроль размеров после обработки по своей сути предполагает возможность получения брака, а это значит, что напрасно затрачено время, материал, труд. В будущих высокоавтоматизированных, с высоким интеллектом ГПС контрольных операций после обработки вне станка не будет. Надежные и точные автоматические устройства активного контроля в будущем обеспечат точность размеров в процессе обработки на станке.
Известно, что производительность станка зависит в одинаковой мере от величины стойкости и времени смены инструмента. Если проблема быстросменяемости инструмента на станках практически решена (на смену инструмента тратится несколько секунд), то проблема уменьшения разброса величины стойкости еще ждет своего решения. Конечно, иметь длительную стойкость инструмента лучше, но это требует создание новых инструментальных материалов, т.е. больших исследовательских работ, новых открытий. Уменьшение разброса стойкости – это задача повышения качества режущего инструмента, которое пока остается низким. Минимальная и максимальная стойкость одних и тех же пластин-вставок из твердого сплава отличается подчас в несколько раз. При таком качестве пластин-вставок надежность автоматизации на основе принудительной смены инструмента по количеству отработанных циклов не может быть высокой. Кроме того, такая система не реагирует на случайные поломки инструмента.
Но не только низкая величина стойкости, ее нестабильность являются главными причинами нестабильности получения обрабатываемых размеров. Весь процесс резания, как таковой, является нестабильным процессом. Трудно стабилизировать процесс резания, когда имеет место вариация в широких пределах (не менее 30%) обрабатываемости материалов (появляются различия, связанные со свойствами материала заготовок) и условий обработки: влияние температуры, равномерность охлаждения, различная величина припуска, врезание и выход из металла и др. Около 40% всех геометрических ошибок являются результатом температурных изменений.
Все это в значительной мере влияет на точность и надежность контактных изменений, что заставляет разрабатывать новые бесконтактные способы измерений. Появились первые устройства бесконтактных измерений обрабатываемых размеров с использованием лазера. Одно из них, предназначенное для встраивания в ОЦ для ГПС, использует гелиево-неоновый лазер второго класса, в котором луч отражается зеркалом, получающим вращение от собственного привода. Измеряемая деталь располагается в отражающем отображении, а сигнал попадает в процессор и дает числовые отсчеты, пригодные или для визуальной проверки, или для анализа с автоматической обработкой; при этом используют автоматический графопостроитель. Эта техника ведет непосредственно к созданию процесса слежения за обрабатываемым размером статистическим методом - надежным инструментом в решении задачи регистрации и предсказания изменений, которые возникают в процессе обработки. Возможно, этот способ будет применен и для активного контроля размеров в процессе обработки при создании гибкого полностью интегрированного производства. Пока решение этой задачи требует присутствия человека, его своевременного вмешательства в рабочий процесс для введения коррекции.
Эффективный способ автоматического слежения за стойкостью режущего инструмента еще не найден, но можно надеяться на успешное решение этой задачи в ближайшие годы. Многие исследовательские организации мира ведут интенсивные исследования в этой области, понимая, что гибкость и автоматизация ГПС во многом будут зависеть от решения этой сложной задачи.
Необходимо создать единое устройство для автоматического слежения за несколькими параметрами одновременно, возможно найдя для этих целей какой-то один фактор. Автоматическое слежение должно включать решение следующих задач:
- определение затупления инструмента, его поломок и подачи команды на его замену;
- оптимизация условий резания в зависимости от суммы факторов, влияющих на процесс резания путем автоматического изменения режимов резания;
- устранение или изменение ненормальных условий резания, которые могут возникнуть от случайных причин;
- автоматическая реакция на размерные колебания заготовки и изменение свойств ее материала;
- контроль за получением заданного размера с высокой точностью и быстротой реакции;
- защита станка, детали и инструмента от возможных поломок.
Интеллект автоматического управления станка должен возрастать и дополнительно к изложенному выше включать следующее:
- способность системы автоматически решать, при каких условиях сигналы автоматических датчиков надежны и могут быть приняты для выполнения автоматической коррекции (устранения ложных сигналов);
- автоматически накапливать все данные, получаемые через систему адаптивного контроля и характеризующие различные условия обрабатываемости (резания), которые случайно складываются каждый раз с целью накопления опыта и выработки в дальнейшем рекомендаций по улучшению условий резания. (Повысить наши знания о процессе резания.)
Исходные параметры обеспечения качества размеров должны быть введены в автоматическую систему контроля размеров до начала процесса обработки, поэтому определенный объем контрольной работы должен быть выполнен перед обработкой. Контроль заготовки предусматривает проверку припуска, твердости, формы, точности установки в приспособлении; контроль инструмента – данных его предварительной настройки вне станка, его размеров, вылета режущей кромки относительно базовых размеров, износа инструмента перед обработкой каждой новой детали; контроль станка – проверку установки, т.е. положения заготовки относительно осей перемещения узлов станка. В подавляющем большинстве случаев последующий объем контрольной работы выполняется после обработки. Контроль детали предполагает проверку размеров и допусков, чистоты поверхности, сбора статистической информации; контроль инструмента – износа, поломки, налипания стружки. Как правило, этот контроль визуальный, и он чаще всего осуществляется после обработки нескольких деталей. Контроль станка после обработки, как правило, не производится.
Контроль после обработки является пассивным, т.е. может только констатировать брак, но не предупреждать его. Требование обеспечения высокого качества при гибком производстве может быть выполнено только при активном контроле, т.е. предупреждающем какие-либо отклонения обрабатываемых размеров от заданных. Такой контроль обеспечивается во время обработки. Контроль во время обработки на станке может быть цикловым, между переходами и в процессе обработки. Второй собственно и может обеспечивать обработку деталей без брака, т.е. автоматически кончать обработку по достижении точно заданного размера. Между переходами можно контролировать размеры детали и износ инструмента. Последний определяет более точно остаток ресурса стойкости инструмента, что дает указание о времени его замены. В результате этих замеров определяются поправочные данные для учета при выполнении следующего перехода.
Контроль в процессе является более прогрессивным, так как обеспечивает введение поправок до окончания обработки детали, выполнения перехода. Контроль в процессе должен учитывать изменения различных параметров: смещения заготовок, паллет, припуск, размер, допуск, шероховатость поверхности, правильность формы, износ режущей кромки, время резания, режимы обработки, вибрации, жесткость узлов, точность перемещений. Необходимо найти один или несколько суммарных показателей изменения этих параметров, от чего и будет зависеть успех автоматизации получения качественной продукции, т.е. необходимо обеспечить минимальное время на выполнение контрольных операций и простоту автоматических средств контроля не просто отдельных параметров, а всего процесса – автоматическую технологическую диагностику. Сюда входят: автоматическая регистрация и сбор данных; диагностика состояния станка, инструмента, детали в процессе ее обработки; определение коррекций и ввод их в управляющую программу и обеспечение своевременной остановки процесса. Анализ накопленных данных (причин, методов устранения сбоев, отказов) даст возможность выработать рекомендации и принять решения о необходимости последующих действий.
Применяемые на практике различные системы автоматической технологической диагностики приводят к тому, что станок становится измерительной машиной. Это еще один пример централизации операций в целях полной обработки детали за один установ на станке. С этой целью разрабатываются программы для измерения диаметров, расчета положения центра, межосевого расстояния, проверки параллельности, перпендикулярности, конусности, округлости, погрешности круговой интерполяции и т.п.
Система управления выполняет и автоматическое позиционирование (установку) детали на станке. С этой целью вводятся программы для операции контроля в момент поступления деталей наста- нок, например, для коррекции начала координат в зависимости от положения, занимаемого деталью на паллете. Такая система позволяет также после черновой обработки или обработки, требующей приложения значительных динамических усилий, осуществить контроль и ввести автоматически коррекцию на станок для повышения точности обработки за счет учета разности усилий при черновой и чистовой обработках.
