
Методы и средства контроля элементов деталей шпоночного соединения








Для контроля используются два метода: дифференцированный (поэлементный) и комплексный. Для реализации первого метода универсальные средства измерения. Выбор того или иного средства измерения определяется возможностью его использования с учетом конкретной конфигурации детали и обеспечения необходимой точности измерения. Этот метод целесообразно применять на стадии отладки технологического процесса или при анализе деталей, он требует больших затрат времени и квалификации персонала.
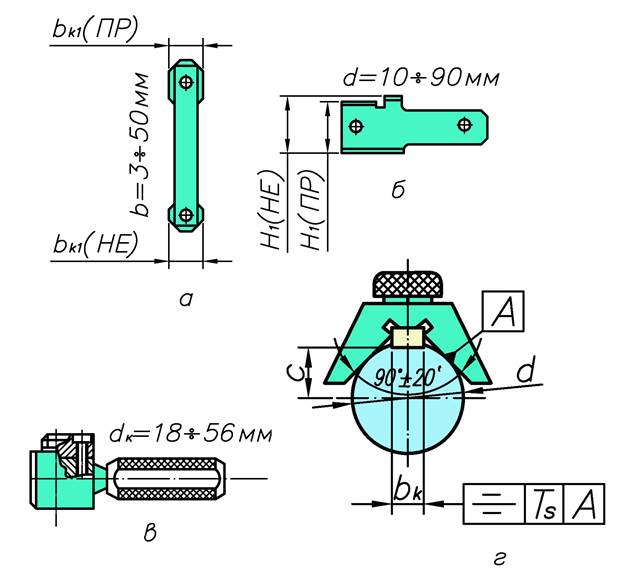
Комплексный контроль стандартизованных шпоночных пазов осуществляют калибрами (рис. 5). Ширину пазов вала и втулки проверяют пластинами, имеющими проходную и непроходную стороны (5, а).
|
Размер от образующей цилиндрической поверхности втулки до паза дна (∆+t2) контролируют пробкой со ступенчатым выступом (5,б). Симметричность расположения паза относительно осевой плоскости проверяют у втулки пробкой со шпонкой (5,в), а у вала накладной призмой (5,г)или кольцом с контрольным стержнем.
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ

1. ВВЕДЕНИЕ.
Известно, что для передачи крутящего момента можно создать неподвижную пару: вал - отверстие, применив посадку с натягом. Такое соединение позволяет получить наилучшее сопряжение с точки зрения совпадения осей вала и отверстия. Это, казалось бы, самое простое решение требует высокой точности при изготовлении пары, специальных технологических методов сборки, ограничено расчётным уровнем сил трения в области сопряжения, да и к тому же, как правило, не может быть разобрано и вновь собрано с сохранением прежних характеристик. Для обеспечения взаимной связи возможно применение шпоночного соединения, когда вал и отверстие собираются с гарантированным зазором, а, в предварительно подготовленные пазы вводится специальный элемент-шпонка. Такой подход всегда приводит к тому, что оси вала и втулки не совпадают, и кроме того, весь крутящий момент передаётся через одну шпонку, что создаёт повышенную концентрацию напряжений как на валу так и на втулке. Становится ясно, что хотелось бы получить технологически, реально получаемое соединение, хотя бы частично свободное от указанных недостатков. Такие конструкции получили название шлицевых соединений.
ОБЩИЕ СВЕДЕНИЯ ПО ПРИМЕНЕНИЮ
ШЛИЦЕВЫХ СОЕДЕНЕНИЙ.
1.1 Назначение и применение
Повышенные требования к выпускаемой продукции и возросшие технологические возможности позволили применять шлицевые соединения практически во всех областях машиностроения и приборостроения. Подтверждением тому служит автомобиль, создать качественную и надёжную коробку перемены передач для которого, без шлицевых соединения практически невозможно. Следует заметить, что именно это соединение позволяет получать как подвижные, так и неподвижные пары при достаточно высокой соосности и необходимой прочности. Немало важно также, что только применение треугольных шлицевых соединений с небольшими модулями позволяет создавать лёгкие разборные соединения типа «труба в трубе ».
1.2 Терминология и виды
В машиностроении и приборостроении повсеместно применяется термин «центрирование», который определяет точность расположения осей изделий поверхностей относительно друг друга. При проверке, всегда ось одной из деталей либо общая ось в сборке принимается за базовую, а отклонение второй оси относительно базовой или обеих осей относительно общей базовой оценивается.
