
Nj – объем выпуска j -го изделия








Tj – трудоемкость выпуска единицы изделия по всем технологическим переделам
I -количество наименований изделий планирующихся к изготовлению
Чем больше  , тем больше труда (по всем технологическим переделам) нужно затратить для изготовления изделия.
, тем больше труда (по всем технологическим переделам) нужно затратить для изготовления изделия.
Определяем наиболее значимое изделие.
6.) Среди наиболее значимых изделий определяют наиболее значимую в системе трудоемкости деталь.
Наиболее значимая деталь наиболее значимого изделия принимается за базовую при формировании первой из групп технологически подобных деталей.
7.) Определяют матрицу подобия наиболее значимой детали наиболее значимого изделия и технологических процессов изготовления других деталей номенклатуры
| P1 | P2 | … | Ph | … | Pp | |
| Pn | S1n | S2n | … | 1 | … | Spn |
Пусть Dn-идентификатор наиболее значимой детали наиболее значимого изделия
ТП изготовления этой детали Pn/
S1n-оценка подобия процесса 1 процессу n.
Запишем условие группирования:
Di∈g(Dn), если Si,n≥Sг. (Di принадлежит одной группе с деталью Dn, если Si,n≥Sг)
Sг – граничное значение. Оно может задаваться разработчиком на основании предшествующего опыта проектирования.
На самос дела для каждой пары сравниваемых процессов может быть определена оценка подобия, являющаяся граничной при условии, что если один из сравниваемых процессов является базовым для формирования группы.
Высокий уровень технологического подобия соответствующей граничной оценке 0.65-0.8.
8.) Указанные действия проводятся для всех деталей оставшейся номенклатурф.
При нарушении условий группирования из оставшихся деталей формируют множества в котором вновь определяют наиболее значимую деталь наиболее значимого изделия и повторяют описанные действия.
Процесс завершается когда все детали номенклатуры распределены на соответствующие группы.
При данном методе вполне вероятно появление деталей, не входящих ни в одну из формированных групп, в этом случае:
- возможно уменьшение значения граничной оценки подобия
-возможно так же передача деталей для которых выполнено условие группирования для изготовления в другие производственные системы
-в том числе с использованием кооперации
Для всех деталей номенклатуры строят полную матрицу оценок технологического подобия
| P1 | P2 | … | Pp | |||
| P1 | 1 | S12 | S1p | ∑S | Выбираем строчку с максимальной суммой оценок | |
| P2 | 1 | ∑S | ||||
| … | … | ∑S | ||||
| Pp | 1 | ∑S |
Для каждой строки матрицы оценок подобия определяют сумму находящихся в этой строке значений оценок.
Деталь Di для которой суммарная оценка подобия максимальна-эта деталь наиболее технологически подобна всем деталям планирующихся в проектируемом комплексе и может быть принято в качестве базовой для формирования первой группы.
Последующие действия производятся аналогично первому методу.
Второй метод рекомендуется для использования при минимальной необходимой для принятия решения информации.
7. Аналитические и прогностические технологические решения: характеристики, методы формирования, примеры.
Аналитическое решение-высказывание о текущем состоянии технологического объекта или системы технологических объектов.
Технологический объект-любой из объектов, в результате взаимодействия которых происходит изменение или определение состояния предмета производства.
Техн. объекты разделяют по функциональным классам:
1.) Оборудование
2.) Инструмент
3.) Процесс
4.) Операция
Примеры аналитич. решений:
· Поиск брака в технологическом процессе, реализованном в комплексе фиксированной структуры и состава средств технологического обеспечения. (Например: на токарном станке при неизменно закреплении обрабатывается цилиндрич. поверхность).
· Оценка возможности изготовления деталей предложенной номенклатуры в технологическом комплексе с известным составом СТО.
Аналитические решения принимают на основе статических или статистических моделей.
Модели технологических объектов перед применением должны пройти проверку на адекватность (Соответствие характера изменения выходных значений характеристики моделируемого объекта реальным изменениям)
Основные цели аналитических ТР:
1.) Оценка состояния ТО
2.) Определение причин потери работоспособности ТО
Прогностическое решение-это высказывание о состоянии объекта в будущем на основании исследования поведения объекта в прошлом;
-вероятное высказывание, выведенное из заданной ситуации.
Прогностическое решение базируется на динамических моделях технологических объектов.
Чем меньше глубина прогноза, тем точнее прогноз.
Прогнозирование базируется на предположении, что среднее значение параметра за пределами интервала изменяется в соответствии с этой же зависимостью.
Пример: определить номер заготовки в обрабатываемой партии, для которой возможен выход размера за пределы поля допуска.(Используется метод точечных диаграмм.)
Аналитические и прогностические ТР имеют одинаковую природу, они описывают соотношения уже существующих ТО, не изменяя их. Эти решения принято называть констатирующими. Они, как правило, являются основой для формирования ТР иных видов, но могут иметь и самостоятельное значение.