Это значительно сокращает объем контрольных работ после обработки, когда деталь снята со станка. Контроль после обработки в ГПС останется главным образом для статистического и аналитического анализа уровня качества продукции. Специальные контрольно-измерительные машины с ЧПУ интегрируются в ГПС, образуя автономный модуль. Управляющую программу контрольно-измерительного модуля можно составлять тремя способами:
- обычным программированием перемещений и функции с применением предназначенного для этих целей языка;
- самообучением по контролю первой детали;
- обычным программированием путем логического составления программы самой ЭВМ на базе обрабатывающей программы или использованной в САПР при конструировании детали.
Последний способ является наиболее подходящим для ГПС, так как в программе используется геометрическое описание детали, которая была создана с использованием САПР.
Для осуществления интеграции контрольно-измерительного модуля в ГПС необходимо выполнить определенные требования. Гибкость в части механической интеграции, полного обмера заданных размеров всех обрабатываемых в ГПС деталей, при этом выполнение всех операций на высокой скорости с тем, чтобы один модуль мог без задержки обмерить все детали; модульная конструкция, предусматривающая возможность расширения как самого модуля, так и ГПС и способная использовать различные механизмы подачи деталей на машину; конструкция модуля должна позволить логический поток деталей в соответствии с объемом измерений на каждой из них; обеспечение высокой точности измерений независимо от изменений внешних условий; встроенные предохранительные устройства для избежания поломок машины, высокая надежность и поддержание точности измерений.
От системы управления требуется обеспечение высокой динамичности выполнения операций измерения по 5 – 10 осям перемещений, надежности работы устройств защиты данных в случае сбоев, подключения различных периферийных устройств, таких, как видеотерминалы, графопостроители; она должна быть совместимой с общей информационной сетью сбора данных. Программное обеспечение должно способствовать интеграции с центральной ЭВМ ГПС независимо от ее типа, быть простым, подобным тем, которые используются при программировании работы ОЦ, быть частью общей системы технической подготовки производства, пользоваться их банками данных и пополнять их.
Наибольшее распространение получили контрольно-измерительные машины с самообучением методом ощупывания оператором первой детали. Такие машины предназначены для контроля линейных, угловых и диаметральных размеров. Программное обеспечение позволяет измерять размеры в автоматическом и ручном режимах. Действие программы основано на использовании трехразмерной измерительной программы и базируется на шести геометрических элементах: плоскости, прямой, круге, цилиндре, конусе и шаровой поверхности. Для измерения расстояний, углов, точек, сечений и проекций эти элементы можно объединять друг с другом. Управление осуществляется от встроенного в установку микропроцессора, обеспечивающего автоматизацию измерений. Первоначально программу измерений задает оператор методом касания точек детали с помощью щупа. Программа измерений (касание точек щупом) вводится в запоминающее устройство ЭВМ и может быть вызвана при повторных измерениях, осуществляемых в автоматическом цикле. Оператор освобождается от необходимости повторного выполнения измерений, анализа результатов измерений, контроля технологических допусков и т.п. Благодаря программе обучения система обладает высокой адаптивной способностью. Движения щупа, необходимые при использовании программы измерений, записываются на кассету или гибкий диск.
Такие контрольные установки позволяют контролировать размеры обработанных деталей практически любого профиля. Контроль обеспечивается методом ощупывания с последующим сравнением координат контролируемых точек с эталонными (точки, заданные чертежом). Точность контроля при 20°С обеспечивается в пределах 5 – 83 мкм на 1 м. Станины и направляющие высокоточных машин выполнены из шлифованного гранитного моноблока, что позволяет обеспечивать стабильность параметров установок при перепаде температур. Дальнейшее совершенствование контрольно-измерительных машин зависит от надежности имеющихся данных измерений и расширения возможностей ЭВМ и микропроцессорной техники. Требуется постоянная информация о состоянии каждого инструмента в реальном времени. Для этого необходимо иметь быстродействующие микрокомпьютеры. На их базе следует создавать соответствующие банки надежных данных по условиям обрабатываемости и состоянию режущего инструмента.
7. КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ГПС ДЛЯ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА
В таких направлениях заготовительного производства как литейное и кузнечно-прессовое гибкая автоматизация еще только начинается. Определенные достижения имеются в прессовании и сварке, где созданы и успешно применяются гибкие модули на основе листоштамповочных пробивных прессов и гибкие робототехнические комплексы для контактной сварки штампосварных конструкций. Роботизация начинает внедряться и в области дуговой шовной сварки, где программируются не только перемещения робота, но и режимы сварки в зависимости от изменяющихся условий сварки.
В литейном производстве гибкость связана с многооперационными процессами изготовления моделей, приготовления стержневых и формовочных смесей, изготовления стержней, формовки, сборки форм, заливки форм металлом; сложными процессами отвода образующихся газов, охлаждения форм, выбивкой форм, очисткой заготовок, обрезкой литников, заусенцев, сортировкой отливок и др. Еще не решены многие вопросы автоматизации ручного труда, создания высокопроизводительных машин формовки. При этом проблемы усугубляются усложнением форм заготовок и требованиями повышения их качества и точности. Фактически серийное литейное производство не ориентируется еще на автоматизацию.
Ускорение решения задач автоматизации литейного производства может быть обеспечено созданием автоматических машин различного технологического назначения с учетом требований гибкости производства. На каждой автоматической машине литейного производства выполняются свои отличающиеся по физическим явлениям процессы.
Создание ГПС в литейных цехах пойдет не по пути автоматизации существующих, а на основе разработки новых технологий, соответствующих гибкому производству. Например, возрос интерес к методу литья по газифицируемым пенополистироловым выжигаемым моделям, позволяющему устранить применение стержней, заменить многокомпонентные формовочные смеси кварцевым песком, повысить выход годного литья, улучшить точность и качество отливок. В сочетании с системой автоматического управления на базе микропроцессоров и роботами процесс позволяет создать гибкое производство, эффективное как для крупных, так и для мелких серий. Этому способствуют такие особенности данной технологии, как использование единой опоки-контейнера для различных по размерам моделей; упрощение системы транспортировки и выбивки опок, рециркуляции формовочного песка (применяемого без связующих); использование относительно недорогих алюминиевых пресс-форм для получения пенополистироловых моделей и т.п.
Решение многих вспомогательных процессов литейного производства, таких, как, например, складирование и своевременная подача опок, инструмента и другой литейной оснастки к формовочным машинам, требует только надлежащей организации известных средств автоматизации; они тождественны другим производствам и смогут решаться на основе общих принципов гибкой автоматизации.
Однако гибкая автоматизация основных процессов литейного производства требует решения значительных научно- технических задач. Можно ожидать, что в ближайшие годы будет достигнут прогресс и в этой области в результате поиска новых решений и возможного отказа от трудно поддающихся гибкой автоматизации литейных процессов, замены отливок, например, сварными конструкциями из проката или штамповкой жидкого металла.
Гибкость при обработке давлением главным образом характеризуется взаимосвязью технологической машины, периферийного вспомогательного оборудования, автоматической транспортировки обрабатываемого материала, а также взаимосвязью динамики машин с динамикой формообразования (дозирование кинетической энергии в зависимости от массы и истинной температуры, скорости деформации и др.). Процессы обработки давлением могут быть составной частью ГПС механообработки, например, накатка резьбы, обкатка поверхностей и т.п.
