26. Метод адресации при формировании первичных структур объектов проектных решений. 33








27. Условия возникновения отношений проектных технологических решений и их использование при формировании решений. 34
28. Организация поиска альтернативных решений-аналогов. 35
29. Синтез структур технологических объектов. 36
30. Использование отношений «полезный эффект/затраты» при сравнении и выборе объектов разных функциональных классов. 37
31.Метод подобия при формировании первичных структур объектов проектных технологических решений. 38
32. Критерии выбора оборудования и приспособлений при формировании проектных решений. 39
33. Системы и методы определения подобия технологических объектов. 41
34. Критерии выбора объектов решения разных функциональных классов. 42
35. Использование оценок подобия при генерировании и селекции альтернативных проектных решений. 43
36. Модификация структуры и параметров объектов решений. 45
37. Основные методы формирования первичных структур объектов технологических решений. 46
38. Селекция и критерии селекции альтернативных технологических решений. 48
39. Основные принципы формирования проектных технологических решений. 49
40. Использование отношения подобия при проетирование технологических комплексов. 50
1.Жизненный цикл изделия машиностроения и его основные этапы. Характеристика каждого из основных этапов.
Жизненный цикл изделия - совокупность взаимосвязанных процессов от появления идеи изделия, включая разработку и производства, а также эксплуатацию вплоть до ее завершения и утилизацию изделия.
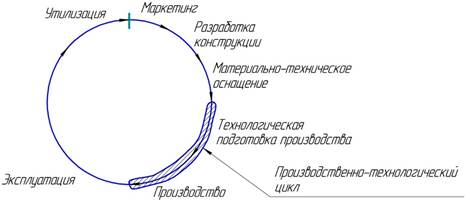
Существуют 11 этапов ЖЦИ:
1) Маркетинг
В результате выполнения этапа маркетинга определяются технологические требования к идеальному конкурентно способному изделию. Определяются объемы выпуска изделия. Определяется рыночная ниша изделия.
2) Разработка конструкции
Определяются технологические требования к идеальному изделию.
3) МТО(материально-техническое оснащение)
Определяются и приобретаются необходимые производственные ресурсы в необходимом объеме.
4) ТПП (технологическая подготовка производства )
В результате производство становится готовым к выпуску заданной продукции в заданном объеме.
Функции ТПП:
А) Отработка конструкции на технологичность.(свойство конструкции изделия, позволяющее разрабатывать ее, вести тех подготовку производства, производить и эксплуатировать ее при минимальных расходах производственных ресурсов всех видов по сравнению с изделиями одноцелевого назначения )
Б) Выбор и подготовка исходных заготовок(задача конструктора)
В) Разработка технологического процесса
Г) Проектирование (выбор) средств СТО
Д) Контроль и управление за ходом технологических процессов
5) Производство
6) Эксплуатация
7) Утилизация
Производственно технологический цикл (ПТЦ) объединяет в себе в себе технологическую подготовку производства (ТПП) и собственно производство.
2.Оценка технологического потенциала комплекса.
Постановка задачи:
известны
1) состав средств технологического оснащения производственной системы (ТК);
2) конструктивно-технологические параметры ранее выпускавшихся (выпускаемых) изделий;
3) технологические процессы изготовления ранее выпускавшихся изделий (технологическая предыстория производственной системы).
Необходимо оценить возможности выпуска в данной системе ранее не выпускавшихся изделий с заданными конструктивно-технологическими параметрами. Типовые процессы изготовления планирующихся к выпуску изделий известны.
Пусть в производственной системе реализовано М различных технологических процессов изготовления деталей. Каждая деталь изготовлялась по соответствующему единичному технологическому процессу. Реализованные процессы соответствуют технологическим возможностям производственной системы.
При попарном сравнении процессов могут быть получены (М2-М)/2 различных оценок их технологического подобия.
Матрица оценок технологического подобия:
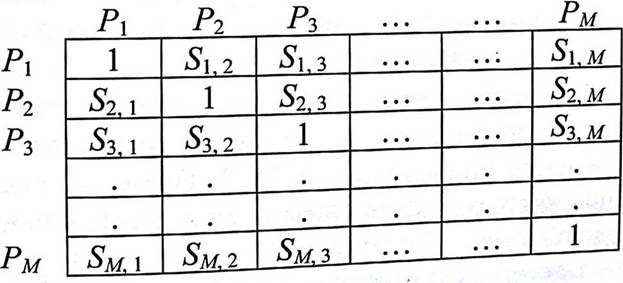
· Матрица квадратная (кол-во строк = кол-ву столбцов)
· На пересечении указывается значение оценок подобия процессов
· S1,2 = S2,1
Матрица оценок тех. подобия симметрична относительно главной диагонали Si , j = Sj , i
P1…M-идентификаторы реализованных в производственной системе технологических процессов. Для множества оценок подобия {Si,j}:
i,j=1,…,M; i≠j;
Si,j= S’j,i
Средняя арифметическая оценка технологического подобия  для производственной системы:
для производственной системы:

