
Выбор размеров шлицевых соединений .








При проектировании шлицевых соединений первоначально конструктивно оценивается размер круглого вала, который в дальнейшем просчитывается на прочность с учётом коэффициентов запаса, и уточняется в соответствии со стандартизованными размерами. Полученные шлицевые выступы и впадины во внутренних углах имеют значительную концентрацию напряжений, поэтому размер шлицевого вал даже по меньшему диаметру всегда больше расчётного круглого вала. По данным это превышение составляет 15…20%. Для собираемости соединения, а также для обеспечения подвижности необходимо предусмотреть радиусы, фаски для создания возмозможности выхода шлифовального круга при обработке. Спроектированное шлицевое соединение проверяют на смятие и износ.
2.5. Посадки прямобочных шлицевых соединений
Посадки прямобочных шлицевых соединений выбирают по соответствующим таблицам стандартов, в зависимости от выбранного метода центрирования и от характера работы сопряжения.
Далее при выборе посадок можно руководствоваться следующими соображениями. Многие шлицевые соединения по сопрягаемым поверхностям имеют гарантированные зазоры. Чем больше длина осевого
перемещения шлицевой втулки и чем чаще имеют место перемещения, тем больше должен быть зазор между опорными поверхностями в сопряжении, необходимый для размещения смазки, компенсации температурных деформаций и погрешностей изготовления деталей. Гарантированные зазоры также устанавливают для обеспечения самоцентрирования втулки относительно вала в тяжелонагруженных и реверсивных передачах. Так, например, в автомобилях имеются неподвижные шлицевые соединения, у которых по центрирующему диаметру назначают посадки с основными отклонениями f, e, d .
При высоких требованиях к точности центрирования стремятся
получить наименьшие зазоры по центрирующим диаметрам.
Если точность центрирования не имеет существенного значения, а на первый план выдвигаются требования высокой прочности (особенно при переменных нагрузках и реверсивном движении), то предусматривают, возможно меньшие зазоры между боковыми поверхностями зубьев и впадин. Примером такого соединения является карданное сочленение в автомобилях, где используется центрирование по боковым поверхностям зубьев.
Следует помнить, что вследствие неизбежных перекосов и неточности взаимного расположения шлицев посадки шлицевых соединений как бы смещаются по сравнению с обычными одноименными посадками для гладких цилиндрических соединений в сторону уменьшения зазора или увеличения натяга. Так, например; посадки обеспечивающие скольжение для соединения вал-отверстие, будут уже неподвижными. Учитывая влияние упомянутых погрешностей, можно, например, рекомендовать применение посадок для шлицевых соединений в соответствии с предъявляемыми к ним эксплуатационными требованиями.
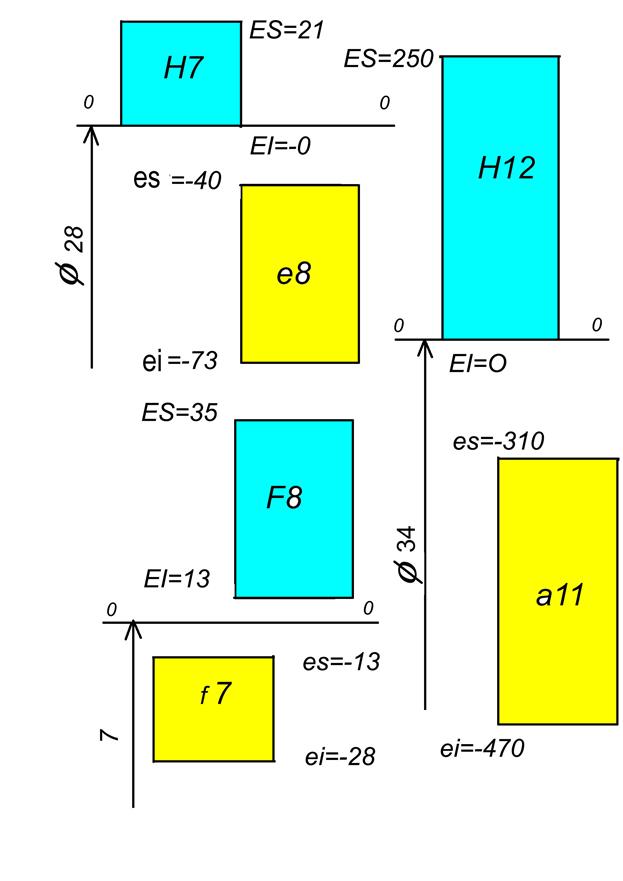
Схема расположения полей допусков
для соединения: d -6  28H7/e8 34H12/a11 7F8/f7.