Гибкие модули обработки давлением могут быть составной частью смешанных ГПС, в которых используются различные виды обработки; они могут быть и самостоятельными ГПС, состоящими только из машин обработки давлением. Гибкость процесса обработки давлением зависит в равной степени от формы обрабатываемого изделия и адаптационных возможностей инструмента и машины. В процессах, подобных свободной ковке с неограниченным течением материала, гибкость можно достигнуть сменой инструмента или автоматическим управлением ступенчатым перемещением инструмента и заготовки при местной деформации.
Управление движением инструмента и заготовки обеспечивается ЧПУ. Имеющиеся и разрабатываемые в настоящее время системы дискретной обработки давлением с ЧПУ: гибка в валках и роликах, ротационный обжим, радиальная ковка являются весьма подходящими для применения в ГПС. Перспективны также методы пробивки отверстий и формовки взрывом.
В процессах штамповки с ограниченным течением материала гибкость достигается в основном сменой штампов (известна гибка в штампах с вертикальным магазином пуансонов и горизонтальной подачей матриц, фирма «Ментеле», ФРГ). Универсальность заготовки (лист разной толщины и размера) позволяет обеспечить автоматическую загрузку штамповочных модулей без каких-либо специальных приспособлений, максимально использовать лист при штамповке из него разных деталей и сокращать отходы. Однако имеются и свои трудности, например, при штамповке различных деталей из одного листа, снятие различных деталей и их пакетирование, большие габариты штамповок создают трудности автоматизации их складирования и транспортировки.
С использованием ЭВМ легко решается проблема экономного раскроя листа в целях наибольшей утилизации материала и уменьшения отходов. ЭВМ анализирует все заданные штамповки по форме и количеству и рассчитывает наиболее экономный раскрой листа. Эта операция получила название гнездование.
Гибкая кузнечно-штамповочная система для объемных поковок состоит из ряда целевых машин-модулей:
- гибкая машина для получения заготовки под обработку давлением (подготовка исходного материала);
- установка для нагрева заготовки перед обработкой давлением (пламенный или индукционный нагрев);
- гибкий ковочный или штамповочный модуль (обработка заготовки давлением) ;
- обрезной модуль (установка для обрезки заусенцев);
- гибкий модуль для термической обработки (снятие внутренних напряжений в металле, отжиг поверхности, понижение твердости).
Без всех этих составляющих невозможно централизованно, т.е. в одной системе получить окончательную заготовку. Гибкость этих модулей обеспечивает получение поковок различных деталей в одной системе.
Перспективным для ГПС является получение объемных заготовок точных размеров и форм и готовых к сборке деталей из порошковых материалов и переработанной металлической стружки. Такие свойства этого процесса, как высокая точность, исключающая финишную механическую обработку, управляемость распределенном масс и объемов, высокая прочность и твердость, экономия материалов, дают возможность упростить авто» метизацию и обеспечить высокую степень гибкости процесса и оборудования.
Прогрессивность технологических процессов обработки давлением подтверждается многолетней практикой. Они обеспечивают оптимальное использование материалов, улучшают его свойства и свойства деталей, сокращают время технологического цикла, повышают производительность, содействуют уменьшению габаритов машин. Однако из-за сравнительно высокой стоимости оборудования и инструмента минимальная экономически целесообразная партия изделий все еще очень велика. В настоящее время разрабатываются гибкие автоматизированные производственные процессы, которые позволят существенно понизить величину партионности за счет гибкого и недорогого инструмента и совершенствования программирования многоплунжерной свободной ковки, что сократит еще больше производственный цикл за счет быстрой адаптации процессов получения готовых для сборки деталей или требующих минимальной механической доработки.
8. КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ГПС СБОРКИ
Сборка является одним из наиболее трудоемких процессов во многих отраслях промышленности. Ее доля в общих затратах труда составляет более 50 %, и она будет относительно увеличиваться по мере внедрения заготовительных ГПС и ГПС механообработки. Одна из завершающих стадий производства – сборка – фактически определяет и качество продукции, выявляет брак предыдущих процессов, а также определяет темп выпуска продукции и работы всего завода. Вся организация производства деталей, узлов и сборки отдельных агрегатов подчиняется главному сборочному конвейеру или цеху.
Создание гибкой автоматической сборки конечного продукта во многих отраслях машиностроения является весьма дорогостоящей и сложной задачей. Жесткие, специализированные на одно изделие автоматические сборочные машины и линии применяются сравнительно давно в автомобильной и электронной промышленности, однако их эффективность достигается только при годовом выпуске изделия свыше 500 тыс. штук. Для меньшего выпуска изделий в год необходимо создание гибких сборочных машин, модулей, линий, систем. Существующие автоматические переналаживаемые сборочные машины и линии для отдельных узлов, например, для сборки редуктора или автомобильного двигателя, имеют гибкость, ограниченную сборкой трех-четырех вариантов, чаще типоразмеров, изделия.
Ключевым фактором гибкой автоматизации сборки становится не столько полное сокращение ручного труда, сколько эффективное использование живого труда в сочетании с роботизацией, эргономикой и интеграцией управления с другими производственными системами, обеспечивающими сборку. Основой такой гибкой сборки является программирование, позволяющее менять порядок действий и подачу компонентов при переходе с одного объекта сборки на другой. Гибкая программируемая сборка является наиболее трудоемкой и сложной, но в то же время центральной частью полностью интегрированного гибкого производства. Ее создание и внедрение следует рассматривать с учетом возможностей, принципов и тенденций дальнейшего развития гибкого производства. Гибкая автоматизированная сборка, видимо, будет завершающей стадией полной интеграции автоматизированного завода.
Автоматическая сборка заключается в соединении отдельных деталей в узлы, а последних – в изделия с учетом их функциональных взаимозависимостей. Причем на это уходит не более 5—20 % времени, а остальные 95—80 % связаны с автоматической подачей деталей к месту сборки, когда машина (робот) автоматически распознает, выбирает детали из любого положения, фиксирует и подает их, следит за наличием каждой детали на своем месте, проверяет функционирование узла, изделия и маркирует при необходимости, а также интерпретирует, что и где произошло. Программируемая автоматическая сборка позволяет, используя ЧПУ, собирать на той же машине различные узлы, изделия при сохранении базовых узлов машины и замене только тех, которые связаны со спецификой собираемых деталей (приспособления для установки и зажима деталей, захваты роботов, ориентирующие узлы питателей и пр.).
Автоматизация сборочных операций осуществляется в основном по двум направлениям:
- создание сборочных автоматических линий для массового и крупносерийного производства различных самостоятельных узлов изделия (двигатель, трансмиссия и др.);
- создание сборочных комплексов на базе роботов, обеспечивающих сборку типовых изделий машиностроения (редуктор, насос, электродвигатель и др.).
Второе направление связано в значительной степени с применением универсальных промышленных роботов. Точность позиционирования роботов на сборке должна быть не ниже 0,05 мм при грузоподъемности, как правило, не превышающей 15 кг. Применяемые системы управления роботами обеспечивают возможность их контурного перемещения, а также работы в режиме адаптивного управления с использованием информации, поступающей извне (как с датчиков, расположенных на ПР, так и с датчиков на разнообразных сборочных приспособлениях). Предусматривается использование и анализ сигналов различных типов датчиков: локационных, силомоментных, телевизионных камер и т.п.
Значительный скачок в развитии ГПСС обеспечит улучшение конструкции изделий и деталей с точки зрения не только их функций, но и автоматической сборки.