Теоретически улучшить характеристики шпоночного соединения можно введя две шпонки и более, но этого не делают, а применяют другое соединение называемое шлицевым.
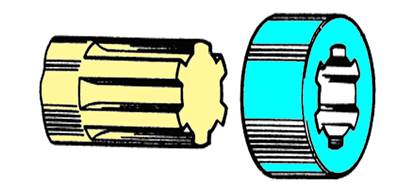
Шлицевым называется разъёмное соединение отверстия и вала, когда на валу выполнены выступы определённой формы, а на поверхности отверстия впадины аналогичной формы и количества.
Деталь (охватываемая), на наружной поверхности которой изготовлены выступы, называется шлицевым валом.
Деталь (охватывающая), на внутренней поверхности которой изготовлены впадины, называется шлицевым отверстием.
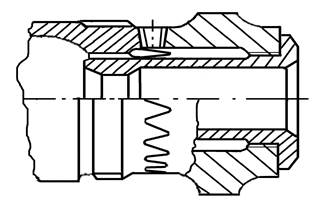
К шлицевым соединениям относятся также и те, в которых соединение производится по торцевым поверхностям ,вариант одного из них, с треугольным зубом. Однако, следует заметить, что такие соединения применяются редко и ненормированы.
а.
б.
в.
Виды шлицевых соединений:
а) прямобочное шлицевое соединение, б) торцевое шлицевое соединение,
в) шлицевое соединение с дополнительным базированием.
Для повышения соосности соединений применяют дополнительные вспомогательные поверхности и кольцевые вставки, что показано на рисунке 1в.
Форма профиля выступов у вала и пазов у втулки может быть различной, но наибольшее применение нашли прямобочные, эвольвентные и треугольные шлицевые соединения.
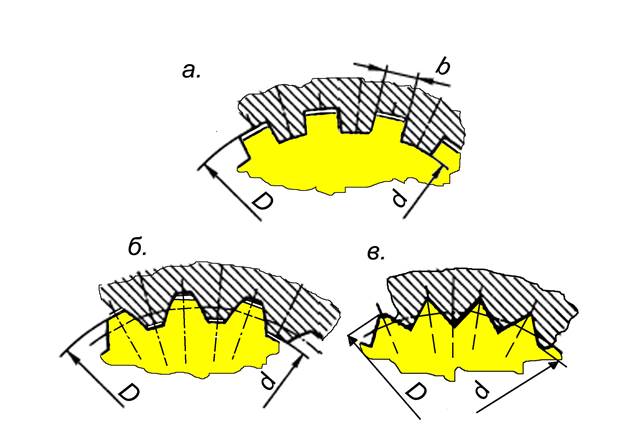
Рисунок 1.Форма профилей шлицевых соединений
а-прямобочная, б-эвольвентная, в-треугольная
Наибольшее распространение получили шлицевые соединения с
прямобочным профилем зуба, которые надёжны и просты в изготовлении. Эти соединения применяются для подвижных и неподвижных соединений. Причем, в зависимости от передаваемого крутящего момента используются соединения легкой, средней и тяжелой серии, в соответствии со стандартом "Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры". Основные размеры шлицевой втулки и шлицевого вала даны на рис 1.
Эвольвентные шлицевые соединения наиболее совершенны и имеют следующие достоинства:
1. более технологичны, так как валы одного модуля (одного из основных параметров, через который определяются размеры зубьев шлицевых вала и втулки) могут быть обработаны одним типоразмером обрабатывающего инструмента, которым является червячная фреза, и могут обеспечить высокую точность при использовании всех отделочных операций (шевингование, шлифование и т.д.);
2. обладают способностью передавать большие крутящие моменты, благодаря плавным переходам профилей, а также в силу того, что зубья у них прочнее из-за переменной толщины и утолщения у основания. Такое решение позволяет снизить концентрацию напряжений на 10…40% по сравнению с прямобочным профилем;
3. при относительных перемещениях шлицевых вала и втулки обеспечивается самоустановка, более точное центрирование под нагрузкой, что обеспечивает более надёжное продольное перемещение.
