
12,13 – Продольно-фрезерные станки








МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
САНКТ-ПЕТЕРБУРГСКИЙ ГОРНЫЙ ИНСТИТУТ
ХИБИНСКИЙ ТЕХНИЧЕСКИЙ КОЛЛЕДЖ
Отделение очное
Специальность: 270116
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К КУРСОВОМУ ПРОЕКТУ
По дисциплине: «Электроснабжение предприятий и гражданских зданий»
На тему: «Электроснабжение и электрооборудование
автоматизированного цеха»
Студента Марышева И.А. Руководитель проекта:
группы 3 МЭЭП Новосельцева Т.В.
СОДЕРЖАНИЕ
Введение....................................................................................................................стр. 3
1 Общая часть:
1.1 Характеристика предприятия............................................................................стр. 4
1.2 Исходные данные для проектирования............................................................стр. 5
2 Специальная часть:
2.1 Энергетическая характеристика электроприемников....................................стр. 6
2.2 Выбор категории по надежности электроснабжения.....................................стр. 7
2.3 Выбор рода тока и уровня питающего напряжения.......................................стр. 7
2.4 Разработка схемы внешнего электроснабжения.............................................стр. 8
2.5 Расстановка электроприемников на плане объекта........................................стр. 9
2.6 Разработка схемы внутреннего электроснабжения........................................стр. 10
2.7 Расчет мощности и выбор трансформаторов..................................................стр. 11
2.8 Компенсация реактивной мощности................................................................стр. 12
2.9 Расчет токов к.з. в сети напряжением свыше 1000 В.....................................стр. 13
2.10 Выбор питающих линий напряжением свыше 1000 В.................................стр. 16
2.11 Вы бор питающих линий напряжением до 1000 В.......................................стр. 17
2.12 Расчет токов к.з. в сети напряжением до 1000 В...........................................стр. 25
2.13 Выбор аппаратов управления и защиты напряжением до 1000 В...............стр. 28
2.14 Выбор аппаратов управления и защиты напряжением свыше 1000 В……стр. 30
Литература.................................................................................................................стр. 32
|
ВВЕДЕНИЕ
Курсовое проектирование проводится с целью:
1. Закрепить полученные теоретические знания по общепрофессиональным и специальным дисциплинам;
2. Научиться применять теоретические знания для решения конкретной технической задачи;
3. Научиться использовать дополнительную справочную и нормативную документацию;
4. Подготовиться к итоговой государственной аттестации.
Технический прогресс ставит перед проектировщиками новые сложные задачи, связанные с техническим перевооружением предприятия, внедрением новых технологий, модернизации электрооборудования и оптимизации схемы электроснабжения с целью повышения надежности бесперебойного питания. Выполненный мной курсовой проект является первой ступенью в процессе развития творческой инициативы, формирования навыков самостоятельного технического мышления.
Проектируемый объект: цех обработки корпусных деталей.
Осуществляя проектирование электроснабжения, я руководствовался современными требованиями ПУЭ и других нормативных документов. В ходе работы над проектом я разработал схему электроснабжения с учетом требований надежности, произвел расчет мощности и выбор трансформаторов по методу коэффициента спроса, выбрал провода и кабели с учетом всех необходимых условий. С целью обеспечения защиты электроприемников от ненормальных режимов работы выбрал пускозащитную аппаратуру, учитывая значения токов к. з. Проект соответствует техническим требованием государственного стандарта.
|
|
|
|
|
|



| |

|
|
|
|
|
|
|


|
|
|
|
|
1. ОБЩАЯ ЧАСТЬ
1.1 Характеристика предприятия
Автоматизированный цех (АЦ) предназначен для выпуска металлоизделий.
Он является одним из цехов металлургического завода и имеет два основных участка: штамповочный и высадочный.
На участках установлено штатное оборудование: кузнечно-прессовое, станочное, сварочное и другие. В цехе предусмотрены следующие помещения: для трансформаторной подстанция, агрегатная, вентиляторная, инструментальная, для бытовых нужд, складское, административное.
Цеховая трансформаторная подстанция получает электроснабжение от ГПП завода по кабельной линии длиной 1 км напряжение 10кВ. Расстояние от энергосистемы до ГПП – 4 км, линия электроснабжения – воздушная. Металлургический завод имеет 1-ю категорию надёжности электроснабжения. На ГПП установлены 2 трансформатора мощностью 32МВ*A каждый, напряжение обмотки высокой стороны – 150кВ. Мощность системы – 400МВ*А, сопротивление системы – 0,35.
В перспективе от этой же ТП предусмотрено электроснабжение других участков с расчётными мощностями: Рдоп=95кВт, Qдоп=130 кВАр.