28H7/e8 34H12/a11 7F8/f7.
Диаметры шлецевого отверстия: 
Диаметры шлицевого вала:  ;
; 
Ширина впадин шлицевого отверстия: 
Толщина зубьев шлицевого вала: 
Схема расположения полей допусков приведена выше. Сборочный чертеж шлицевого соединения и рабочие чертежи шлицевого вала и отверстия показаны на следующей странице, а также простановка допусков и посадок шлицевого соединения на сборочном и рабочих чертежах шлицевого вала и отверстия.
Можно также, провести выбор параметров прямобочного шлицевого соединения.
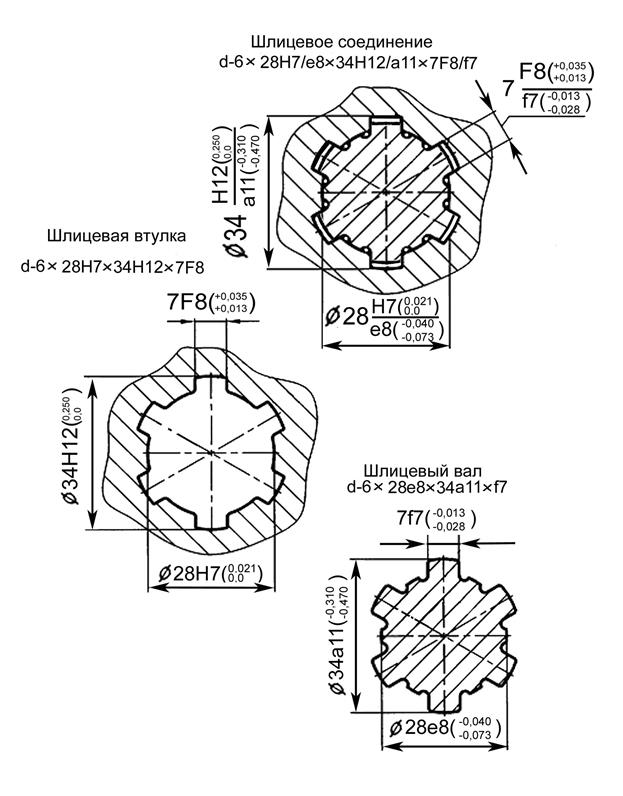
Чертежи шлицевого соединения
d -6 28H7/e8 34H11/a11 7F8/f7.
2.7. Контроль прямобочных шлицевых соединений
Для прямобочных шлицевых соединений, несмотря на сложность геометрической формы втулки и вала, нормируется практически одно отклонение от симметричности боковых сторон зубьев (шлицев). Нормирование только одного показателя отклонения расположения связано, с тем, что основным средством контроля деталей шлицевого соединения (вала и втулки) является комплексный (проходной) калибр, выявляющий возможность сборки этих элементов. В стандарте на эти калибры установлены требования на расположение элементов шлицевого сопряжения.
Допуск симметричности нормируется в зависимости от ширины зуба (шлица) и устанавливается значениями от 0,010 до 0,018 мм (табл.15).
Установившаяся во всем мире система контроля шлицевых деталей с помощью калибров нашла отражение не только указанием об этом в стандарте, нормирующим точностные данные для шлицевого соединения, но и на дополнительные требования еще к параметру отклонения расположения. В стандарте указано, что если шлицевая деталь контролируется калибром, длина которого меньше длины детали, то дополнительно нормируются требования к отклонению от параллельности сторон зубьев (пазов) вала и втулки относительно оси центрирующей поверхности. Отклонение от параллельности задается на длине 100 мм значением 0,03 мм при допусках на ширину шлицев от IT6 до IT8 и 0,05 мм при допусках IT9 и IT10.