Наряду с достоинствами, эвольвентные шлицевые соединения имеют и недостатки, сдерживающие их широкое применение, среди которых особо следует отметить следующие:
1. сложность и высокая стоимость инструмента для обработки втулок – протяжек;
2. сложность в изготовлении профиля;
3. высокая стоимость и сложность калибров для контроля изделий;
Треугольные шлицевые соединения передают незначительные крутящие моменты, в силу того, что применяются с модулем 0,2— 1,5мм. Наиболее часто применимы параметры соединений: число зубьев 20—70; модуль; угол впадин вала 90; 72 и 60°. Однако, отсутствие стандартов на треугольные шлицевые соединения приводит к тому, что применяют в промышленности соединения и с иными параметрами.
В силу геометрической формы соединения центрирование возможно только по боковым сторонам зубьев. Первоначально эти соединения нашли применение взамен посадок с натягом и при сопряжении тонкостенных валов и втулок, где существенная высота зубьев не позволяет применять прямобочные и эвольвентные соединения. Сегодня, с внедрением новых материалов и технологий, спектр применения треугольных шлицевых соединений существенно расширился, и они применяются для разборных и подвижных соединений.
При изготовлении треугольных шлицевых соединений применяют нарезание червячными фрезами, накатывание, наружное и внутреннее протягивание. Последующее дорнование позволяет получить коническое соединение треугольных шлицев. Применяется угол уклона впадины 1° 37' и конусность 1 : 16. Размеры зубьев конического соединения нормируют по большому основанию конуса.
Контроль среднего делительного диаметра проводится с применением метода проволочек, подобно контролю резьбы.
1.3 Применение шлицевых соединений
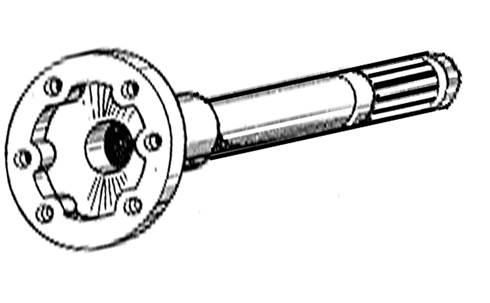
Шлицевые соединения применяются в тех случаях, когда необходимо обеспечить относительно высокие требования к соосности с передачей достаточно большого крутящего момента. Шлицевые вал и втулка - разборные соединения и часто для них исходно предусматривается относительное осевое перемещение. Шлицевые соединения предназначены для соединения валов между cобой с помощью муфт, а также для соединения с валами различных тел вращения: зубчатых колес, маховиков, шкивов, эксцентриков и т.д., в различных областях приборостроения и машиностроения. В автомобилестроении шлицевые соединения применяются в коробках передач, в соединениях карданных валов и колесных механизмов. На титульной странице пособия показан фланец полуоси и первичный вал коробки передач автомобиля, в которых применено шлицевое соединение. Кроме автомобилестроения шлицевые соединения применяют практически во всех областях машиностроения, приборостроения, а также при создании бытовой техники.
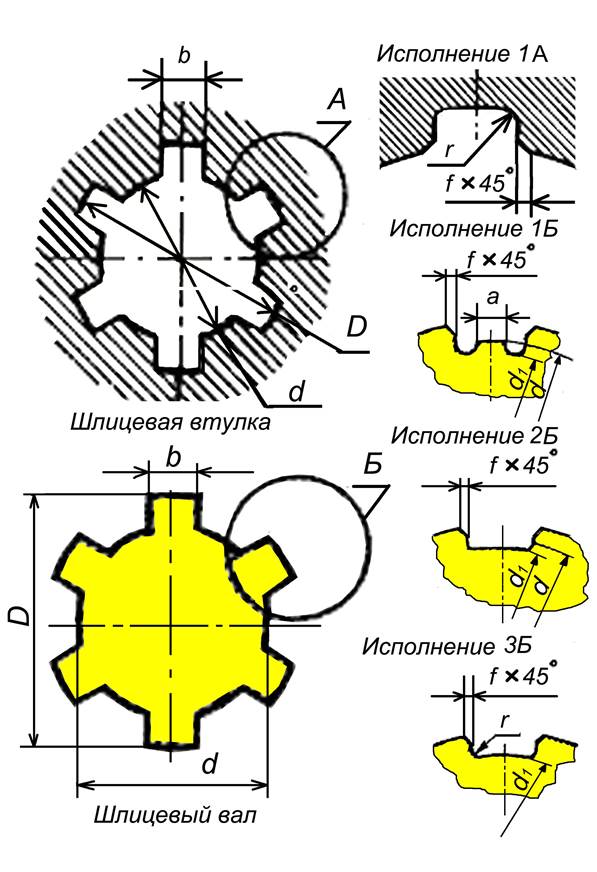
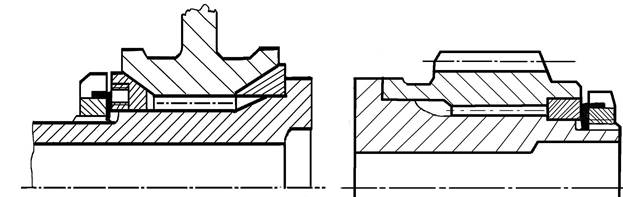
Варианты исполнения прямобочных щлицевых поверхностей
2. ПРЯМОБОЧНЫЕ ШЛИЦЕВЫЕ
СОЕДИНЕНИЯ.