На штамповой участке требуется частое перемещение оборудования. Количество рабочих смен-2
Электроприёмники цеха относятся к 3-ей категории по надёжности электроснабжения.
Грунт в районе цеха-супесь. Каркас задания цеха смонтирован из блоков секций длиной 6 м каждый.
Размер цеха АхВхС=48Х30Х8 м.
Вспомогательные помещения двухэтажные высотой 3,6 м.
|
1.2 Исходные данные для проектирования
Таблица 1 – Перечень Оборудования и мощность электропотребления электроприёмников АЦ.
| № на плане | Наименование электроприёмника | Рном, кВт | Примечание |
| 1 | 2 | 3 | 4 |
| 1….6 | Сварочные аппараты | 5,5 | |
| 7…11 | Гальванические ванны | 11 | |
| 12…15 | Вентиляторы | 15 | |
| 16,17 | Продольно-фрезерные станки | 20 | ПВ=60% |
| 18 | Автомат болтовысадочный | 15 | |
| 19 | Автомат резьбонакатной | 18,5 | |
| 20 | Станок протяжной | 18,5 | |
| 21,22 | Автоматы гайковысадочные | 15 | |
| 23,24 | Барабаны голтовочные | 7,5 | |
| 25 | Барабаны виброголтовочные | 11 | |
| 26 | Станок виброголтовочные | 15 | |
| 27 | Автомат обрубной | 11 | |
| 28 | Машина шнекомоечная | 7,5 | |
| 28…38 | Автоматы гайконарезные | 7,5 | |
| 39 | Кран-тележка | 4 | ПВ=25% |
| 40,41 | Электроточило наждачное | 3 | |
| 42 | Автомат трёхпозиционный высадочный | 11 | |
| 43,44 | Вибросито | 2,2 | |
| 45,46 | Вентиляторы | 7,5 |
Продолжение Таблицы 1
| № на плане | Наименование электроприёмника | Категория надёжности | Рном, кВт | Примечание |
| 14,15 | Горизонтально-расточные станки | 2 | 30 | |
| 16,24,25 | Агрегатно-расточные станки | 2 | 18,5 | |
| 17,18 | Плоскошлифовальные станки | 2 | 22 | |
| 19….23 | Краны консольные поворотные | 3 | 11 | |
| 26 | Токарно-шлифовальный станок | 3 | 18,5 | |
| 27…30 | Радиально-сверильные станки | 3 | 4 | |
| 31,32 | Алмазно-расточные станки | 3 | 5,5 |
|
|
2 СПЕЦИАЛЬНАЯ ЧАСТЬ
2.1 Энергетическая характеристика электроприемников
Таблица 2 – Энергетическая характеристика электроприемников
| Наименование оборудования | Тип эл-ля | Кол-во оборуд | U ном, В | P ном, кВт | I ном, А | I пуск, А | сosφ | tgφ | Kи,Кс |
| Сварочный аппарат | 4 | 380 | 44 | 136,2 | 819 | 0,5 | 1,73 | 0,55 | |
| Гальванические ванны | 4А200L | 5 | 380 | 45 | 86 | 542 | 0,87 | 0,56 | 0,8 |
| Вентилятор | 4A160S | 2 | 380 | 15 | 30 | 180 | 0,85 | 0,62 | 0,65 |
| Продольно-фрезерные станки | 4A180S | 2 | 380 | 22 | 43 | 245,1 | 0,88 | 0,54 | 0,17 |
| Горизонтально-расточные станки | 4A180M | 2 | 380 | 30 | 58 | 330,6 | 0,88 | 0,54 | 0,17 |
| Агрегатно-расточные станки | 4A160M | 3 | 380 | 18,5 | 36,5 | 219 | 0,86 | 0,6 | 0,17 |
| Плоскошлифовальные станки | 4A180S | 2 | 380 | 22 | 43 | 245,1 | 0,88 | 0,54 | 0,17 |
| Краны консольные поворотные | MTF312-8 | 5 | 380 | 11 | 22,4 | 157 | 0,84 | 0,65 | 0,05 |
| Токарно шлифовальный станок | 4A160M | 1 | 380 | 18,5 | 36,5 | 219 | 0,86 | 0,6 | 0,17 |
| Радиально-сверильные станки | 4A100S | 4 | 380 | 4 | 8,85 | 51,3 | 0,82 | 0,7 | 0,17 |
| Алмазно-расточные станки | 4A100L | 2 | 380 | 5,5 | 11,7 | 79,5 | 0,83 | 0,67 | 0,17 |
2.2 Выбор категории по надежности электроснабжения
Все потребители электрической энергии при питании от государственной энергосистемы различаются по надёжности электроснабжения, иначе по категориям.