Можно сформулировать определенные правила, которыми должен руководствоваться конструктор-технолог при создании изделий с учетом их автоматической сборки, а именно:
- избегать, где только возможно, сборки вообще, т.е. объединять две и более деталей в одну сложную; при этом следует помнить, что обработка сложных деталей на станках с ЧПУ более эффективна; это позволит уменьшить количество операций и роботов на сборке;
- упрощать конструкцию изделия использованием для его сборки меньшего числа деталей, что облегчит сборку, обеспечит создание надежной сборочной машины;
- избегать необходимости ориентирования детали перед подачей на сборку, т.е. использовать магазинную подачу, подачу не вырубленных до конца штамповок из ленты, осуществлять частичную сборку во время снятия обрабатываемых деталей со станка;
- обеспечивать самоориентацию деталей, т.е. создавать специальные ориентирующие поверхности, создавать, если возможно, симметричные формы деталей или, наоборот, увеличивать асимметрию;
- содействовать транспортабельности конструкцией детали, т.е. создавать специальную базовую опорную поверхность;
- предусматривать сопрягаемость одних деталей с другими по специально предусмотренным поверхностям;
- использовать технологические методы соединения элементов и пр.
Разработчики и создатели ГПСС также должны следовать определенным правилам:
- сокращать долю специальных, предназначенных только для одной детали устройств и узлов автоматических сборочных машин и линий;
- обеспечивать минимальное время переналадки;
-обеспечивать возможность осуществлять независимую последовательность сборки, чтобы легче адаптироваться к новой последовательности при переходе на сборку нового изделия;
- предусматривать возможность увеличивать число сборочных позиций и автоматических потоков деталей к ним;
- устанавливать автоматические устройства обнаружения неполадки и автоматического их исправления;
- гарантировать правильность захвата и очередность подачи деталей на позицию сборки;
- избегать предварительного позиционирования деталей перед их захватом и обеспечивать правильный захват детали из любого ее положения и др.
Таким образом, соблюдая на самой ранней стадии производства (в КБ, технологическом отделе) определенные правила, а также постоянно учитывая проблемы, которые могут возникнуть при обработке и сборке, можно решить многие проблемы, возникающие при сборке на автоматических машинах и ГПСС.
Опыт показывает, что ГПСС, созданные с учетом всего комплекса производственных задач, обеспечивают высокое качество сборки, высокую производительность, гибкую приспособляемость к особенностям собираемых изделий, уменьшение заделов и запасов.
9. ПЛАНИРОВКА ГПС
Каждый вид ГПС (гибкий производственный модуль, гибкая автоматизированная линия, участок, цех) характеризуется тем, что может функционировать автономно. Представляет собой технически законченное целое и имеет свою локальную систему управления и возможность встраивания в систему более высокого уровня.
В основу системы ГПС входят станок с ЧПУ. Загрузка и разгрузка его производится с помощью промышленного робота или автоматизированного загрузочного устройства (АЗУ). Смена инструмента осуществляется из магазина инструментов или револьверной головки. ГПМ обладает способностью подсоединения к центральной транспортно-накопительной системе, системе инструментального обеспечения и управляющим устройствам высшего ранга.
Основные характеристики ГПМ: способность работать ограниченное (3-12 ч) время без непосредственного участия оператора, автоматическое выполнение операций, легкость наладки, устранение простоев и введение изменений в управление, легкость встраивания в существующие производства и в ГПС более высокого уровня.
Не следует считать, что любой станок с ЧПУ может входить в ГПМ без всяких переналадок. Основными требованиями ко всем элементам ГПС являются высокая надежность и автоматизация всех основных, вспомогательных и рабочих ходов. Даже ГПМ должен иметь в своем составе транспортно-накопительную систему, контрольно-измерительную и диагностическую системы, систему удаления стружки. Например, токарный станок с ЧПУ в ГПС должен быть снабжен системами контроля состояния инструмента, смены инструмента и удаления стружки. Простейший ГПМ может включать станок с ЧПУ типа «обрабатывающий центр» с одним или двумя инструментальными магазинами.
На рис. 4 приведены примеры гибких производственных модулей. Станок имеет два рабочих стола. Заготовку устанавливают на стол вручную, в то время как на другом столе изготовляется деталь. Совмещение времени установки со временем обработки дает выигрыш в производительности. Более совершенным является ГПМ, содержащий многооперационный станок с одним или двумя магазинами инструментов. Шаговый конвейер-накопитель с 4, 6, 8 или 12 заготовками позволяет длительное время вести обработку с ограниченным участием оператора. На таких ГПМ можно обрабатывать различные детали разнообразным инструментом.
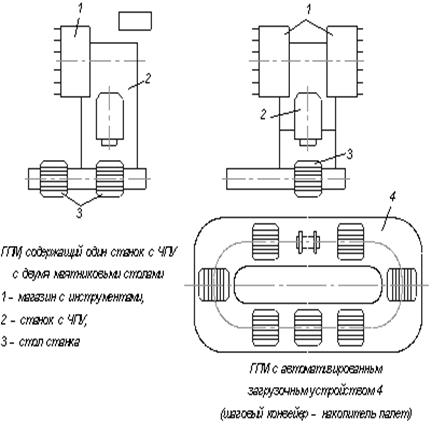
Рис. 4. Схема ГПМ
ГПМ со стендовым (стационарным) накопителем веерного типа характеризуется тем, что число стендов-позиций накопления заготовок можно наращивать постепенно, что позволяет уменьшить первоначальные затраты. Заготовки со стендов на станок перегружаются с помощь поворотного стола.
Гибкий производственный модуль со стендовым накопителем веерного типа показана на рис. 5.
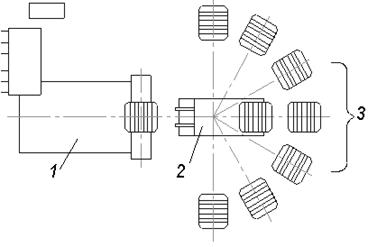
Рис. 5. Схема ГПМ со стендовым накопителем веерного типа: 1 – станок с ЧПУ, 2- поворотный стол – перегружатель, 3 – веерный накопитель заготовок, установленных на паллетах
Загрузка заготовок в накопитель может осуществляться роботом и робокаром. Отсутствие конвейера упрощает конструкцию, увеличивает надежность.
Рассмотренные выше ГПМ содержат сверлильно-фрезерно-расточные станки с ЧПУ. Как основное оборудование, в ГПМ широко применяют также токарные станки с ЧПУ и многооперационные токарно-фрезерные станки. Инструмент меняется из магазина или путем поворота револьверной головки. Применяют станки с одним или двумя шпинделями. В таких ГПМ загрузку деталей наиболее часто осуществляют с помощью промышленных роботов (рис. 6).
Гибкий автоматизированный участок (ГАУ) состоит из двух единиц (и более) основного оборудования, загрузочно-разгрузочных устройств, устройств автоматической смены инструмента, накопительных устройств. Участок может функционировать автономно. Особенностью обработки на ГАУ, является возможность изготовления на одном или нескольких станках в любой последовательности.
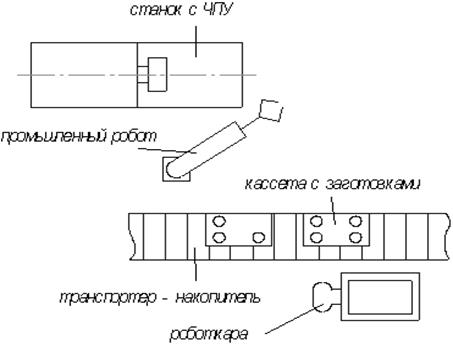
Рис. 6. Схема ГПМ с промышленным роботом
и транспортером-накопителем.
Простейший ГАУ состоит из двух станков типа многоцелевых, общего перегружателя заготовок, закрепленных на паллетах. Каждый станок имеет свой комплект паллет (до 15 шт.). Заготовки загружаются на паллеты чаще всего вручную. ГАУ такого типа обеспечивает снижения затрат на автоматизированные загрузочные устройства. Применения в ГАУ станков разного технологического назначения позволяет обработать на участке детали большой номенклатуры.
