
Рис. 1.14 Общая схема составления управляющей программы








1.9 Пример разработки управляющей программы для станка с ЧПУ с использованием ручного программирования
Чертеж детали для выполнения работы показан на рис. 1.15.
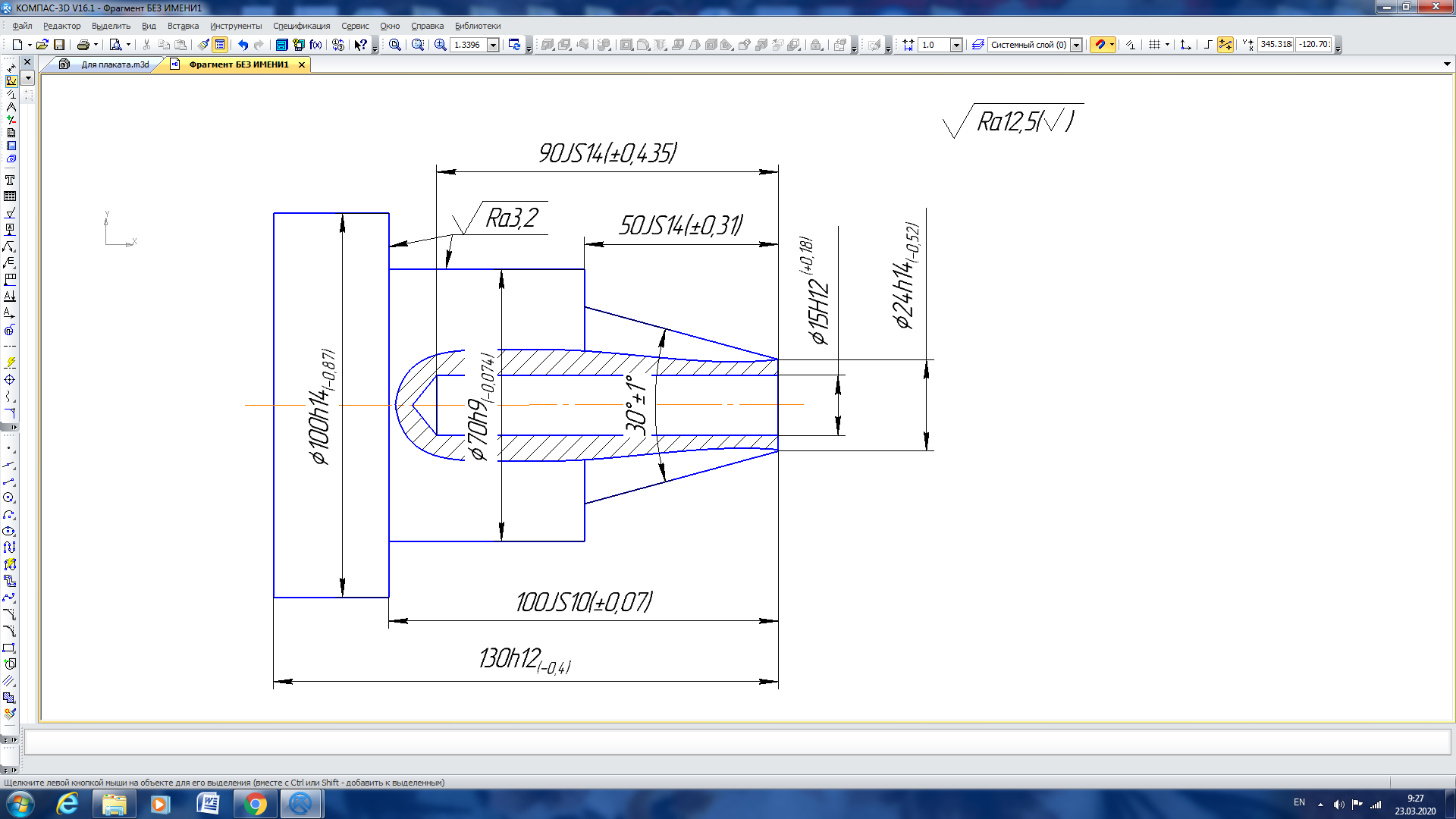
Рис. 1.15. Чертеж детали
Тип производства – среднесерийный.
Заготовка, рассчитанная с учетом припусков на механическую обработку показана на рис. 1.16.