2.8.1 Контроль прямобочного шлицевого отверстия
Для контроля прямобочного шлицевого отверстия (втулки) используются:
1. Комплексный калибр-пробка проходной (рис. 7, а). Этот калибр имеет контур, обратный контуру шлицевого прямобочного отверстия, его изготовляют с наименьшими предельными размерами параметров D, d и b . В шлицевом отверстии этот калибр контролирует одновременно наименьшие размеры этих параметров и их соосность, а также симметричность пазов, их шаг по окружности и параллельность боковых поверхностей пазов отверстия их осям симметрии.
2. Поэлементный калибр-пробка неполный непроходной для контроля ширины паза b (рис. 7, б).
3. Поэлементный калибр-пробка неполный непроходной (рис. 7, в) для контроля параметра D.
4. Поэлементный калибр-пробка полный непроходной для контроля параметра d (рис. 4, г).
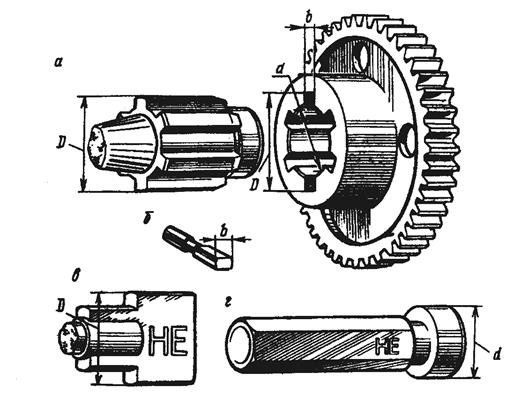
Рисунок 2. Калибры-пробки для контроля шлицевого прямобочного отверстия:
а – комплексный проходной; б – неполный непроходной для контроля ширины пазов b;
в – неполный непроходной для контроля параметра D; г – полный гладкий непроходной для контроля параметра d
Шлицевое прямобочное отверстие (втулку) признают годным, если комплексный калибр-пробка входит в него, а ни одна из поэлементных пробок не проходит в размеры D, b и d. Это означает, что каждый параметр не выходит за свои верхние предельные размеры
2.8.2 Контроль шлицевого прямобочного вала
Для контроля шлицевого прямобочного вала используются:
1. Комплексный калибр-кольцо проходной (рис. 8а). Этот калибр имеет контур, обратный контуру шлицевого прямобочного вала; он изготовлен с наибольшими предельными размерами параметров D, d , b; на шлицевом прямобочном валу этот калибр контролирует одновременно наибольшие предельные размеры этих параметров и соосность их окружностей, а также симметричность шлицев, их шаг по окружности и параллельность боковых поверхностей шлицев их осям симметрии. На вал этот калибр-кольцо должен проходить по всей длине шлицевой поверхности.
2. Поэлементный калибр-скоба (рис. 8б) непроходной для контроля D шлицевого вала.
3. Поэлементный калибр-скоба непроходной для контроля d шлицевого вала (рис. 8 в).
4. Поэлементный калибр-скоба непроходной для контроля толщины b шлицевого вала (рис. 8г).
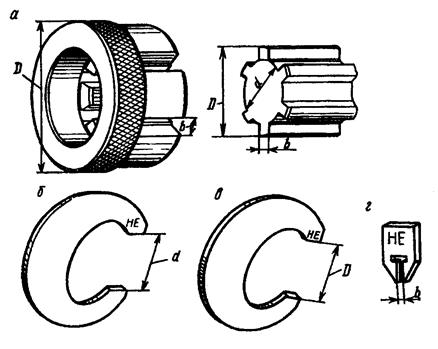
Рисунок 3. Калибры для контроля шлицевого прямобочного вала:
а – комплексный калибр-кольцо проходкой; б – калибр-скоба непроходной для контроля параметра D; в – калибр-скоба непроходной для контроля параметра d;
г – калибр-скоба непроходной для контроля толщины шлица b
Шлицевой вал с прямобочным профилем признается годным, если комплексный калибр-кольцо проходит по всей длине его поверхности, а поэлементные калибры-скобы не проходят на размеры D , d и b .