К электроприёмникам 2-й категории относятся электроприёмники перерыв электроснабжения которых приводит к массовому недоотпуску продукции, массовым простоям рабочих механизмов и промышленного транспорта. Допускают перерыв в электроснабжении до одних суток, их электроснабжение может осуществляться по одной воздушной линии или по одной кабельной линии состоящей не менее чем из двух кабелей, присоединённых к одному общему аппарату. К потребителям 2-й категории относятся мастерские. К электроприёмникам 3-й категории относятся все электроприёмники, которые не относятся к 1-й и 2-й категории.
Я считаю, что потребители ЭЭ цеха обработки корпусных деталей по надёжности и бесперебойности электроснабжения относятся к 3 категории.
|
2.3 Выбор рода и тока питающего напряжения
При проектировании необходимо выбрать род тока (переменный или постоянный) и напряжение сети.
Для силовых электрических сетей промышленных предприятий в основном применяется трехфазный переменный ток. Постоянный ток рекомендуется использовать в тех случаях, когда он необходим по условиям технологического процесса (зарядка аккумуляторных батарей, питание гальванических ванн), а также для плавного регулирования частоты вращения электродвигателей. Если необходимость применения постоянного тока не вызвана технико-экономическими расчетами, а она не вызвана, то для питания силового ЭО будем использовать трехфазный переменный ток.
В автоматизированный цех с преобладанием электроприемников малой мощности мне более выгодно использовать напряжение 380 В, т.к. недостатками напряжения 660 В является невозможность совместного питания сети, освещение силовых электроприёмников от общих трансформаторов.
|
2.4 Разработка схемы внешнего электроснабжения
Рисунок 1 – Схема внешнего электроснабжения
Цех получает электропитание от ГПП завода. Расстояние от ГПП до цеховой КТП-0,8км, а от энергосистемы до ГПП-16км. На ГПП установлены 2 трансформатора мощностью 6,3 мВА каждый; обмотка высокого напряжения 35 кВ, обмотка низкого напряжения 10 кВ.
|
2.5 Расстановка электроприемников на плане объекта
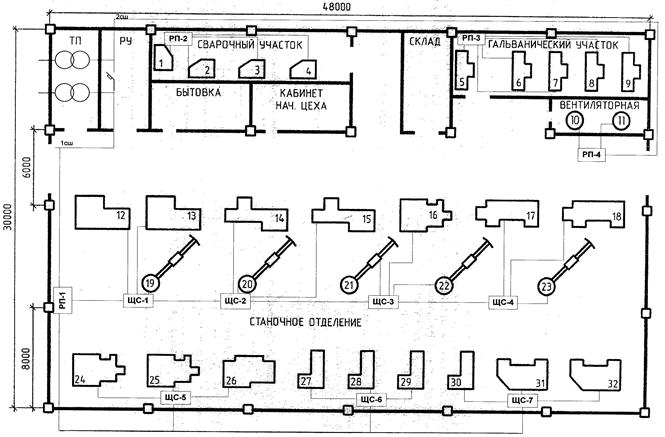
Рисунок 2 – План расположения ЭО цеха обработки корпусных изделий
1..4 – Сварочные аппараты
5...9 – Гальванические ванны
10,11 – Вентиряторы
12,13 – Продольно-фрезерные станки
14,15 - Горизонтально-расточные станки
16,24,25 – Агрегатно-расточные станки
17,18 – Плоско-шлифовальные станки
19,21,22,23 – Краны консольные поворотные
26 – Токарно-шлифовальный станок
27..30 – Радиально-сверлильные станки
31,32 – Алмазно-расточные станки
2.6 Разработка схемы внутреннего электроснабжения
|
Рисунок 3 – Схема внутреннего электроснабжения
2.7 Расчет мощности и выбор трансформаторов
2.7.1 Приведение мощностей трехфазных электроприемников к длительному режиму
Pрасч.=Рном*Kи
1) Расчетная активная мощность приемников:
1.1 Ррасч1= Sн*√ПВ * cosφ = 44*0,7*0,5*4=61,6 кВА- для сварочных аппаратов
1.2 Pрасч2=Рном*Kи = 45*0,8*5=180 кВт - для гальванических ванн
1.3 Ррасч3=15*0,65*2=19 кВт - для вентилятора
1.4 Ррасч4=22*0,17*2=7 кВт- для продольно-фрезерных станков
1.5 Ррасч5=30*0,17*2=10 кВт-для горизонтально-расточных станков