2.1 Методы центрирования.
Допуски и посадки шлицевых соединений определяются их назначением и принятой системой центрирования втулки относительно вала. Выбор способа центрирования зависит от эксплуатационных требований и технологии изготовления шлицевых деталей.
Существует три способа центрирования шлицевых соединений:
по поверхности наружного диаметра (D) , по поверхности внутреннего
диаметра (d) и по боковым поверхностям шлицев (b).
Центрирование по наружному диаметру (D) и по внутреннему диаметру (d) рекомендуется применять в случаях повышенных требований к точности соосности элементов соединения. Уровень соосности в обоих вариантах приблизительно одинаков (в чём можно убедиться проанализировав применяемые посадки, заметив, что разница диаметров (d) и (D) не значительна). При всех способах центрирования по нецентрирующим поверхностям предусматриваются гарантированные зазоры (см. рис. ниже), наиболее точные элементы соединения, а это центрирующие и вспомогательные поверхности обязательно шлифуют или калибруют.
Центрирование по ( D) (см. рис. ниже) осуществляется только в том случае, когда охватывающая деталь остается незакаленной или калится на невысокую твердость (HRC не свыше 40), допускающую протягивание или калибровку шлицевого отверстия. Вал в этом случае обрабатывается фрезерованием или окончательным шлифованием по наружному диаметру D на обычных шлифовальных станках. Для этого способа центрирования при изготовлении валов применяют вариант исполнения: шлицевой втулки исполнение 1А (см. рис. ниже), шлицевого вала исполнение 3Б, в силу гарантированного зазора по d.
Центрирование по ( d ) осуществляют при высокой твердости термически обработанных охватывающих деталей, не позволяющей вести обработку этих деталей протягиванием. В этом случае отверстие шлифуют на обычном внутришлифовальном станке , а шлицевой вал на специальном шлицешлифовальном станке. Применяется центрирование по (d) также в случае, когда после термообработки могут возникнуть значительные искривления длинных валов. Способ центрирования по d значительно дороже чем центрирование по D, в связи с тем, что получение высокоточных поверхностей d и b при изготовлении щлицевого вала проводится в исполнении 1Б, где фрезой с «усиками» выполняются канавки для выхода шлифовального круга и создаётся посадочная поверхность «a».Шлицевая втулка изготавливается в исполнении 1А.
Центрирование по ( b )- боковым сторонам шлицев, используется, когда не требуется высокая точность центрирования сопрягаемых деталей при знакопеременных нагрузках, при передаче значительных моментов, когда недопустимы большие зазоры между боковыми поверхностями вала и втулки. Центрирование по b является наиболее простым и экономичным способом. При центрировании по b зазоры гарантированы по поверхностям d и D, исполнение шлицевой втулки 1А, шлицевого вала 2Б, где предусматривается занижение диаметра d до d1, чем обеспечивается возможность выхода шлифовального круга при обработке боковых поверхностей шлицев.
2.2 Допуски и посадки при центрировании по наружному,
внутреннему диаметрам и по ширине зубьев.
Посадки шлицевых соединений с прямобочным профилем строятся по системе отверстия, т. к. в этом случае номенклатура дорогостоящих протяжек меньше, чем при применении системы вала. При различных способах центрирования посадки осуществляются по центрирующей поверхности и по боковым поверхностям впадин втулки и зубьев вала, т.е. по D и b, или по d и b, либо только по b. Допуски и посадки шлицевых соединений с прямобочным профилем зуба нормируют стандартами.