На рисунке 9 представлен полный комплект калибров для контроля прямобочного шлицевого соединения.
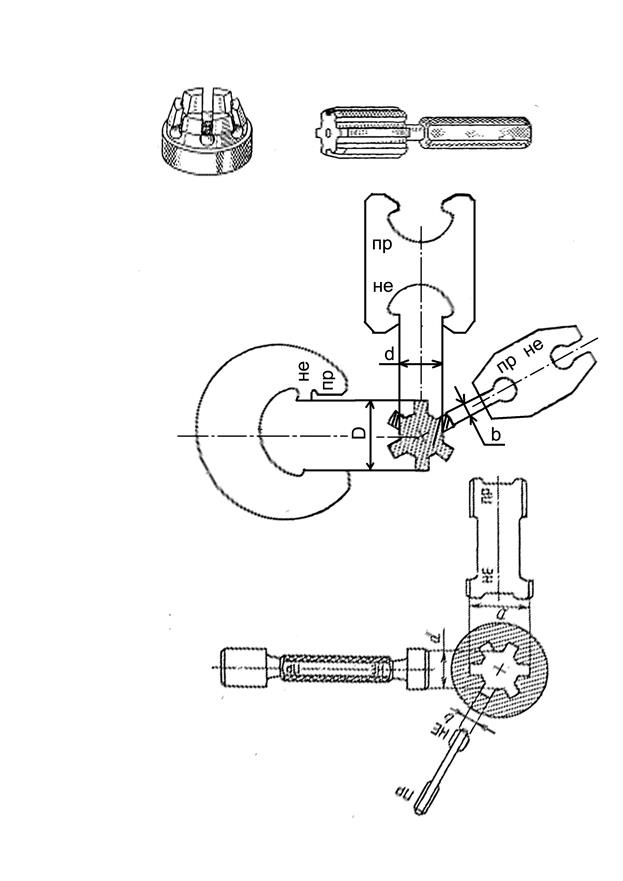
Рисунок 4. Полный комплект калибров для контроля прямобочного шлицевого вала и отверстия.
В приложении на рисунках 19,20 и 21 приведены варианты графического оформления данного раздела курсовой работы "Шлицевые соединения", выполненный на формате А3.
3. ЭВОЛЬВЕНТНЫЕ ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
3.1. Назначение и применение
Шлицевые соединения с эвольвентным профилем зуба имеют то же назначение, что и прямобочные, но обладают рядом преимуществ: технологичностью; повышенной прочностью и передают большие крутящие моменты при аналогичных геометрических параметрах. Эвольвентные шлицевые соединения, особенно в тяжелонaгруженных механизмах, вытесняют шлицевые прямобочные соединения. Это объясняется повышенной прочностью зубьев эвольвентных шлицевых валов, более высокой технологичностью их изготовления (при заданном модуле шлицы любого размера вала нарезают с помощью одной червячной фрезы) и высокой точностью центрирования шлицевых соединений. Шлицевые валы и втулки эвольвентных шлицевых соединений отличаются формой и размерами зубьев и впадин от аналогичных валов и втулок прямобочных шлицевых соединений. Боковые поверхности зубьев и впадин выполнены по кривой, называемой эвольвентой, подобно профилю зубьев зубчатых колес.