Рис. 7. Схема ГАУ с одним комплектом паллет:
1, 2 – станки с ЧПУ;
3 – рельсовая тележка (перегружатель паллет);
4, 5 – стенды с паллетами, закрепленными за каждым станком
На участке, показанном на рис. 7, объединены устройства для смены паллет, применена единая система автоматической смены инструмента для нескольких (до четырех станков). Инструмент меняется с помощью специального промышленного робота. В отличие от рассмотренного выше ГАУ, здесь один комплект паллет используют для нескольких станков. Это сокращает затраты времени на перезакрепление заготовки и повышает точность взаимного расположения поверхностей, обработанных на разных станках. Взаимозаменяемость станков сокращает простои участка при отказах какого-либо станка или необходимости его ремонта.
Рис. 8. Гибкий автоматизированный участок с двумя модулями и единым автоматизированным загрузочным устройством смены паллет и инструмента: 1 и 2- станки с ЧПУ, 3- накопитель инструмента, 4- промышленный робот смены инструмента, 5- рельсовая тележка- перегружатель паллет, 6- паллеты для любого станка участка, 7-позиции загрузки- разгрузки паллет, 8- АСУ распределения загрузки.
Гибкий автоматизированный участок с двумя модулями и единым автоматизированным загрузочным устройством смены паллет и инструмента, показан на рис. 8.
ГАУ классифицируют по технологическому назначению и компоновке.
По технологическому назначению ГАУ из станков с ЧПУ подразделяют на три группы:
1) для обработки заготовок тел вращения (фланцы, втулки, валы и т. д.);
2) для обработки заготовок корпусов (основания, станины и т. д.);
3) для обработки плоских заготовок (панели, крышки, планки и т. д.).
По компоновке различают ГАУ:
1) с линейной одно или многорядной компоновкой (станки расположены в один или несколько рядов, а транспортно-накопительные системы параллельно им);
2) с круговой компоновкой (станки расположены вокруг центрального склада накопителя);
3) с модульным принципом компоновки.
В последнем случае ГАУ комплектуется из отдельных унифицированных производственных единиц — модулей, в которые входят однотипные станки и комплектующие оборудование (УЧПУ, транспортно-загрузочные и накопительные устройства, электро - и гидроприводы).
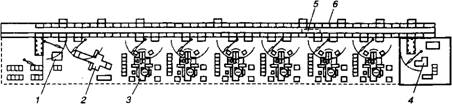
Рис. 9. Компоновка ГАУ АСК-10
Участок АСК-10 (рис. 9) комплектуется многоцелевыми станками МА6907ПМФ4, автоматизированным складом 6 с автоматизированным краном-оператором 5, участками наладки инструмента и сборки приспособлений и системой централизованного управления, обеспечивающей планирование, диспетчирование, подготовку, контроль и хранение управляющих программ и их оперативную корректировку. На участке расположена координатно-разметочная машина 1 с цифровой индикацией для контроля заготовок и предварительных разметочных операций. На станке 2 подготовляют технологические базы для дальнейшей обработки. Выходной контроль деталей проводится на контрольно-измерительной машине 4 с ЧПУ. В автоматическом режиме по программе могут быть проверены диаметры, геометрия и отклонения от соосности отверстий, межосевые расстояния и т. д. Данные измерений анализируются в управляющей автоматизированной системе.
В состав участка входят шесть многоцелевых станков МА6907ПМФ4 с магазином на 36 инструментов. Крестовый и поворотный столы, горизонтально расположенный шпиндель обеспечивают обработку заготовки без переустановки с трех-четырех сторон. В станке применены регулируемые тиристорные электродвигатели в приводах главного движения и подач, точные пары винт-гайка качения, направляющие качения на подвижных механизмах. Обеспечивается стабильность положения инструмента при его смене в пределах 0,003 ... 0,005 мм.
Инструментальное отделение позволяет хранить, комплектовать и налаживать на размер 190 наименований режущего инструмента и 90 наименований вспомогательного. Для сборки и наладки комплекта инструментов для одного магазина затрачивается в среднем 60 ... 70 мин.
Участок комплектации приспособлений позволяет из элементов универсально-сборной оснастки (УСО) собрать 400 типов приспособлений. Для закрепления заготовок используются унифицированные стальные плиты-спутники, на которых и монтируют элементы УСО.
Транспортно-складская система служит для создания задела заготовок, полуфабрикатов и готовых деталей, что обеспечивает оптимальную загрузку станков, позволяет автоматизировать межоперационные транспортные и погрузочно-разгрузочные работы, обеспечивает подачу заготовки на станок. Заготовки и детали хранятся в двухъярусном, двухрядном ячеистом складе. По команде с диспетчерского пульта кран-оператор подается к роликовым конвейерным станциям, расположенным в зоне загрузки станков. Оператор с помощью крана-манипулятора устанавливает заготовку в приспособлении на столе-спутнике. После обработки от программы происходит разжим спутника с заготовкой, удаление его манипулятором из рабочей зоны в позицию ожидания, который затем подает новый спутник с заготовкой на обработку. Затем спутник автоматически базируется и закрепляется, от программы начинается обработка новой заготовки. Система управления осуществляет: оперативное управление станками, манипуляторами для подачи спутников; технологическую подготовку производства, включая подготовку программ и их редактирование на рабочем месте; автоматическое оперативно-календарное планирование, учет хода производства. Каждый агрегат участка может управляться от индивидуального устройства управления или центрального сервера предприятия.
Гибкая автоматизированная линия (ГАЛ), состоящая из нескольких ГПМ с единым устройством загрузки и транспортирования заготовок, с последовательным выполнением операций, представлена на рис. 10.
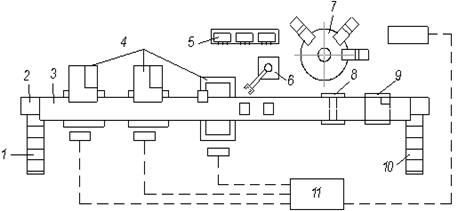
Рис. 10. Схема ГАЛ:
1 - конвейер подачи заготовок на линию,
2 - автоматический загружатель заготовок,
3 - шаговый транспортер, 4 - станки с ЧПУ,
5 - накопитель шпиндельных головок,
6- промышленный робот,
7 - станок с ЧПУ, имеющий многошпиндельные головки,
8 - установка для удаления стружки и мойки деталей,
9 - контрольно-измерительная машина,
10 - конвейер с обработанными деталями, 11 - ЭВМ линии.
Группы деталей обрабатывают в принятой последовательности по фиксированному программой циклу. Для повышения производительности в ГАЛ используют станки с многошпиндельными головками. Такая линия имеет более высокую производительность.
На гибкой автоматизированной линии с жестким конвейером подачи заготовок обработка производится последовательно на каждом или нескольких рабочих местах. На ГАЛ обрабатываются, как правило, детали с общими технологическими признаками. В основе организации производства лежит групповой технологический процесс - технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. ГАЛ обычно используют для ограниченной номенклатуры деталей с годовым выпуском несколько десятков тысяч в год. Гибкость ГАЛ определяется типом используемого оборудования.
10. АЛГОРИТМ СОЗДАНИЯ ПЕРВОЙ ГПС
Создание ГПС начинается с определения ее параметров. Исходные параметры ГПС зависят от объема выпуска, характеристики деталей, технологии их обработки, целей, которые необходимо достичь, степени автоматизации и перспективных задач модернизации производства. Особенным является задание степени гибкости, т.е. определение номенклатуры деталей, разнообразия их видов для обработки на данной ГПС. Опыт создания ГПС показывает, что при проектировании исходят из ограниченного числа различных деталей (10–12), иногда больше с пониманием, что число разнообразных деталей будет расти по мере освоения ГПС, подготовки и накопления управляющих программ.