1.6 Ррасч6=18,5*0,17*3=9 кВт - для агрегатно расточных станков
1.7 Ррасч7=22*0,17*2=7 кВт - для плоскошлифовальных станков
1.8 Ррасч8=11*0,05*5=3 кВт - для кранов консольных поворотных
1.9 Ррасч9=18,5*0,17*1= 3 кВт-для токарно-шлифовального станка
1.10 Ррасч10=4*0,17*4=3 кВт-для радиально-сверильных станков
1.11 Ррасч11=5,5*0,17*2=2 кВт-для алмазно-расточных станков
2) Расчетная реактивная мощность приемников
2.1 Qр1=Рр1*tgφ = 61,6 *1,73= 107 кВАр
2.2 Qр2=Рр2*tgφ=180*0,56=101 кВАр
2.3 Qр3=Рр3*tgφ = 19*0,62= 12 кВАр
2.4 Qр4=Рр4*tgφ = 7* 0,54= 4 кВАр
2.5 Qр5=Рр5*tgφ = 10* 0,54=5 кВАр
2.6 Qр6=Рр6*tgφ = 9* 0,6= 5 кВАр
2.7 Qр7=Рр7*tgφ = 7*0,54= 4 кВАр
2.8 Qр8=Рр8*tgφ = 3*0,65= 2 кВАр
2.9 Qр9=Рр9*tgφ =3*0,6= 2 кВАр
2.10 Qр10=Рр10*tgφ =3*0,7 =2 кВАр
2.11 Qр11=Рр11*tgφ =2* 0,67 =1 кВАр
|
Таблица 3 – Результаты расчетов
| Наименование | РР, кВт | QP, кВАр |
| 1 | 2 | 3 |
| Сварочный аппарат | 61,6 | 107 |
| Гальванические ванны | 180 | 101 |
| Вентилятор | 19 | 12 |
| Продольно фрез.станки | 7 | 4 |
| Горизонтально-расточные станки | 10 | 5 |
| Агригатно-расточные станки | 9 | 5 |
| Плоскошлифовальные станки | 7 | 4 |
| Краны консольные поворотные | 3 | 2 |
| Токарно-шлифовальный станок | 3 | 2 |
| Радиально сверильные станки | 3 | 2 |
| Алмазно расточные станки | 2 | 1 |
3) Суммарная активная мощность всех приемников
ΣРp=Р1+Р2…+ Рn=62+180+19+7+10+9+7+3+3+3+2=305 кВт
4) Суммарная реактивная мощность всех приемников
∑Qp =Q1 +Q2 ,,,,,+ Qn=107+101+12+4+5+4+2+2+2+1=244 кВАр
5) Полная расчетная мощность приемников
Sр=√ΣPр2+ΣQр2=√3052 +244 2 = 391кВАр
Sр 2кат=√ΣPр 2кат2+ΣQр 2кат2=√2322+1312 =266 кВАр
6) Принимаем два трансформатора для ТП цеха, т.к. потребители 2 и 3 категории
7) Принимаем типовой трансформатор мощностью 400 кВА, что больше, чем расчетная, тип ТМ 400/10.
8) Проверяем коэффициенты загрузки трансформатора во время работы.
8.1 На время аварийного включения.
βав= Sp 2кат./ Sном= 266 /400=0,6
8.2 βнорм = .Sp / Sном* 2= 391/400*2=0,5 - есть резерв для расширения производства
|
Окончательно выбираем трансформатор: тип ТМ 400/10
Для трансформатора ГПП
Iн1=Sном / √3*Uном1 =6300 / √3* 35= 106А
Iн2 =Sном / √3*Uном2 =6300 / √3* 10= 370 А
Для трансформатора цеховой КТП
Iн1 =Sном / √3*Uном1 =400 / √3* 10= 23,1 А
Iн2 =Sном / √3*Uном1 =400 / √3* 0,4= 578 А
Таблица 4 - Данные трансформатора ГПП и цеховых КТП
| Тип тр-ра | U1, кВ | U2 , кВ | Iн1, А | Iн2 , А | Потери, кВт | U к.з.% | β коэф. Загрузки | |
| Рхх | Рк.з. | |||||||
| ТМН6300/35 | 35 | 10 | 106 | 370 | В 12,3 | 46,5 | 6,5 | 0,6 |
| ТМ 400/10 | 10 | 0,4 | 23,1 | 578 | С 0,95 | 5,5 | 4,5 | 0,6 |
2.8 Компенсация реактивной мощности
1) Находим коэффициент мощности
COSφ=ΣРр/Sр= 305/391=0,78
tgφср=Qp/ Pp= 244/305=0,8
2) Qp=Pp*tgφ=305*0,8=244 кВАр
3) Рассчитываем необходимую мощность конденсаторной установки
Qк= Σ Рр*( tgφ–tgφн)=305*(0,8-0,25)=168кВАр
4 ) Принимаем соединительный конденсатор в ‛‛треугольник „ и определяем емкость на одну фазу
Сф=Qk*103 /3U2 *2*π*50= 168*103/3*102 *2*3,14*50=1,8 мкФ
5) Определяем количество конденсаторов на фазу
n= Сф/Сk=1,8/0,376=4,8 5шт.
