
Табл. 1.15 Технологический процесс обработки детали








| Этап обработки | Переход | Применяемый режущий инструмент | Режимы резания | ||
| t, мм | Sмин, мм/мин | V, м/мин | |||
2. Показать схему обработки по указанным технологическим переходам с указанием нулевой точки и системы координат детали, траектории перемещения режущих инструментов и опорных точек.
Координаты опорных точек представить в виде таблицы (см. пример выполнения п. 1.9).
3. Разработать управляющую программу на основе информации приведенной в главе 1 и примера в п. 1.9).
4. Провести проверку управляющей программы с использованием симулятора.
5. Сформулировать выводы по работе.
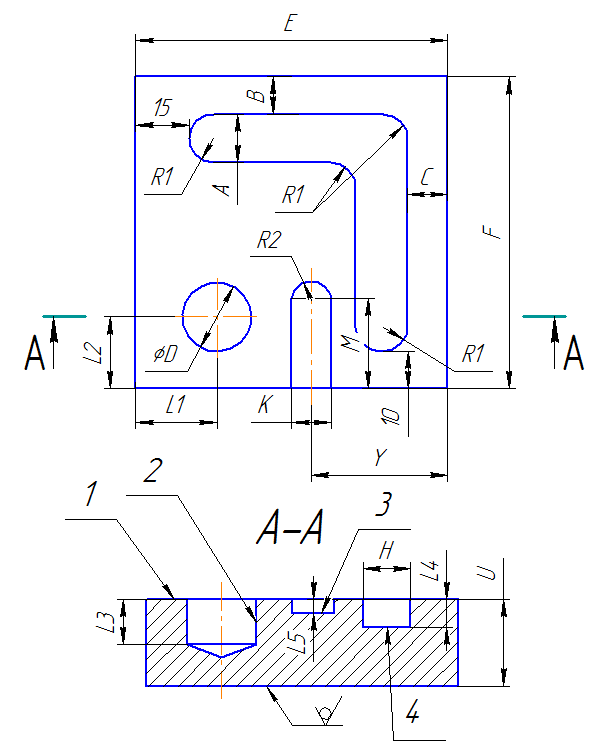
Рис. 1.23 Чертеж детали
Табл. 1.16 Размеры элементов детали
| № вар. | Плоскость 1 | Боковые грани детали | Отверстие 2 | Паз 3 | Паз 4 | ||||||||||||||
| U, мм | E, мм | F, мм | Ø D, мм | L1, мм | L2, мм | L3, мм | K, мм | M, мм | L5, мм | Y, мм | R2, мм | B, мм | C, мм | A, мм | H, мм | L4, мм | R1, мм | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | |
| 1 | 25h12 | * | 15H9 | 20 | 20 | 10 | 10 | 25 | 5 | 50 | 5 | ** | |||||||
| 2 | * | * | 20H12 | 25 | 25 | 15 | 8 | 20 | 4 | 55 | 4 | 10 | 10 | 10 | 10 | 5 | 5 | ||
| 3 | 28h9 | 94 | 94 | ** | 10 | 15 | 10 | 60 | 5 | 6 | 6 | 10 | 10 | 8 | 5 | ||||
| 4 | 20h12 | 90 | 90 | 10H12 | 15 | 15 | 10 | ** | 15 | 15 | 16 | 16 | 10 | 8 | |||||
| 5 | 25h9 | 95 | 95 | 18H12 | 18 | 18 | 15 | 26 | 40 | 15 | 40 | 13 | ** | ||||||
| 6 | 24h9 | 90 | 90 | ** | ** | 8 | 8 | 12 | 12 | 6 | 6 | ||||||||
| 7 | 28h12 | * | 8H9 | 10 | 20 | 15 | ** | 12 | 12 | 14 | 14 | 15 | 7 | ||||||
Окончание табл. 1.16
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | ||
| 8 | * | * | 10H8 | 18 | 50 | 20 | 12 | 30 | 6 | 50 | 6 | 20 | 10 | 6 | 6 | 2 | 3 | |||
| 9 | 20h9 | 90h9 | 90 | ** | 30 | 50 | 10 | 45 | 15 | ** | ||||||||||
| 10 | 26h12 | * | ** | 14 | 45 | 10 | 60 | 7 | 14 | 20 | 18 | 18 | 12 | 9 | ||||||
| 11 | 22h9 | * | 14H9 | 20 | 15 | 10 | 14 | 30 | 8 | 40 | 7 | 10 | 10 | 8 | 8 | 5 | 4 | |||
| 12 | * | 92h10 | 92 | ** | 16 | 25 | 12 | 60 | 8 | 12 | 14 | 12 | 12 | 7 | 6 | |||||
| 13 | 28 | * | 10 | 20 | 15 | 10 | 10 | 25 | 3 | 50 | 5 | 10 | 8 | 8 | 8 | 5 | 4 | |||
| 14 | 27 | * | 11 | 15 | 15 | 11 | 11 | 28 | 6 | 50 | 5.5 | 5 | 7 | 6 | 6 | 8 | 3 | |||
| 15 | 26h12 | * | 12H9 | 15 | 18 | 12 | 12 | 29 | 8 | 45 | 6 | 7 | 10 | 10 | 10 | 10 | 5 | |||
| 16 | 25h9 | 95h12 | 95 | 13H8 | 20 | 20 | 13 | 13 | 32 | 10 | 40 | 6.5 | ** | |||||||
| 17 | 27h12 | 90 | 95 | 14 | 22 | 18 | 15 | 15 | 20 | 14 | 35 | 7.5 | ** | |||||||
| 18 | 25 | 85 | 85 | 15H12 | 25 | 20 | 16 | 16 | 28 | 12 | 28 | 8 | ** | |||||||
| * - Не обрабатываемая поверхность; ** - Конструктивный элемент в детали отсутствует. | ||||||||||||||||||||
1.10.3 Чтение и формирование траектории управляющей программы
Исходные данные:
Отрывок управляющей программы для станка с ЧПУ (см. табл. 1.18) в соответствии с вариантом. Для выполнения работы может быть выдано несколько вариантов заданий.
Задание:
1. По отрывку управляющей программы привести таблицу (см. табл. 1.17) с расшифровкой команд в каждой строке.