Основные принципы (методы) формирования проектных решений:
- технический: проектные решения должны обеспечивать изготовление изделия, полностью соответствующего тех. требованиям. ! – должен выполняться всегда
- экономический: проектные решения должны обеспечивать изготовление изделия при минимальных затратах производственных ресурсов всех видов. ! – требует достижения компромисса с техническим.
- многовариантности: к достижению цели решения ведут несколько альтернативных вариантов, различающихся по технико-экономическим показателям.
- неоконченности решения: на любом этапе формирования проектного решения разработчик должен быть готов к отказу от полученных результатов и возврату на предшествующие этапы проектирования или даже к его началу.
- адаптации: эффективным может быть только проектное решение, адаптированное к условиям реализации или адаптирующее эти условия к себе.
8. Поддержка проектных решений при их реализации в технологических комплексах
ТК-совокупность формально связанных СТО комплексом, может быть отдельная ТС производственного участка, цех, и предприятие в целом.
Для комплекса могут быть определены задачи:
-Задача проектирования нового комплекса исходя из данных о технологии изготовления и производственной программы. В большинстве случаев основной метод решения-метод синтеза.
-Проектирование на базе аналога (нового комплекса, на основании данных проекта-аналога и предполагаемых изменений производственной программы)
-Задачи реструктуризации (задачи технического перевооружения)
- Задачи изменения номенклатуры, перепрофилирование, переспециализация
-Задачи размещения, связанные с повышением эффективности использования имеющихся ресурсов
При решении задач реструктуризации и задач размещения эффективно применение системного структурного аналеза:
1.) Создается рабочая группа перед которой ставится единая задача-создание структурной модели действующего производства.
Первый вариант такой модели называется «как есть»
Желательно, что бы в состав такой группы не входили представитель руководства исследуемого предприятия и желательно если участники группы были из сторонних организаций
2.) В результате модели «как есть» создается модель «как должно быть»
3.) На осоновании данных модели «как должно быть» разрабатывается ТЗ на проектирование реструктурируемого комплекса
Изменение последовательности недопустимо.
Общей особенностью всех представленных задач явл. необходимость анализа номенклатуры планирующихся к изготовлению изделий.
Выделение групп технологически подобных деталей, которые могли бы послужить основой для формирования предметно-замкнутых участков или объединений участков предметной специализацией.
9. Проектные и управляющие решения технологические решения: характеристики, основные методы формирования, примеры.
Проектные тех. решения – это описание технологических объектов и их взаимодействий, обеспечивающих достижения заданного множества результатов, при заданных условиях функционирования объектов.
Эти решения являются основным видом решений, реализуемых и применяемых в производстве.
Две группы: - решения, реализация которых связана с непосредственным изменением предмета производства (например, проектирование ТП)
- решения, связанные с изменением тех. устройств, обеспечивающих выполнение решений первой группы (конструкторские решения или решения, связанные с проектированием ТК)
Управляющие решения направлены на реализацию принятых проектных решений. Часто принимают в режиме реального времени, поэтому одним из основных требований является быстрота их реализации: процесс принятия управляющего решения должен быть завершен, а его результаты должны быть внедрены за мин. время. (например, оптимизация ТП)
Проектные и управляющие ТР, как правило, имеют развитую содержательную часть, включающую сведения о некоторой последовательности действий, подлежащих к исполнению, или о составе(структуре) системы, обеспечивающей выполнение заданных действий. Эти решения создают новые ТО, их системы, а также обеспечивают взаимодействие ТО в системах, поэтому их принято называть рецептурными.
Принятие основных ТР(прежде всего проектных) обеспечивающих реализацию направленного формирования свойств изделий, осуществляется при ТПП, а их выполнение(в форме совокупности соотв. мероприятий) при непосредственном производстве.
Основные принципы формирования проектных решений:
- технический: проектные решения должны обеспечивать изготовление изделия, полностью соответствующего тех. требованиям. ! – должен выполняться всегда
- экономический: проектные решения должны обеспечивать изготовление изделия при минимальных затратах производственных ресурсов всех видов. ! – требует достижения компромисса с техническим.
- многовариантности: к достижению цели решения ведут несколько альтернативных вариантов, различающихся по технико-экономическим показателям.
- неоконченности решения: на любом этапе формирования проектного решения разработчик должен быть готов к отказу от полученных результатов и возврату на предшествующие этапы проектирования или даже к его началу.
- адаптации: эффективным может быть только проектное решение, адаптированное к условиям реализации или адаптирующее эти условия к себе.