В производственной системе нет пары процессов, оценка подобия которых точно соответствует  , поэтому определяют представительную оценку подобия для данной производственной системы
, поэтому определяют представительную оценку подобия для данной производственной системы  :
:

Процессы, для которых оценка подобия совпадает с представительной называют процессы-представители.
Так как  характеризует подобие фиксированных технологических процессов i и j между собой, то более приорететной детали l из множества предлагающихся для изготовления в данной производственной системе (L) соответствует:
характеризует подобие фиксированных технологических процессов i и j между собой, то более приорететной детали l из множества предлагающихся для изготовления в данной производственной системе (L) соответствует:
|Si,l+Sl,j|→max

Описанный подход позволяет упорядочить по приоритету множество L деталей , предлагающихся для изготовления в производственной системе. Первым элементам в списке отдается наибольшее предпочтение для включения в номенклатуру деталей, выпускаемых производственной системой.
3.Производственно-технологический цикл как совокупность этапов и часть жизненного цикла изделия.
Производственно технологический цикл (ПТЦ) объединяет в себе в себе технологическую подготовку производства (ТПП) и собственно производство.
В ПТЦ основными принимаемыми и реализующимися решениями являются технологические.
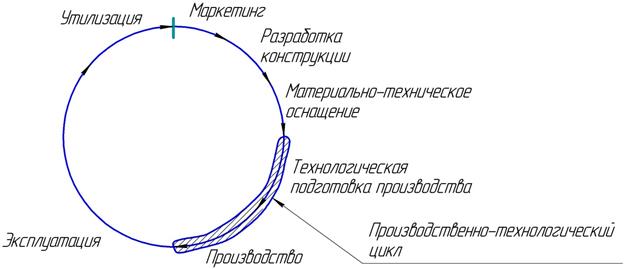
Существуют 11 этапов ЖЦИ:
1) Маркетинг
2) Разработка конструкции
3) МТО(материально-техническое оснащение)
4) ТПП (технологическая подготовка производства )
В результате производство становится готовым к выпуску заданной продукции в заданном объеме.
Функции ТПП:
А) Отработка конструкции на технологичность.(свойство конструкции изделия, позволяющее разрабатывать ее, вести тех подготовку производства, производить и эксплуатировать ее при минимальных расходах производственных ресурсов всех видов по сравнению с изделиями одноцелевого назначения )
Б) Выбор и подготовка исходных заготовок(задача конструктора)
В) Разработка технологического процесса
Г) Проектирование (выбор) средств СТО
Д) Контроль и управление за ходом технологических процессов
5) Производство
6) Эксплуатация
7) утилизация
4.Методы формирования номенклатуры изделий для изготовления в технологическом комплексе заданной структуры.
(Методы группирования изготавливаемых деталей на основе оценок технологического подобия)
Постановка задачи:
-Имеются данные о деталях, планирующихся к изготовлению в проектируемом или реструктуризируемом комплексах
-ТП предполагаемых к изготовлкнию деталей между собой могут быть прямо не связаны
Требуется создать огромное количество групп технологически подобных (технологически связанных) деталей.
Последовательность группирования:
1.) Для каждого изделия определяют коэффициент значимости изделия в смысле трудоемкости. (  ).
).
Наиболее значимое изделие-это изделие трудоемкость которого составляет большую долю в суммарной трудоемкости изготовления всех изделий планируемых к выпуску