Наряду с постоянными целями повышения производительности и снижение себестоимости продукции, целями создания отдельных ГПС может быть и освобождение человека от выполнения тяжелой или монотонной работы, вредных условий или чисто техническая задача, такая, как переход на полную обработку деталей за одну операцию с целью сокращения сроков поставки готовой продукции, дорогостоящих заделов.
От внедрения первой ГПС не следует ожидать решения всех задач производства. Только внедрение нескольких ГПС, постепенное наращивание интеграции производства выявят полностью эффективность и первой ГПС. Однако первая ГПС закладывает основу для создания интегрированного производства. Это главная цель первой ГПС, которая должна увязываться с внедрением последующих ГПС в рамках перспективного плана постоянной модернизации производства.
Одновременно с разработкой первой ГПС необходимо проводить подготовку практически всех функциональных подразделений завода к внедрению и обеспечению ее работы. Первая ГПС на заводе является своеобразным полигоном, апробированием решения различных задач комплексной всесторонней автоматизации производства, электронизации управления и дело производства, постепенной интеграции всех функциональных подразделений. Для создания благоприятного климата перехода на концепцию гибкого производства первая ГПС может иметь ограниченную гибкость, однако достаточную, чтобы обеспечить ее работу в три смены.
Первая ГПС не должна быть сложной, но в то же время должна иметь особенности гибкого производства, например: какое-то количество часов или одну смену работать в ’’безлюдном” режиме; допускать электронизацию графика производства; обрабатывать детали вне очереди и по заданной приоритетности. Число станков в первой ГПС не должно быть большим; четыре-пять одинаковых ОЦ обеспечат достаточную гибкость обработки любых деталей на любом станке системы в любой последовательности. Предпочтение следует отдавать транспортировке заготовок (деталей) между складом и станками робокарами на паллетах. Желательно на первой ГПС иметь автоматизированную систему загрузки инструмента в магазины ОЦ роботом из центрального дополнительного склада. На первой стадии внедрения эта операция может осуществляться вручную, робот может быть введен позже.
Первой задачей подготовительной работы в конструкторском бюро и технологическом отделе является анализ деталей всех изделий, выпускаемых заводом, с точки зрения отбора нескольких для обработки на первой ГПС. Проводится оценка существующей технологии обработки этих деталей по операциям и переходам с целью ее улучшения, применения современных материалов и методов обработки. При выборе деталей должен учитываться и такой фактор, как сложность деталей в обработке, трудности достижения заданной точности. Следует выбирать не самые сложные в указанном смысле детали, чтобы не затруднять пуск первой ГПС. Конструктор должен избегать выбора каких-то уникальных деталей по сложности их обработки, технолог не должен вводить какие-то уникальные сложные технологические переходы. На первой ГПС следует иметь все типовое и привычное. Начатая работа по оценке технологичности конструкций деталей с точки зрения гибкого производства продолжается и после определения и отбора нескольких деталей для обработки на первой ГПС. Опыт этой ГПС позволит уточнить требования к технологичности деталей для их обработки на следующих ГПС.
В процессе внедрения первой ГПС проводится работа по рационализации инструментального хозяйства, организации централизованных участков настройки инструмента на размер вне станка, рационализации оснастки и приспособлений, подготовке к паллетизации подачи заготовок на станки. При подготовке управляющих программ необходимо соблюдать принцип преемственности в программировании различных переходов обработки деталей, что позволит составлять программы блоками.
На первой ГПС должны пройти соответствующую переподготовку специалисты по ремонту и содержанию оборудования. В связи с этим желательно, чтобы система имела самодиагностику хотя бы отдельных ее модулей, устройств, автоматическую систему регистрации отказов, их причин и способов устранения для отработки организации соответствующего обслуживания оборудования.
Параллельно следует осуществлять и подготовку к автоматизации постоянной инвентаризации, планирования и обеспечения материального снабжения, полного учета имеющихся и потребных заготовок, инструмента, оснастки, приспособлений и других материалов. Автоматизация инвентаризации должна включать и банк спецификаций различных исходных материалов, основных и вспомогательных, включая и возможные их заменители.
В подготовительный период разрабатывается схема-планировка первой ГПС с привязкой ее к существующим или новым производственным площадям с учетом их характеристик (ширина пролетов, высота цеха, прочность опор и пр.), оборудования помещений для установки вычислительной техники, возможности использовать подвальные помещения для вспомогательного обслуживания (транспортировка стружки, подача охлаждающей жидкости и пр.). Заблаговременно составляют график освобождения помещений и установки станков и оборудования первой ГПС, что выполняют также поэтапно; по мере поступления и установки ОЦ будущей ГПС начинают выпускать продукцию при обслуживании операторами.
В период подготовки к пуску первой ГПС экономический (финансовый) отдел рассматривает различные варианты, проводит прединвестиционный анализ по ходу создания ГПС, уточняет расчеты себестоимости обработки деталей по всем статьям производственных затрат, знакомится с аналогичной работой, проводимой на других заводах, использующих ГПС.
В выполнении перечисленных и других необходимых подготовительных работ участвуют все специалисты завода, что делает их ответственными за общий успех внедрения ГПС. Подготовительная работа переходит в работу по обеспечению пуска, а затем и эксплуатации первых и последующих ГПС.
Это имеет отношение и к действующему на заводе технологическому оборудованию. Таким образом, еще до установки и пуска первой ГПС достигается повышение эффективности производства за счет введения отдельных элементов новой организации производства, повышения загрузки оборудования.
На заводах, не имеющих достаточного опыта эксплуатации станков с ЧПУ, первой внедряемой ГПС должна быть типовая ГПС, повторяющая в основном уже действующие ГПС на других заводах, что значительно облегчит ее внедрение и соответствующую переподготовку кадров. Последующие ГПС будут ориентироваться на особенности конкретного производства и на его перспективное развитие.
Подготовительная работа должна рассматриваться как обязательный этап внедрения ГПС. Она дает возможность также уточнять отдельные элементы проектируемой первой ГПС, своевременно менять отдельные решения, насколько это возможно, уточнять цели и задачи по ходу создания ГПС.
Завершением подготовительной работы является составление плана создания, отладки и пуска ГПС. План создания должен быть всесторонним и иметь следующее содержание.
Раздел 1. Постановка задач, определение целей и выработка стратегии. Оценка производственной стратегии, задач и целей внедрения ГПС. Общая концепция интеграции создаваемой ГПС с САПР и АСТПП. Определение общего выпуска, повышение производительности труда и снижение себестоимости. Определение степени гибкости будущей ГПС, обработка ограниченной или широкой номенклатуры деталей, включение одинаковых или разных ОЦ и ТОЦ. Планирование размещений будущей ГПС в новом или существующем помещении, включая вопросы подвода энергии, воздуха, охлаждающей жидкости, отвода стружки и пр. Составление общего описания ГПС.
Раздел 2. Выбор деталей и оценка технологии их обработки на ГПС. Выбор принятого первоначального количества деталей для обработки на ГПС по анализу всех деталей изделий, проведенному на стадии подготовки; установление желательного разнообразия деталей по форме, размерам, переходам обработки, разному объему выпуска. Переконструирование отдельных деталей в целях повышения их технологичности и гибкости (это рекомендуется, если в производстве уже используются САПР и АСТПП). Оценка существующей технологии обработки выбранных деталей, последовательность переходов с целью достижения заданной точности при их обработке в одну операцию, исследование возможности использования новейших материалов и технологии их обработки, включение оборудования для термообработки или других способов упрочнения в состав ГПС или выполнение этих операций вне ГПС, выбор повышенных режимов резания с тем, чтобы полностью использовать возможности новых режущих материалов, и другие вопросы.