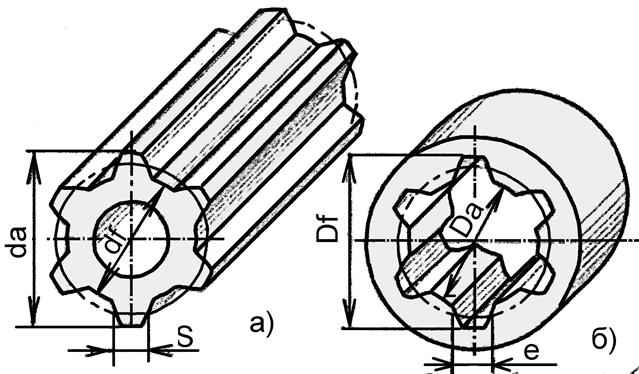
Рисунок 5. Эвольвентные шлицевые: а-вал, б-втулка
3.2. Геометрические характеристики
Профиль зубьев очерчивается окружностью выступов и впадин. Для вала (рис. 10, а ) диаметр окружности вершин зубьев обозначают da, а диаметр окружности впадин df. Для втулки (рис рис. 10, б) диаметр окружности впадин обозначают Df,а диаметр окружности вершин зубьев-D a .
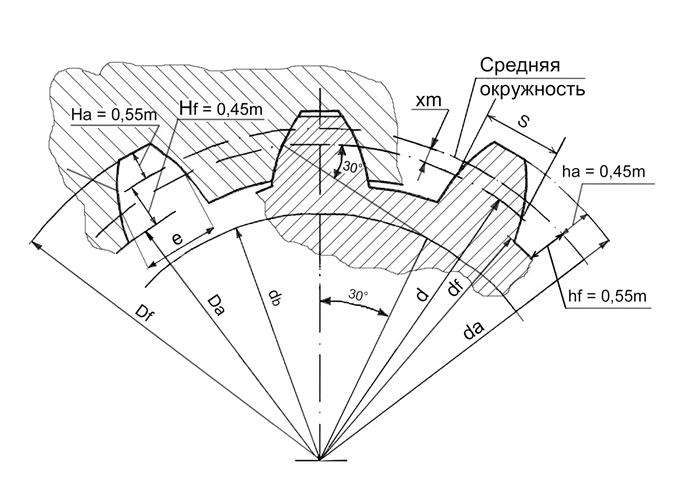
Рисунок 6. Параметры эвольвентного шлицевого соединения
Важной размерной характеристикой зубьев вала и втулки являются толщина s зуба вала и ширина впадины e втулки, определяемые по делительной окружности диаметром d. Диаметр делительной окружности выражается через число зубьев z и модуль т (d =тz). За номинальный диаметр соединения принимают наружный диаметр D. Геометрические характеристики соединения определяются по зависимостям показаны на рис. 11,12,13 и определены в табл.1.
3.3. Центрирование и посадки
Эвольвентные шлицевые соединения чаще центрируют по наружному диаметру D (рис 12) и по боковым поверхностям зубьев s = e (рис 13). Допускается центрирование по внутреннему диаметру. Форма дна впадины вала и втулки может быть как закругленной (см. рис 13), так и плоской ( рис 12). Размерные ряды шлицевых эвольвентных соединений (номинальные диаметры D, модули и числа зубьев z) приведены в / 8 /. Выборка наиболее часто применяемых D, m и z приведены в таблице 2, где предпочтительные выделены жирным шрифтом. Посадки по не центрирующим диаметрам установлены только при плоской форме диаметра впадины (табл 3). В случае закругленной формы дна впадины при центрировании как по наружному диаметру D, тaк и по боковым поверхностям зубьев s=e на размер df поле допуска не назначают; размер df ограничивают его наибольшим значением dfmax (для исключения возможного защемления вершин зубьев втулки во впадинах вала). Допуск для диаметра Df окружности впадин втулки также не предусмотрен; размер диаметра Df ограничен наименьшим значением. Поля допусков и посадки шлицевых эвольвентных соединений даны в табл. 3,4,5 и показаны на рис.14,15.