6) Определяем число конденсаторов в батарее
m=3*n=3*5=15шт, где Сk = 1,04 мкФ, Q1=13кВАр
7) Общая мощность конденсаторной батареи
Qк.ф.=m* Q1=15*13=195кВАр
Имеется резерв ёмкостной мощности позволяющий поддерживать требуемую величину, cosφ с неким запасом.
Qpез=Qк.ф-Qk= 195-168= 27кВАр
8 Находим tgφфакт.= (Qp - Qк.ф ) / Pp =(244-195)/305= 0,16
что соответствует cosφ=0,99
Требование ПУЭ выполняется.
2.9 Расчёт токов к.з. в сети напряжением свыше 1000 В
|
1) Составляем расчетную схему и схему замещения
Рисунок 4 – Расчетная схема
Рисунок 5 – Схема замещения
Таблица 5 – Исходные данные для расчета
| S*c | X*c | U1,кВ | U2,кВ | Sном тр | Uкз % | L1 | L2 |
| 200 | 0,4 | 35 | 10 | 6,3 | 4,5 | 16 | 0,8 |
2) Принимаем мощность системы S*c=200мВА
3) Рассчитываем базисные напряжения
U*б1=1, 05*Uном1=1,5*35=36,75кВ
U*б2=1, 05* Uном2=1,5*10=10,5кВ
4) Рассчитываем базисный ток
Iб1=S*б/√3* Uб1=200/√3 *36,75=3,142 кА
Iб2=S*б/√3* Uб2=200/√3 *10,5=11 кА
5) Рассчитываем базисные сопротивления
|
Базисное сопротивление системы
Х*б с= Х*с* Sб/Sном=0,4*200/200=0,4 Ом
Базисное сопротивление линии КЛ:
Х*б кл=Х0*l2* Sб/ U2б2=0,08*0,8*200/10,52=0,12 Ом
Базисное сопротивление линии ВЛ:
Х*б вл=Х0*l1* Sб/ U2б1=0,08*16*200/36,75=0,95Ом
Базисное сопротивление тр-ра:
Х*бтр=Uкз*Sб/100*Sном тр=4,5*200/100*6,3=1,4 Ом
6) Находим результирующие сопротивления от источника до каждой точки к.з.
До точки К1:
Х *б рез1= Х *б с+ Х *б вл=0,4+0,95=1,35 Ом
До точки К2:
Х *б рез2= Х *рез1 + Х *б кл+Х *б тр=1,35+0,12+ 1,4=2,87 Ом
7) Находим расчетные сопротивления до точек к.з.
До точки К1 :
Х *расч1= Х *б рез1*S*с / Sб=1,35*200/200=1,35
Х *расч2= Х *б рез2*S*с / Sб=2, 87*200/200=2,87
8) Находим токи к.з. для каждой точки, при этом учитывается величина Х*расч:
Так как Х *расч  3, то находим коэффициенты до точки К1:
3, то находим коэффициенты до точки К1:
К t=0=О,68; К t=∞=О,82; Кt=0,2=0,68
I0= К t=0* Iб1=0,68*3,1=2,1кА
I∞= К t=∞*Iб1=0,82*3,1=2,54 кА
I0,2= К t=0,2*Iб1=0,68*3,3=2,1 кА
Находим ударный ток:
КУ=1,8-для ГПП
iу=Ку*√2*I0=1,8*√2*2,1=5,3 кА
Находим токи к.з. для точки К-2:
I0= К* t=0 Iб2=0,345*11=3,8 кА
I∞= К t=∞*Iб2= 0,36*11= 3,96кА
I0,2= К t=0,2*Iб2=0,335*11= 3,7кА
Находим ударный ток для точки К-2:
КУ=1,3-для КРУ
|
iу=Ку*√2* I0=1,3*√2*3,8=7кА
9) Рассчитываем мощности к.з.
До точки К1:
S0= Кt=0 *S*б=0,68*200=136мВА
S0,2= Кt=0,2 *Sб=0,68*200=136мВА
S  = Кt=∞ *Sб=0,82*200=164мВА
= Кt=∞ *Sб=0,82*200=164мВА
До точки К2:
S0= Кt=0* S*б=0,345*200=69 мВА
S0,2= Кt=0,2 *Sб=0,335*200=63мВА
S = Кt=∞ *Sб=0,36*200=72мВА
|
2.10 Выбор питающих линий напряжением свыше 1000 В
Питание до ГПП осуществляется двумя ЛЭП длиной 16 км. Питание от ГПП до КТП осуществляется кабельной линией 0,8 км.