Раздел 3. Выбор станков и другого оборудования. Анализ возможностей стандартных станков и другого оборудования по требуемым параметрам (величина основных перемещений и число программируемых осей перемещений, мощность главного привода, число инструментов в магазине, система управления, производительность и пр.); определение необходимости введения каких- либо изменений с точки зрения загрузки заготовок на станок, средств автоматизации слежения за состоянием инструмента, подналадки инструмента на заданный размер; включение моющего и другого оборудования. Выявляется необходимость создания специальных ОЦ или ТОЦ.
Раздел 4. Выбор транспортно-складского модуля и схемы расстановки оборудования. Выбор способа установки, транспортировки и складирования заготовок (деталей), инструмента, элементов УСП, приспособлений и оснастки; планирование маршрутов перемещения транспортных средств и расстановки станков и другого оборудования (конвейер в сочетании с робокаром, робокар в сочетании с рельсовой тележкой и др.); организация других материальных потоков. Разработка оптимальной схемы-планировки ГПС в соответствии с имеющимися площадями и материальными потоками, размещения станков, другого оборудования и склада.
Раздел 5. Обеспечение режущим и измерительным инструментом, оснасткой и приспособлениями. Определение числа и номенклатуры режущего инструмента с учетом дублеров измерительного инструмента; организация участка настройки инструмента на размер вне станка; приобретение или изготовление необходимого оборудования (обычно поставляется в комплекте с системой). Конструирование и изготовление специальных приспособлений или наборов элементов УСП или УНП, приобретение стандартных УСП. Организация хранения и подачи приспособлений к позициям установки заготовок.
Раздел 6. Мероприятия по обеспечению надежности работы ГПС. Реорганизация службы содержания и ремонта оборудования. Исследование возможности использования встроенной самодиагностики оборудования; разработка системы автоматического слежения за отказами, причинами простоев; организационные мероприятия по сокращению времени устранения отказов; организация профилактики и меры по повышению дисциплины технического обслуживания оборудования; разработка соответствующих правил и инструкций по использованию и обслуживанию оборудования и систем управления, порядка действий при отказе отдельных станков или всей системы, порядка восстановления работы системы и др.
Раздел 7. Выбор системы управления и средств вычислительной техники. Выбор системы управления различными модулями и всей системой в целом; выбор управляющей ЭВМ (DNC) и микропроцессорной техники управления отдельными функциями; разработка управляющих программ для выбранных деталей, специального программного обеспечения, например, для слежения за состоянием оборудования, автоматизации хронометража и анализа простоев, обработки деталей по приоритетам и др. Разработка информационных потоков и программного обеспечения сбора и передачи информации для принятия решений на каждом уровне управления и пр.
Раздел 8. Организация планирование и график работы ГПС. Разработка оперативного планирования и графика работы ГПС с использованием имитационного моделирования, плана материального обеспечения, поставки заготовок; инвентаризация незавершенного производства. Разработка процедуры увязки загрузки ГПС с загрузкой другого оборудования, со сборочными участками. Определение количества обслуживающего персонала, организация работы по методу сквозных комплексных бригад; организация работы в три смены с учетом возможности работы в «безлюдном» режиме в третью смену и др. Рассмотрение вопросов будущей интеграции создаваемой ГПС с другими системами, внедренными и планируемыми (САПР, АСТПП, другие ГПС).
Раздел 9. Переподготовка кадров и техника безопасности. Анализ и аттестация имеющихся кадров в целях их переподготовки для обслуживания создаваемой ГПС; организация их переподготовки, привлечение к отладке и пусковым работам, знакомство с отладкой системы на заводе-изготовителе; организация подготовки кадров ремонтников (механиков, электриков, электронщиков и др.). Решение вопросов техники безопасности при обслуживании ГПС, установке заготовок, смене инструментов в магазине ОЦ и др.
Раздел 10. Установка, отладка и пуск системы. Подготовка помещений для приемки станков и другого оборудования, контроль подъемно-транспортных средств, фундаментов; установка станков, организация их работы в отладочном режиме с выпуском продукции; отладка транспортной системы, системы управления, других функциональных подсистем; проведение приемочных испытаний с участием поставщиков различного оборудования, эксплуатация, наращивание объема выпуска до проектных показателей.
Раздел 11. Технико-экономические показатели ГПС. Анализ различных вариантов решения функциональных задач ГПС по стоимости и эксплуатационным расходам, расчет различных технико-экономических показателей. Уточнение расчетов по ходу создания системы с учетом ввода изменений и уточнений в первоначальный проект. Разработка имитационной модели расчета экономических показателей работы ГПС.
Раздел 12. Организационные мероприятия по обеспечению выполнения плана. Выбор проектной организации, завода-изготовителя, разработка и согласование проекта ГПС, утверждение проекта. Согласование и уточнение сроков проектирования, поставок оборудования, пусконаладочных работ, расчет и планирование персонала завода, подключаемого к решению создания ГПС и выполнения разделов плана. Утверждение ответственных по разделам плана. Организация работы технического комитета при главном инженере завода по созданию и внедрению ГПС. Организация и контроль за пусконаладочными работами.
Данные разделы плана создания и внедрения ГПС являются примерными и должны уточняться в каждом конкретном случае в зависимости от условий завода, на котором планируется внедрение ГПС. Каждый раздел плана требует более детальной проработки в соответствии с имеющимся опытом других заводов. Детальная проработка конкретных мероприятий и заданий в каждом разделе позволит установить сроки их выполнения по аналогии с принятой практикой и имеющимися возможностями. В целом на разработку детального плана при проведении предварительной подготовительной работы может потребоваться от 3 до 6 месяцев (каждый раздел разрабатывается соответствующими функциональными подразделениями завода при координации техническим комитетом при главном инженере), на реализацию плана 2,5-3 года (при условии включения в систему стандартного оборудования и унифицированных систем управления).
Создание ГПС нарастающим методом, за шагом. Особенностью гибких производственных систем является возможность их создания и внедрения поэтапно (шаг за шагом), постепенно наращивая их сложность по мере появления производственной необходимости, приобретения достаточного опыта эксплуатации и планов модернизации.
Можно рекомендовать следующие шаги внедрения гибкого производства:
Ш а г 1. Внедрение групповой обработки деталей на отдельных станках с ЧПУ типа ОЦ со столом на две детали, с обслуживанием оператором, включая установку детали. Возможен вариант, когда уже на этом шаге планирование, подготовка производства и управляющих программ осуществляются с помощью системы САПР - АСТПП, если они внедрены на производстве как самостоятельные системы.
Ш а г 2. Станки типа ОЦ оснащаются тактовыми накопителями (столами) /на которых передача заготовок с паллетами на станок автоматическая. В случае станков типа ТОЦ для загрузки заготовок применяется робот; смена инструмента и его подналадка осуществляется оператором вручную.
Ш а г 3. На базе ОЦ создается ГПМ, который может длительное время работать в "безлюдном” режиме. ГПС может иметь средства слежения за состоянием инструмента, измерения размеров в процессе обработки; инструментальный магазин может вмешать до ста инструментов. Завершается создание ГПМ его связью с центральной ЭВМ для передачи производственной информации (появляется обратная связь).