10. Оценка технологического потенциала
Пусть в производственной системе или комплексе реализовано {М} различных ТП изготовления деталей. Каждая деталь изготавливается по соотв. ТП. {Р1,...,Рм} – множество успешно реализованных ТП. Реализованные процессы соответствуют технологическим возможностям(технологического потенциалу) комплекса
Составим полную матрицу тех. подобия изготавливаемых деталей
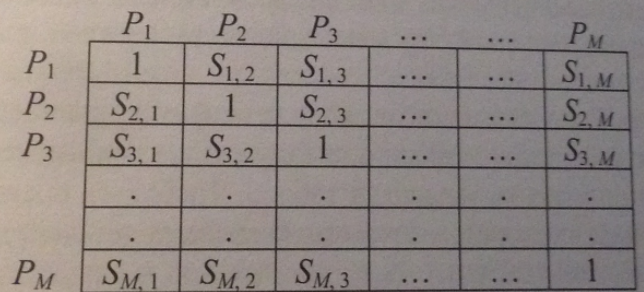
· Матрица квадратная (кол-во строк = кол-ву столбцов)
· На пересечении указывается значение оценок подобия процессов
· S1,2 = S2,1
Матрица оценок тех. подобия симметрична относительно главной диагонали Si , j = Sj , i
При попарном сравнении процессов могут быть получены  различных оценок подобия. В матрице Р1,...,Рм – идентификаторы, реализ. в производственной системе ТП.
различных оценок подобия. В матрице Р1,...,Рм – идентификаторы, реализ. в производственной системе ТП.
Для множества оценок подобия {Si,j} запишем свойство: i, j = 1,…,M. i≠j, Si , j = Sj , i
Для различных оценок определяют среднее арифметическое значение оценки тех. подобия процессов, реализованных в производственной системе.
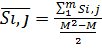 – среднее арифм.
– среднее арифм.
В производственной системе нет пары процессов, оценка подобия которых соответствует среднему арифметическому значению для системы, поэтому определяют представительную оценку подобия для данной производственной системы.
 {Si,j}
{Si,j}
|  |
|  min
min
Так как  характеризует подобие фиксированных технологических процессов i и j между собой, то более приоритетной детали I из множества предлагающихся для изготовления в данной производственной системе соответствует |Si,l – Sl,j| max
характеризует подобие фиксированных технологических процессов i и j между собой, то более приоритетной детали I из множества предлагающихся для изготовления в данной производственной системе соответствует |Si,l – Sl,j| max
Здесь Si,l; Sl,j – оценки подобия процесса Pl процессам Pi и Pj.
Данный подход позволяет упорядочить по приоритету множество DL деталей, предлагающихся для изготовления. Первым элементам в списке отдается большее предпочтение для включения в номенклатуру деталей.
11. Общая характеристика проектных технологических решений. Оценка решений, особенности, исходные данные и ситуации.
· Это основный вид решений, принимаемый и реализуемый в проектном тех. цикле.
Все техн. объекты являются объектами проектных решений – технологические системы, производственные системы и ТК.
· Если объект решения – описание взаимосвязи (например, тех. операция), то исходные данные для принятия содержат описание предмета производства до и после взаимодействия с объектом решения
(Предмет производства – то, на что направлены технологич. воздействия)
· Если объект решения – техн. устройство (например, приспособление), то исходные данные для принятия проектного решения должны содержать характеристики взаимодействия и описания предмета пр-ва до и после взаимодействия
· Если объект решения ТК, то исходные данные содержат множество взаимодействий предметов пр-ва с элементами комплекса. Такое описание может быть не конкретизированным
· Исходные данные: производственная программа; констр. документация; данные о взаимодействии объекта проектирования с внешней для него средой (например, положение цеха, коммуникации)
Принятие проектных решений независимо от объекта проектирования выполняется по единому алгоритму
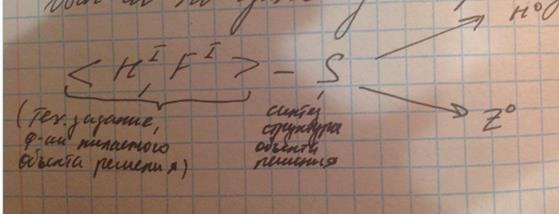
<HI,FI> - Тех. задание, функции желаемого объекта решения, S – синтез структуры объекта решения
В результате синтеза структуры определяются основные элементы проектируемого объекта и их основные связи. При проектировании комплексов синтез структуры выполняют на разных уровнях с постепенной конкретизацией как элементного состава объекта, так и связей в проектируемом объекте
1 уровень проектирования – тех. схема производства
2 уровень – компоновочный план (комп. схема)
3 уровень – планировка оборудования
- Создание модели (математической, логической и т.д.)
- Выбор исходных параметров
- Анализ: удовлетворяет, либо неудовл., тогда изменяют структуру или параметры(модификация параметров)

Модификация – направленное изменение характеристик (структурных и параметрических) объекта решения с целью удовлетворения требований тех. задания.