1) Рассчитываем ток нагрузки
Iнагр= 1,1* Sномтр-ра/√3*Uном*cosφ=1,1*6300/√3*35*0,78=149 А
При выборе провода должно выполняться условие: Iдл.доп≥Iнагр
Выбираем провод А-35
2) Проверка по допустимым потерям напряжения
γ=32
l- длина линии-16000 м
ΔUдоп=0,05* Uном=0,05*35000= 1750В
SΔU=√3* Iнагр*l*cosφ/γ*ΔUдоп=√3*149 *16000*0,78/32*1750=56,4 мм2
3) Проверка по механической прочности проводов
По условиям механической прочности сечение провода для ВЛ должно быть не менее 16 мм2
4) Проверка по экономической плотности тока
jэк– экономическая плотность тока, А/мм2
Экономическая плотность тока зависит от числа часов использования максимальной нагрузки Тmax . Для промышленного предприятия, работающего в две смены Тmax=8000 ч. Находим экономическую плотность тока для кабелей jэк=1,1 А/мм2
Sэк= Iнагр/jэк=149/1,1=135,4 мм2
Окончательно выбираем провод марки А-120, алюминиевый сечением 120мм2
Проверяем выбранный провод на потери на напряжение:
∆Uрасч=√3*Iн*l*cosφ*S=√3*149*16000*0,78/32*120=823 В
∆Uрасч<∆Uдоп (823<1750) провод подходит по условиям потерей на напряжение
для кабельной линии.
1) Рассчитываем ток нагрузки
Iнагр= 1,1* Sном.тр-ра/√3*U ном*cos φ =1,1*400/√3*10*0,78= 33А
При выборе провода должно выполняться условие: Iдл.доп≥Iнагр
|
Выбираем кабель ААБ-10-3*16
2) Проверка по допустимым потерям напряжения
ΔUдоп=0,05* Uном=0,05*10000= 500В
γ=32
l- длина линии-800 м
SΔU=√3* Iнагр*l*cosφ/γ*ΔUдоп=√3*33*800*0,78/32*500=2,2мм2
3) Проверка по механической прочности жил
Для стационарных силовых приемников, каким и является трансформатор, минимальное сечение жил по условиям механической прочности должно быть не менее 10 мм2
4) Проверка по экономической плотности тока
Jэк=1,4 А/мм2
Sэк= Iнагр/jэк=33/1,4=23,5 мм2
5) По термической стойкости к токам КЗ
Iк∞- установившийся ток КЗ,А
tф-приведённое время действия защиты 0,2с
С=90-для алюминия
Sтерм= Iк∞*√tф/C= 3960*√0,2/90= 19,4 мм2
Выбираем кабель ААБГ-10-3-25 мм2
Проверяем выбранный кабель на потери на напряжение:
∆Uрасч=√3*Iн*l*cosφ/γ*S=√3*33*800*0,78/32*25=43,7В
∆Uрасч<∆Uдоп(43,7<500) провод подходит по условиям потерей на напряжение
2.11 Выбор питающих линий напряжений до 1000В
Таблица 6 – Исходные данные для расчета
| Начало кабеля | № на плане | Наименование электроприемника | I ном, А | U, В | Длина l, м |
| 1 | 2 | 3 | 4 | 5 | 6 |
| РП-2 | 1 | Сварочный аппарат | 136,2 | 380 | 8 |
| РП-2 | 2 | Сварочный аппарат | 136,2 | 380 | 5 |
Продолжение Таблицы 6
| Начало кабеля | № на плане | Наименование электроприемника | I ном, А | U, В | Длина l, м |
| 1 | 2 | 3 | 4 | 5 | 6 |
| РП-2 | 3 | Сварочный аппарат | 136,2 | 380 | 4 |
| РП-2 | 4 | Сварочный аппарат | 136,2 | 380 | 7 |
| РП-3 | 5 | Гальваническая ванна | 86 | 380 | 10 |
| РП-3 | 6 | Гальваническая ванна | 86 | 380 | 7 |
| РП-3 | 7 | Гальваническая ванна | 86 | 380 | 4 |
| РП-3 | 8 | Гальваническая ванна | 86 | 380 | 4 |
| РП-3 | 9 | Гальваническая ванна | 86 | 380 | 6 |
| РП-4 | 10 | Вентилятор | 30 | 380 | 8 |
| РП-4 | 11 | Вентилятор | 30 | 380 | 4 |
| ЩС-1 | 12 | Продольно фрезерный станок | 43 | 380 | 10 |
| ЩС-1 | 13 | Продольно фрезерный станок | 43 | 380 | 6 |