Ш а г 4. Два и более ГПМ объединяются единым транспортом (обычно рельсовой тележкой) для передачи заготовок с паллетами с позиций ожидания на станки. Характерно наличие централизованной позиции для установки заготовок в приспособлениях и на паллетах для подачи на любой станок. В линию со станками при необходимости может встраиваться машина для мойки деталей и паллета. Заготовки, специальные приспособления и элементы УСП подаются в позицию установки вручную с помощью средств механизации. Каждый станок и моющая машина оснащаются двухпозиционным поворотным устройством для смены заготовок и передачи их на рельсовую тележку, а с последней – автоматически на позицию ожидания, которых может быть до 15 на каждый станок. Использование большого числа режущего инструмента требует на этом шаге организовать централизованную настройку инструмента на размер вне станка.
Ш а г 5. Автоматизируется смена инструмента из общего стеллажа-склада роботом в магазины ОЦ и обратно, что увеличивает гибкость ГПМ.
Ш а г 6. Внедряется управление станками от центральной ЭВМ, разрабатывается программное обеспечение для автоматического слежения за состоянием инструмента и работой станков с центрального пульта.
Ш а г 7. Увеличивается число ОЦ, которые связываются единой транспортной системой и единым складом заготовок, оснастки и приспособлений. Позицию установки заготовок удаляют от станков, освобождая место для движения тележек.
Ш а г 8. Создается ГПС путем интеграции системы управления всех функций, станками в режиме DNС, транспортом и складом, установкой заготовок, настройки на размер вне станка и др.
Ш а г 9. Интеграция ГПС с системой САПР и АСТПП и другими системами (АСИО, АСУ, инвентаризации-ресурсов и др.). На данном шаге внедряется оперативное планирование и динамичный график производства, контролируемый ЭВМ. ЭВМ имеет возможность отслеживать обработку каждой детали, объем незавершенного производства в реальном времени.
Ш а г 10. Интеграция системы обеспечения качества продукции, передача функций контроля размеров обрабатываемых деталей машинам, слежение за качеством исходных материалов, предупреждение брака, автоматизация возврата исправимого брака на доработку на ГПС.
Шаг 11. Интеграция систем профилактики, содержания оборудования и устранения неполадок с системой управления ГПС (системы автоматизации диагностики, автоматизации записи истории отказов и др.).
Шаг 12. Интеграция посредством информационных потоков отдельных ГПС (ГПС заготовительного производства, сборки, АСУП), развитие системы сбора и обработки информации для принятия решений. Использование имитационных моделей для управления производством.
Таким образом, шаг за шагом осуществляется переход к гибкому производству от станков с ЧПУ к ГПС и интеграции производства. На каждом шаге создание систем должно обеспечивать возможность их дальнейшей интеграции, для чего необходимо, как отмечалось ранее иметь конкретный план развития и модификации производства на перспективу Такой подход позволяет наращивать производственные мощности в разные периоды в зависимости от потребностей и постепенно увеличивать комплексность и степень автоматизации производства.
Каждый очередной шаг должен использовать опыт предыдущего шага, где важны преемственность и тесный контакт разработчиков и эксплуатационников. На предприятии создание одной ГПС может завершаться, а другой только начинаться, параллельно могут создаваться несколько систем; при этом опыт, накопленный при создании первой ГПС, ускорит переход с одного шага к другому при внедрении гибких систем на других участках, в цехах и всего производства.
ЗАКЛЮЧЕНИЕ
В учебном пособии в краткой форме изложен материал, соответствующий рекомендациям Федерального государственного образовательного стандарта по направлению 15.03.05 «Конструкторско-технологическое обеспечение машиностроительных производств», профилю «Металлообрабатывающие станки и комплексы», дисциплине «Конструкторско-технологическое обеспечение ГПС» и 15.03.01 «Машиностроение», профилю «Технология, оборудование и автоматизация машиностроительного производства», дисциплине «Гибкие производственные системы». Представлена расшифровка общетехнических терминов, применяемых в области автоматизированных систем управления предприятием, обозначены этапы развития автоматизированного производства. Особое внимание уделено принципам и методам групповой обработки деталей. Даны рекомендации по конструированию комплексной детали и проектированию групповых технологических процессов. Ряд разделов посвящен инструментальному и метрологическому обеспечению ГПС, приведены алгоритм создания ГПС и примеры компоновок.
Учитывая, что в последнее десятилетие практически отсутствовал выпуск учебной литературы данного направления, в учебном пособии восполнен этот пробел и представлены современные разработки данной проблематики.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Кожевников Д.В. Режущий инструмент / Д.В. Кожевников, В.А. Гречишников и др. М.: Машиностроение, 2005. 528 с.
2. Солоненко В.Г. Резание металлов и режущий инструмент / В.Г. Солоненко, А.А. Рыжин. Инфра-М, 2011. 416 с.
3. Схиртладзе А.Г. Технологическая оснастка машиностроительных производств / А.Г. Схиртладзе. М.: Станкин, 1999. Ч. 1 Ч. 2.
4. Гапонкин В.А. Обработка резанием, металлорежущий инструмент и станки / В.А. Гапонкин, Л.К. Лукашев, Т.Г. Суворова. М.: Машиностроение, 1990.
5. Филиппов Г.В. Режущий инструмент / Г.В. Филиппов. Л.: Машиностроение, 1981.
6. Грановский Г.И. Резание металлов / Г.И. Грановский, В.Г. Грановский. М.: Высш. шк., 1985.
7. Сахаров Г.Н. Металлорежущие инструменты / Г.Н. Сахаров, О.Б. Арбузов и др. М.: Машиностроение, 1989.
8. Митрофанов С.П. Групповая технология машиностроительного производства: в 2 т. Т.1. Организация группового производства / С.П. Митрофанов - 3-е изд., перераб. и доп. – Л.: Машиностроение, Ленингр. отделение, 1983. – 407 с.
9. Технологическая подготовка гибких производственных систем /С.П. Митрофанов, Д.Д. Куликов, О.Н. Миляев, Б.С. Падун; под общ. ред. С.П. Митрофанова. – Л.: Машиностроение, Ленингр. отделение, 1987. – 350 с.
ОГЛАВЛЕНИЕ
| Введение | 3 |
| 1. Общетехнические термины и пояснения, применяемые в области автоматизированных систем управления предприятием. | 5 |
| 2. ГПС – будущее машиностроения | 24 |
| 2.1. Этапы развития автоматизированного машиностроительного производства 2.2. Проблемы повышения производительности труда и качества продукции в машиностроении 2.3. Гибкое производство – новая концепция в машиностроении | 24 29 36 |
| 2.4. Основные характеристики гибкого производства | 41 |
| 3. Технологическая гибкость автоматизированного машиностроительного производства | 49 |
| 4. Групповая обработка – основа формирования ГПС | 58 |
| 4.1. Особенности групповой обработки | 58 |
| 4.2. Типовой принцип проектирования технологических процессов 4.3. Сущность и организация групповой обработки. Комплексная заготовка 4.4. Принципиальные основы группового метода производства 4.5. Разработка технологических процессов 5. Инструментальное обеспечение ГПС | 59 60 62 70 77 |
| 6. Метрологическое обеспечение ГПС | 87 |
| 7. Конструкторско-технологическое обеспечение ГПС для заготовительного производства | 102 |
| 8. Конструкторско-технологическое обеспечение ГПС сборки | 107 |
| 9. Планировка ГПС | 111 |
| 10. Алгоритм создания первой ГПС | 121 |
| Заключение | 132 |
| Библиографический список | 133 |
Учебное издание
Пачевский Владимир Морицович
Сафонов Сергей Владимирович
Яценко Светлана Николаевна
Краснова Марина Николаевна
ГПС.
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
В авторской редакции
Компьютерный набор И.И. Зверевой
Подписано к изданию 07.12.2015.
Объем данных 1,2 Мб.
ФГБОУ ВО «Воронежский государственный технический
университет»

| |
394026 Воронеж, Московский просп., 14
 | |||||
 | |||||
 | |||||
 | |||||