Таблица 1. Параметры шлицевого эвольвентного соединения
| Параметр | Обозначение | Зависимость |
| Диаметр делительной окружности | d | d = mz |
| Делительный окружной шаг | p | Р = π т |
| Номинальная делительная окружная толщина зуба вала (впадины втулки) | s( е) | s =е=0,5π m + 2х m tg α |
| Смещение исходного контура | хт | xm = 0,5 [D–m( z+1,1 )] |
| Номинальный диаметр окружности впадин втулки | Df | Df = D |
| Номинальный диаметр окружности вершин зубьев втулки | Da | D а = D - 2m |
| Номинальный диаметр окружности впадин вала | df | df max = D – 2,2m |
| Номинальный диаметр окружности вершин зубьев вала: при центрировании по боковым поверхностям зубьев | da | da = D - 0,2m d a = D |
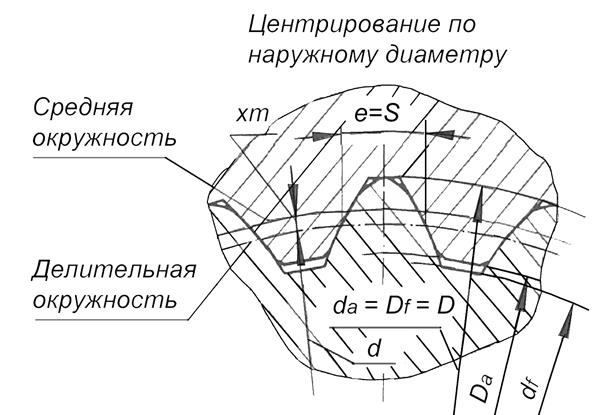
Рисунок 7. Центрирование по наружному диаметру ШЭС.
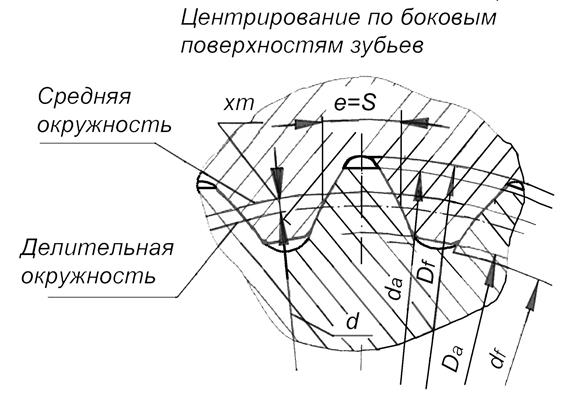
Рисунок 8. Центрирование по боковым сторонам ШЭС.
Таблица 2. Номинальные значения основных параметров эвольвентных шлицевых соединений (1-го ряда, часто применяемые)
| Модуль, мм | Номинальный диаметр D . мм | |||||||||||||
| 17 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | 75 | 80 | |
| Число зубьев z | ||||||||||||||
| 0.8 | 20 | 23 | 30 | 36 | 42 | 48 | 55 | 60 | 66 | 74 | ||||
| 1.25 | 12 | 14 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 | 58 | 62 |
| 2 | 7 | 8 | 11 | 13 | 16 | 18 | 21 | 24 | 26 | 28 | 31 | 34 | 36 | |
| 3 | 7 | 8 | 10 | 12 | 13 | 15 | 17 | 18 | 20 | 22 | 24 | 25 | ||
| 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |||||
Таблица 3. Посадки при центрировании по наружному диаметру Df =da
|
Размер | Поля допусков при форме дна впадины | Посадки при форме дна впадины | ||
| плоской | закруглённой | плоской | закруглённой | |
| Df | H7 (1-й ряд) H8 (2-й рядl) |
H7 / n6 H7 / h6 H7 /g6 H7 / f7 H7 / js6 |
H8/n6 H8/h6
H8/g6 H8/f7 | |
| da | n6; h6;g6; f7 (для 1-го и 2-го рядов) js6 (только для 1-го ряда) | |||
| e | 9H и 11H | 9H/9h ; 9h/9g ; 9H/9d ; 11Н/11c ; 11H/11a | ||
| s | 9h; 9g; 9d; 11c; 11a | |||
| Da | H11 | H11 |
H11/h16 | - |
| df | H16 | df max=D-2,2m | ||
Таблица 4. Посадки при центрировании по боковыми поверхностям s = e
|
Размер | Поля допусков при форме дна впадины | Посадки при форме дна впадины | ||
