
Табл. 1.13 Технологический процесс обработки детали








| Этап обработки | Переход | Применяемый режущий инструмент | Режимы резания | ||
| t, мм | So, мм/об | V, м/мин | |||
2. Показать схему обработки по указанным технологическим переходам с указанием нулевой точки и системы координат детали, траектории перемещения режущих инструментов и опорных точек.
Координаты опорных точек представить в виде таблицы (см. пример выполнения п. 1.9).
3. Разработать управляющую программу на основе информации приведенной в главе 1 и примера в п. 1.9).
4. Провести проверку управляющей программы с использованием симулятора.
5. Сформулировать выводы по работе.
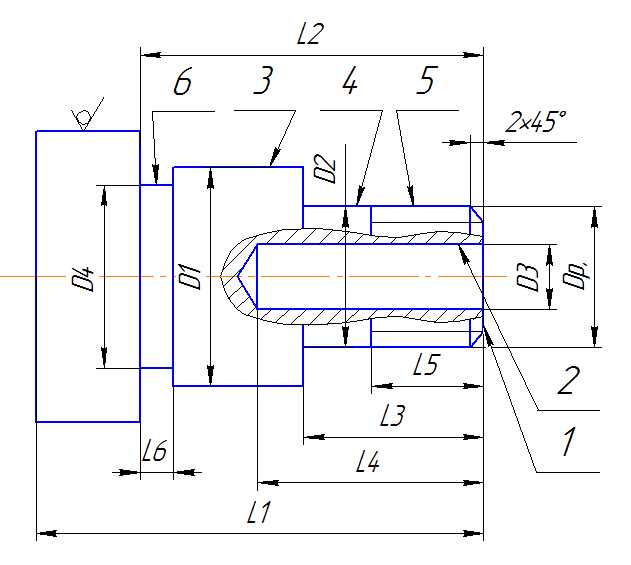
Рис. 1.21 Чертеж детали
Табл. 1.14 Размеры элементов детали
| № вар. | Торец 1 | Отверстие 2 | НЦП 3 | НЦП 4 | Резьба 5 | Канавка 6 | |||||
| L1 | D3 | L4 | D1 | L2 | D2 | L3 | Dр. | L5 | D4 | L6 | |
| 1 | 140 | ** | 60h9 | 100 | 16h12 | 50 | ** | 55h12 | 5,5 | ||
| 2 | 142 | ** | 55h8 | 110 | 16 | 30 | M16 | 20 | ** | ||
| 3 | 144 | ** | 45h12 | 95 | 40h9 | 80 | ** | 40h12 | 4 | ||
| 4 | 146 | ** | 40h12 | 90 | 20 | 50 | M20 | 30 | ** | ||
| 5 | 148 | ** | 70* | 100 | 30 | 60 | M30 | 45 | 65 | 10 | |
| 6 | 145 | ** | 70* | 90 | 12 | 55 | M12 | 25 | 60 | 12,5 | |
| 7 | * | 10h12 | 20 | 65 | 100 | 22h9 | 50 | ** | 60 | 5 | |
| 8 | * | 12h9 | 30 | 60h12 | 110 | 24 | 60 | M24 | 30 | ** | |
| 9 | * | 14h9 | 35 | 55h12 | 115 | 32h12 | 65 | ** | 50 | 3,5 | |
| 10 | * | 16 | 20 | 50h9 | 90 | 33 | 70 | M33 | 30 | ** | |
| 11 | * | 18h12 | 40 | 70* | 85 | 36 | 60 | M36 | 40 | 60 | 6,5 |
| 12 | * | 20 | 50 | 70* | 80 | 39 | 65 | M39 | 50 | 65 | 7,5 |
| 13 | 146 | 14h12 | 15 | 70* | 110 | 40 | 90 | ** | 60 | 4 | |
| 14 | 147 | 12h9 | 20 | 70* | 115 | 36 | 80 | ** | 65 | 5 | |
| 15 | 145 | 10 | 25 | 70* | 120 | 39 | 60 | ** | 64 | 8.5 | |
| 16 | 142 | 12 | 30 | 70* | 95 | 45h9 | 70 | M45 | 45 | ** | |
| 17 | * | 14 | 35 | 65h12 | 110 | 52h12 | 65 | M52 | 40 | ** | |
| 18 | * | 16h9 | 40 | 55h9 | 115 | 30 | 70 | M30 | 35 | ** | |
| * - Не обрабатываемая поверхность; ** - Конструктивный элемент в детали отсутствует. | |||||||||||
1.10.2 Разработка управляющей программы для обработки детали типа «Плита»
Исходные данные:
Ø Чертеж заготовки (см. рис 1.22);
Ø Материал заготовки: Сталь 40Х;
Ø Чертеж детали (см. рис. 1.23), размеры согласно табл. 1.16;
Ø Обработка ведется на вертикально-фрезерном станке с ЧПУ.
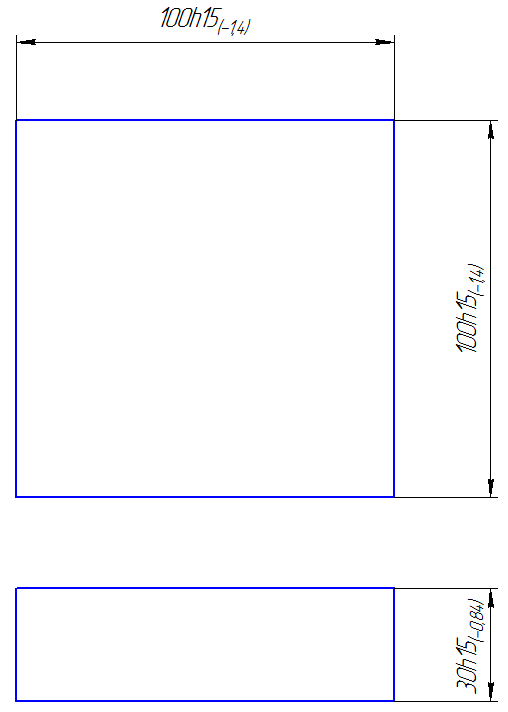
Рис. 1. 22 Эскиз заготовки
Задание:
1. Описать процесс обработки детали, с указанием технологических переходов, применяемого режущего инструмента и режимов резания (представить информацию в виде табл. 1.15).