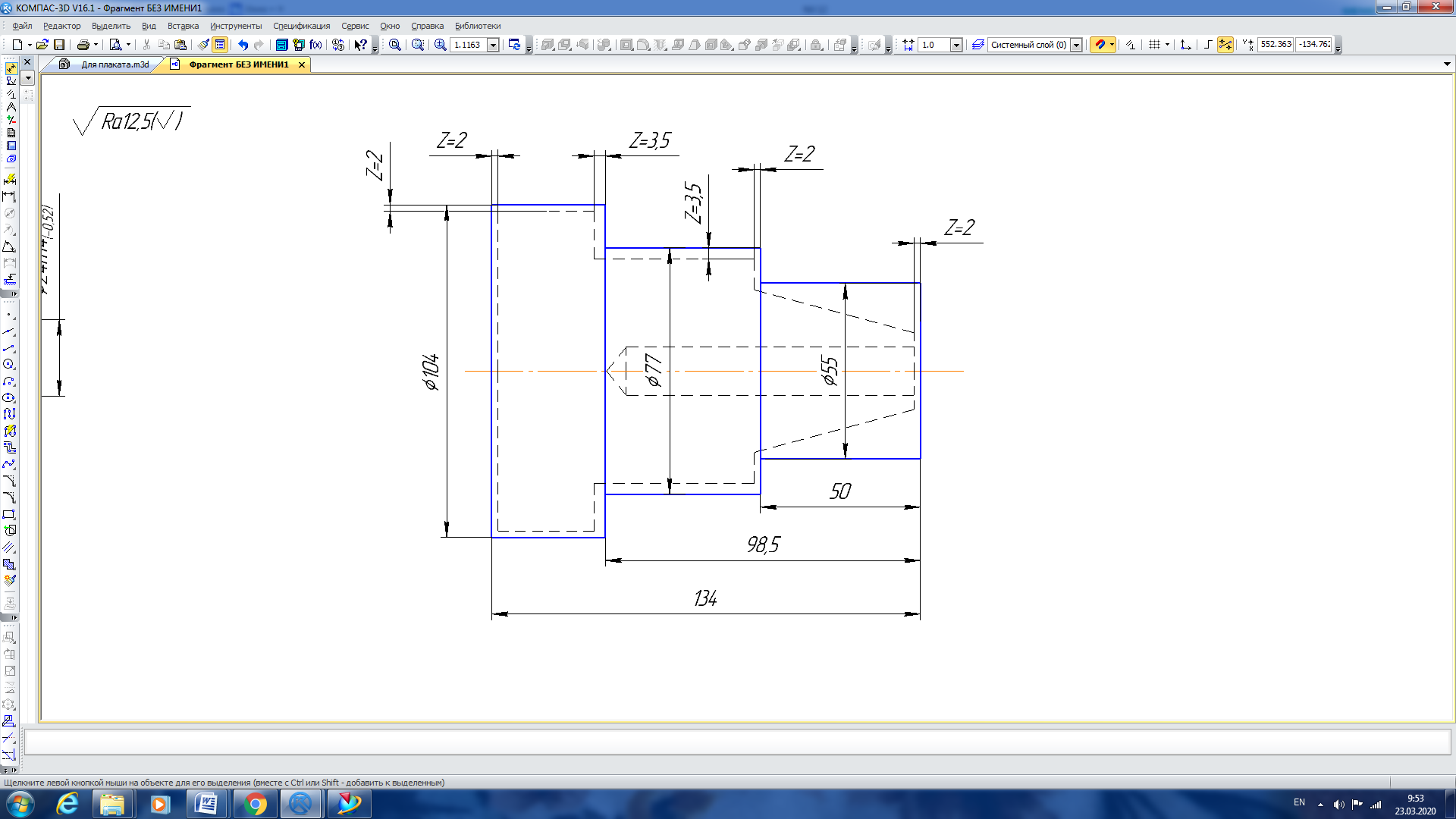
Рис. 1.16. Чертеж заготовки
Технологический процесс обработки детали показан в виде табл. 1.7.
Табл. 1.7. Технологический процесс обработки детали
| Опер-ия, Установ, этап
| Переход | РИ | Элементы режима резания | Рассчитанное время на обработку, to, мин
| ||||||
| Глубина резания, t, мм | Скорость резания, V, м/мин | Подача | ||||||||
| So, мм/об | Sмин, мм/мин | |||||||||
| 045, Уст. А, Эчр. | 1. Подрезать торец, срезая припуск 2 мм (Эчр.) | Т01 | 2 | 450 | 0,25 | 344 | 0,17 | |||
| 2. Точить Ø100h14(-0,87) на проход (Эчр.) | Т01 | 2 | 450 | 0,25 | 344 | 0,12 | ||||
| 3. Перехват детали контршпинделем | - | - | 0,25 | |||||||
| 045, Уст. Б, Экомб. | 1. Подрезать торец, срезая припуск 2 мм (Эчр.) | Т02 | 2 | 450 | 0,25 | 650 | 0,05 | |||
| 2. Точить контур по программе, выдерживая размеры Ø24 h 14(-0,52), угол конуса 30°, 50 JS 14(±0.31), Ø73 h 14(-0,74), 98.5 JS 14(±0.435) (Эчр.) | Т02 | 2 | 450 | 0,25 | 358 | 0.27 | ||||
| 3. Сверлить Ø15Н12(+0,18) на длину 90JS14(±0.435) (Эчр.) | Т03 | 7,5 | 120 | 0,15 | 382 | 0,27 | ||||
| 4. Точить Ø71h11(-0,19) на длину 99.5JS11(±0.11) (Эпч.) | Т04 | 1 | 480 | 0,15 | 229 | 0,3 | ||||
| 5. Точить Ø70h9(-0,074) на длину 100JS10(±0.07) (Эч.) | Т05 | 0,5 | 550 | 0,08 | 200 | 0,56 | ||||
Информация по применяемому оборудованию:
С учетом исходных данных для обработки детали (табл. 1.8) выбран станок: Токарный автомат продольного точения HYPERTURN 110.