| ЩС-2 | 14 | Горизонтально расточный станок | 58 | 380 | 6 |
| ЩС-2 | 15 | Горизонтально расточный станок | 58 | 380 | 6 |
| ЩС-4 | 17 | Плоскошлифовальный станок | 43 | 380 | 7 |
| ЩС-4 | 18 | Плоскошлифовальный станок | 43 | 380 | 8 |
| ЩС-1 | 19 | Кран консольный поворотный | 22,4 | 380 | 6 |
| ЩС-2 | 20 | Кран консольный поворотный | 22,4 | 380 | 6 |
| ЩС-3 | 21 | Кран консольный поворотный | 22,4 | 380 | 6 |
| ЩС-3 | 22 | Кран консольный поворотный | 22,4 | 380 | 6 |
| ЩС-4 | 23 | Кран консольный поворотный | 22,4 | 380 | 6 |
| ЩС-5 | 26 | Токарно- шлифовальный станок | 36,5 | 380 | 4 |
| ЩС-6 | 27 | Радиально- сверлильный станок | 8,85 | 380 | 7 |
|
|
Продолжение таблицы 6
| Начало кабеля | № на плане | Наименование электроприемника | I ном., А | U, В | Длина l, м |
| 1 | 2 | 3 | 4 | 5 | |
| ЩС-6 | 28 | Радиально- сверлильный станок | 8,85 | 380 | 4 |
| ЩС-6 | 29 | Радиально- сверлильный станок | 8,85 | 380 | 4 |
| ЩС-7 | 30 | Радиально- сверлильный станок | 8,85 | 380 | 9 |
| ЩС-7 | 31 | Алмазно- расточный станок | 11,7 | 380 | 4 |
| ЩС-7 | 32 | Алмазно- расточный станок | 11,7 | 380 | 4 |
| ЩС-3 | 16 | Агрегатно-расточный станок | 36,5 | 380 | 9 |
| ЩС-5 | 24 | Агрегатно-расточный станок | 36,5 | 380 | 11 |
| ЩС-5 | 25 | Агрегатно-расточный станок | 36,5 | 380 | 4 |
Сварочный аппарат:
1) Iнагр=136,2А
При выборе кабеля должно выполняться условие:
Iдл.доп≥ Iнагр
Выбираем кабель ААБ-0,4-4*35
2) Проверка по допустимым потерям напряжения:
S∆u=(√3*Iн*l*cosφ)/(γ*Uдоп)=(√3*136,2*8*0,5)/(32*19)=1,52мм2
γ=32
Uдоп=0,05*380=19 В
3) Проверка по механической прочности проводов:
По условиям механической прочности сечение жилы кабеля для стационарных силовых электроприемнников, должно быть не менее 10 мм2
4) Проверка по экономической плотности тока:
Sэк=Iн/Jэк.=136,2/1,4=97,2мм2
jэк– экономическая плотность тока, А/мм2
Экономическая плотность тока зависит от числа часов использования максимальной нагрузки Тmax .
Для промышленного предприятия, работающего в две смены: Тmax=3000 ч.
Находим экономическую плотность тока для кабелей jэк=1,4 А/мм2
Окончательно выбираем кабель, сечение которого удовлетворяло бы всем четырем условиям, а именно ААБ– 0,4 – 4*95.
5) Проверяем выбранный кабель на потери на напряжение:
Uфакт.=(√3*Iнагр*l*cosφ)/ (γ*S)=(√3*136,2*8*0,5)/(32*95)= 0,3 В
∆Uфакт.<∆Uдоп (0,3<19) кабель подходит по условиям потерей на напряжение.
Вентилятор:
1) Iнагр=30А
При выборе кабеля должно выполняться условие:
Iдл.доп≥ Iнагр
Выбираем кабель ААБ-0,4-4*2,5
2) Проверка по допустимым потерям напряжения:
S∆u=(√3*Iн*l*cosφ)/(γ*Uдоп)=(√3*30*8*0,5)/(32*19)=0,13мм2
γ=32
Uдоп=0,05*380=19 В
3) Проверка по механической прочности проводов:
По условиям механической прочности сечение жилы кабеля для стационарных силовых электроприемников должно быть не менее 10 мм2.
4) Проверка по экономической плотности тока:
Sэк=Iн/Jэк.=30/1,4=21,4мм2
Окончательно выбираем кабель, сечение которого удовлетворяло бы всем четырем условиям, а именно ААБ– 0,4 – 4*25
5) Проверяем выбранный кабель на потери на напряжение:
Uфакт.=(√3*Iнагр*l*cosφ)/ (γ*S)=(√3*30*8*0,5)/(32*25)=0,25В
∆Uфакт.<∆Uдоп (0,25<19) кабель подходит по условиям потерей на напряжение.