По не центрирующим цилиндрическим поверхностям всегда предусматривается значительный зазор, величина которого должна быть достаточной для обеспечения сопряжения только по посадочным поверхностям. В связи с этим для не центрирующих диаметров устанавливают следующие поля допусков:
1. для D при центрировании по d или b:
a11- для вала, H12- для втулки;
2. для d при центрировании по D или b:
H11/a10, либо d не должен быть меньше диаметра d1.
Погрешности формы и расположения шлицев для прямобочных шлицевых соединений отдельно не нормируют, их допустимость проверяют комплексными калибрами, при изготовлении которых предусматривается зазор между поверхностями калибра и детали, в пределах которого суммарно укладываются: отклонения от параллельности сторон зубьев вала и втулки относительно оси центрирующей поверхности, погрешность углового шага, и др. Нормирование проводится лишь для отклонения от симметричности. Числовые значения предельных отклонений отверстий и валов для выбранных посадок и значения допусков для выбранных квалитетов по соответствующим стандартам.
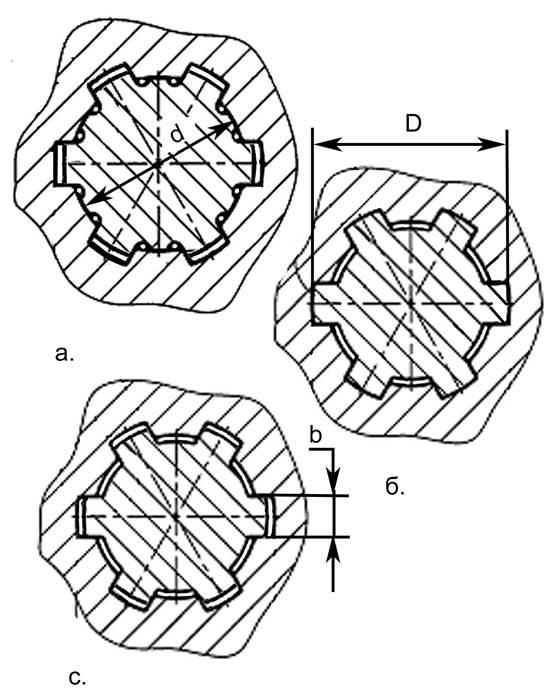
Методы центрирования прямобочных шлицевых соединений
а) по диаметру d, б) по диаметру D, c) по боковым поверхностям b .
2.3 Обозначение допусков и посадок прямобочных шлицевых соединений на чертежах.
В условном обозначении шлицевых валов, отверстий и их соединений необходимо указывать поверхность центрирования, число зубьев, номинальные размеры внутреннего (d) и наружного (D) диаметров, поля допусков и посадки по диаметрам и по боковым сторонам зубьев.
Ниже даются примеры обозначения шлицевых соединений.
1. Шлицевое соединение центрируемое по d
Параметры прямобочного шлицевого соединения лёгкой серии
число зубьев Z = 8, больший диаметр D=40, малый диаметр d=36мм,
ширина зуба b =7мм, с посадками :
по d  , по D
, по D  , по b
, по b  .
.
В полном виде формула шлицевого соединения будет:
Шлицевое отверстие:


Шлицевый вал:

Для не центрирующих диаметров в обозначении допускается не указывать допуски, например: для этого же соединения на сборочном чертеже может быть показано так:
2. шлицевое соединение центрируемое по D
Параметры прямобочного шлицевого соединения тяжёлой серии (табл10):
число зубьев Z = 20, малый диаметр d=92мм, больший диаметр D=102,
ширина зуба b =7мм, с посадками :
по d  , по D
, по D  , по b
, по b  .
.
Полная формула для сборки примет вид:

Шлицевое отверстие:

Шлицевый вал:
 .
.
3. шлицевое соединение с центрированием по b
Параметры прямобочного шлицевого соединения средней серии
число зубьев Z = 6, малый диаметр d=11мм, больший диаметр D=14мм,
ширина зуба b =3мм, с посадками ( по табл. 13):
по d , по D , по b  .
.
Для сборки:
Шлицевое отверстие:

Шлицевый вал:
 .
.