| плоской | закруглённой | плоской | закруглённой | |
| e | 7H 9H и 11H |
7H/7n ;7H/7h; 7H/8p; 7H/8k; 7H/9r; 9H/7f ; 9H/8k; 9H/8f ; 9H/9g 9H/9h ; 11H/10d; | ||
| s | 7n; 7h; 7f; 8p; 8k; 8f ; 9r; 9h; 9g; 10d; | |||
| Df | H16 | Df min=D | H16/d9; H16/h12 | - |
| da | d9; h12 | d9; h12 | ||
| Da | H11 | H11 | H11/h16 | - |
| df | h16 | df max=D-2,2m | ||
Таблица 5. Посадки при центрировании по внутреннему диаметру Da =df
|
Размер | Поля допусков при форме дна впадины | Посадки при форме дна впадины | ||
| плоской | закруглённой | плоской | закруглённой | |
| Da | H7 (1-й ряд) H8 (2-й ряд) | H7 / n6 H7 / h6 H7 /g6 | H8/n6 H8/h6
H8/g6 | |
| df | n6; h6;g6; | |||
| Df | H16 | Dfmax=D+2,2m | H16/h12 | - |
| da | h12 | h12 | ||
| e | 9H и 11H | 9H/9g 9H/9h ; 9H/9d; 11H/11c; 11H/10a; | ||
| s | 9h; 9g; 9d 11c; 11a | |||
Примечание к таблицам 3,4,5: При выборе полей первый ряд следует предпочитать второму. Предпочтительные посадки выделены. Наибольшие значения нецентрирующих диаметров подсчитывать по формулам:
Df max = D + 2,2m, df max = D - 2,2m, где m-модуль.
3.4.Обозначение шлицевых эвольвентных соединений.
Варианты условных обозначений эвольвентных шлицевых соединений на чертежах показаны на рис .
Центрирование по боковым сторонам
 здесь: D=65, m=3
здесь: D=65, m=3
для шлицевой втулки: 
для шлицевого вала: 
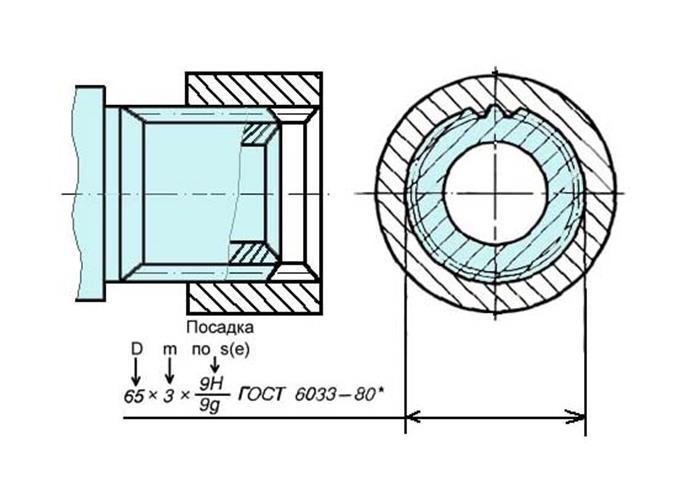
Рисунок 9. Шлицевое эвольвентное соединение при центрировании по боковым сторонам зубьев.
Шлицевое эвольвентное соединение с D = 65мм; т = 3 мм, при центрировании по боковым сторонам зубьев с посадкой 9H/9g.
Центрирование по наружному диаметру:
здесь: D=65, m=3, центрированием по наружному диаметру с посадкой H7/g6 по диаметру D, и посадками:  по боковым сторонам, а также H11 / h16 по сопряжению Da/df, в соответствии с табл. 3.
по боковым сторонам, а также H11 / h16 по сопряжению Da/df, в соответствии с табл. 3.
Центрирование по внутреннему диаметру:
здесь: D=65, m=3, центрирование по внутреннему диаметру с посадкой H7/g6, посадки остальных поверхностей предусмотрены в табл.5.
Предельные значения радиального биения должны соответствовать значениям табл...., а ориентировочно это половина суммарного допуска
T ( т.е. Fr = 0,5 T ).