Остальные электроприемники рассчитываются аналогично. Результаты расчетов заношу в таблицу.
|
Таблица 7 – Результаты расчётов
| Название приёмника | Марка кабеля | Сечение, мм2 | SΔU, мм2 | Sэк, мм2 | ΔU, В |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Сварочный аппарат | ААБ | 95 | 1,52 | 97,2 | 0,3 |
| Сварочный аппарат | ААБ | 95 | 0,95 | 97,2 | 0,19 |
| Сварочный аппарат | ААБ | 95 | 0,76 | 97,2 | 0,15 |
| Сварочный аппарат | ААБ | 95 | 0,76 | 97,2 | 0,15 |
| Гальваническая ванна | ААБ | 70 | 1,2 | 61,42 | 0,32 |
| Гальваническая ванна | ААБ | 70 | 0,84 | 61,42 | 0,22 |
| Гальваническая ванна | ААБ | 70 | 0,5 | 61,42 | 0,13 |
| Гальваническая ванна | ААБ | 70 | 0,5 | 61,42 | 0,13 |
| Гальваническая ванна | ААБ | 70 | 0,72 | 61,42 | 0,19 |
| Вентилятор | ААБ | 25 | 0,13 | 21,4 | 0,25 |
| Вентилятор | ААБ | 25 | 0,17 | 21,4 | 0,13 |
| Продольно-фрезерный станок | ААБ | 35 | 0,6 | 30,71 | 0,32 |
| Продольно-фрезерный станок | ААБ | 35 | 0,36 | 30,71 | 0,19 |
| Горизонтально- расточный станок | ААБ | 50 | 0,48 | 41,42 | 0,18 |
| Горизонтально- расточный станок | ААБ | 50 | 0,42 | 41,42 | 0,16 |
| Плоскошлифовальный станок | ААБ | 35 | 0,42 | 30,71 | 0,22 |
| Плоскошлифовальный станок | ААБ | 35 | 0,48 | 30,71 | 0,26 |
| Кран консольный поворотный | ААБ | 16 | 0,19 | 16 | 0,22 |
| Кран консольный поворотный | ААБ | 16 | 0,19 | 16 | 0,22 |
| Кран консольный поворотный | ААБ | 16 | 0,19 | 16 | 0,22 |
| Кран консольный поворотный | ААБ | 16 | 0,19 | 16 | 0,22 |
| Кран консольный поворотный | ААБ | 16 | 0,19 | 16 | 0,22 |
|
Продолжение Таблицы 7
| Название приёмника | Марка кабеля | Сечение, мм2 | SΔU, мм2 | Sэк, мм2 | ΔU, В |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Токарно-шлифовальный станок | ААБ | 25 | 0,2 | 26,5 | 0,16 |
| Радиально-сверлильный станок | ААБ | 6 | 0,08 | 6,32 | 0,27 |
| Радиально-сверлильный станок | ААБ | 6 | 0,05 | 6,32 | 0,16 |
| Радиально-сверлильный станок | ААБ | 6 | 0,05 | 6,32 | 0,16 |
| Радиально-сверлильный станок | ААБ | 6 | 0,1 | 6,32 | 0,35 |
| Алмазно-расточный станок | ААБ | 10 | 0,06 | 8,35 | 0,13 |
| Алмазно-расточный станок | ААБ | 10 | 0,06 | 8,35 | 0,13 |
| Агрегатно-расточный станок | ААБ | 25 | 0,46 | 26,07 | 0,34 |
| Агрегатно-расточный станок | ААБ | 25 | 0,46 | 26,07 | 0,34 |
| Агрегатно-расточный станок | ААБ | 25 | 0,46 | 26,07 | 0,34 |
|
2.11.2 Групповые кабели
Таблица 8- Исходные данные для расчета
| Начало кабеля | Конец кабеля | Iнагр, А | Длина l, м |
| 1 | 2 | 3 | 5 |
| РУ – 0,4 кВ (2сш) | РП-2 | 544,8 | 50 |
| РУ – 0,4 кВ (2сш) | РП 3 | 430 | 40 |
| РУ – 0,4 кВ( 2сш) | РП -4 | 60 | 40 |
| РП-1 | ЩС-1 | 108,4 | 20 |
| РП-1 | ЩС-2 | 138,4 | 30 |
| РП-1 | ЩС-3 | 81,3 | 40 |
Продолжение Таблицы 8
| Начало кабеля | Конец кабеля | Iнагр, А | Длина l, м |
| 1 | 2 | 3 | 5 |
| РП-1 | ЩС-4 | 108,4 | 50 |
| РП-1 | ЩС-5 | 73 | 35 |
| РП-1 | ЩС-6 | 26,5 | 45 |
| РП-1 | ЩС-7 | 32,3 | 55 |