Управляемые координаты: Х, Y , Z
Табл. 1.8 Информация по станку (область применения)
| Тип станка | Модель станка | Используемые методы при обработке заданных поверхностей | Тип производства |
| Токарный автомат продольного точения | HYPERTURN 110 | Наружное точение; Растачивание; Сверление аксиальных и радиальных отверстий, в том числе резьбовых; Нарезание резьб, шлицев, зубчатых венцов; Фрезерование фасонных пов. | -серийное; |
Табл. 1.8 Технические характеристики станка
| Параметр | Значение |
| Перемещение по осям X/Y/Z: | 340 /(±120) /1340 mm |
| Максимальный диаметр прутка | 110 мм |
| Максимальная частота вращения главного шпинделя | 2500 об/мин |
| Максимальная мощность главного шпинделя | 52 кВт |
| Максимальная частота вращения контршпинделя | 2500 об/мин |
| Максимальная мощность контршпинделя | 42 кВт |
| Количество револьверных головок | 2 |
| Количество позиций в револьверных головках | 12 (все приводные и не прив.) |
| Тип крепления инструмента в револьверных головках | Coromant Capto C5 |
| Максимальная частота вращения инструмента в револьверной головке 1 | 3000 об/мин |
| Максимальная частота вращения инструмента в револьверной головке 2 | 3000 об/мин |
| Мощность привода в револьверной головке 1 | 10,5 кВт |
| Мощность привода в револьверной головке 2 | 10,5 кВт |
Общий вид станка представлен на рис. 1.17.

Рис.1.17 Токарный автомат продольного точения HYPERTURN 110
Написание управляющей программы
Для написания управляющей программы для станка с ЧПУ выбран фрагмент: Операция 045, Установ Б, переходы 1-2 (в таблице выделено).
1.1 Составим расчетную схему на первый переход. Расчетная схема показана на рис. 1.18.
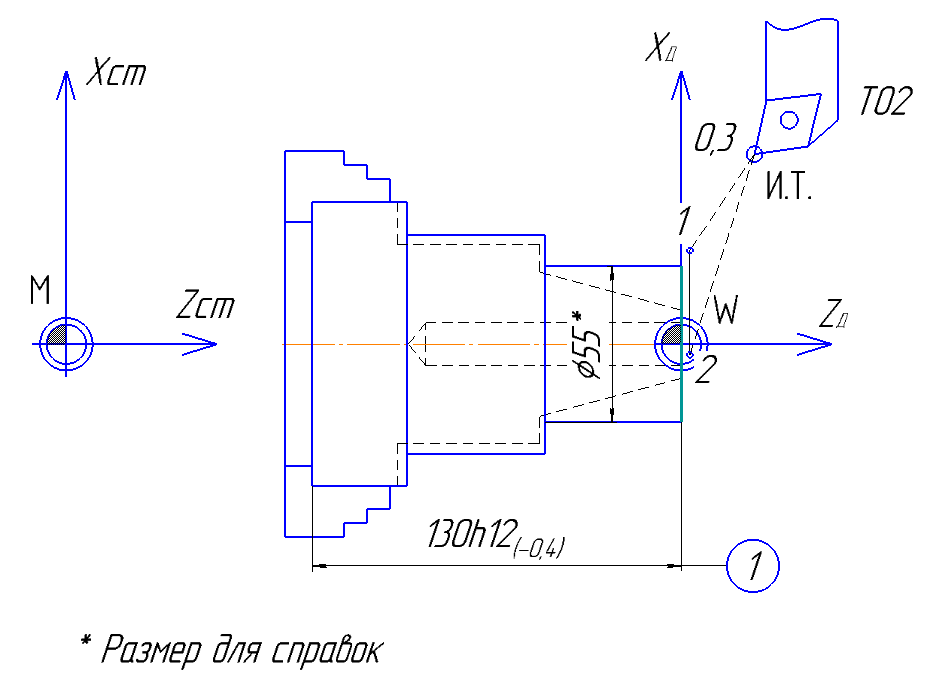
Рис. 1.18. Расчетная схема (Установ Б, переход 1)
1.2 Составляет таблицу с координатами опорных точек (в системе координат детали) (табл 1.9.).