Рис. 1.13. Пример ускоренного перемещения режущего инструмента








2. Рабочее перемещение – G 01.Является модальной командой и используется для перемещения инструмента с заданной рабочей подачей.
Для выполнения ускоренного перемещения достаточно указать в кадре код G01, координаты требуемой позиции и значение подачи F.
G 01 X __ Y __ Z __ F __,
где F - функция скорости подачи (в мм/мин по умолчанию).
Установленная скорость подачи остается неизменной, до тех пор, пока не указано новое числовое значение вместе с F или не изменен режим перемещений при помощи G00.
Например:
N45 G01 Z-l F40 – перемещение на глубину 1 мм на рабочей подаче (40 мм/мин)
N50 G01 Х12 Y22 – перемещение инструмента (40 мм/мин)
N55 G01 Y50 – перемещение инструмента (40 мм/мин)
N60 G01 Y50 F22 – перемещение инструмента (22 мм/мин)
N65 G01 Х30 Y120 – перемещение инструмента (22 мм/мин)
N70 G00 Z5 – быстрое перемещение по Z
N75 Х00 Y00 – быстрое перемещение в точку с координатами 0, 0 по осям X и Y.
3. Круговая интерполяция по часовой стрелке – G 02.
4. Круговая интерполяция против часовой стрелки – G 03. Являются модальными командами и используются для перемещения инструмента по дуге окружности по часовой (G02) и против часовой (G03) стрелки.
Направление перемещения определяется, когда мы смотрим на инструмент со стороны шпинделя, в отрицательном направлении оси Z. Также необходимо указать скорость рабочей подачи F.
Выделим два способа формирования кадра при круговой интерполяции:
1. G02 X __ Y __ Z __ I __ J __ K __ F __
2. G02 X __ Y __ Z __ R __ F __ .
где Х, Y, Z – координата точки по соответствующим осям, куда перемещается инструмент на рабочей подаче (т.е. координата конца дуги) (см. рис. 1.14),
I, J, K – Координаты начала дуги относительно центра дуги по осям Х, Y, Z соответственно (см. рис. 1.14),
F - функция скорости подачи (в мм/мин по умолчанию).
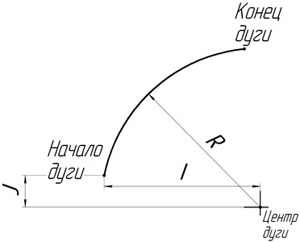
Рис. 1.14. Задание круговой интерполяции
Многие СЧПУ понимают оба варианта задания перемещения по дуге.
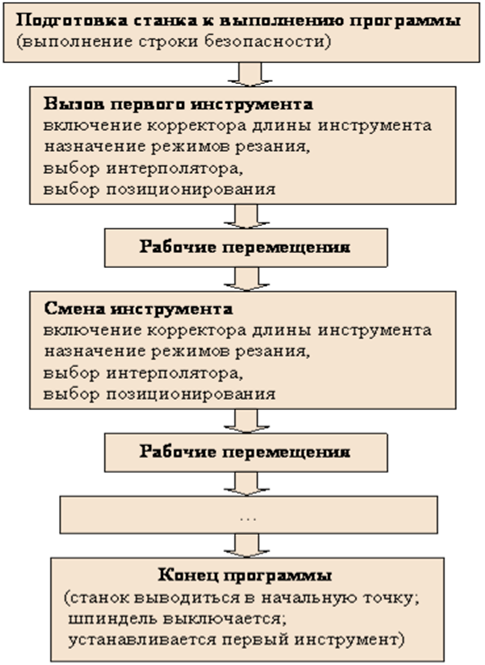
1.8 Общая схема составления управляющей программы. Строка безопасности
Строкой безопасности называется кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный режим, отменяют ненужные функции и обеспечивают безопасную работу с УП.
Пример:
N10 G21 G40 G49 G54 G80 G90
Как вы уже знаете, некоторые коды являются модальными и остаются активными в памяти СЧПУ до тех пор, пока их не отменят. Возможны ситуации, когда ненужный модальный G-код не был отменен. Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности, которая обычно находится в начале УП или после кадра смены инструмента, позволяет «восстановить» забытые G-коды и выйти в привычный режим работы.
Давайте поближе познакомимся с G-кодами, находящимися в типичной строке безопасности.
Ø Код G21 говорит станку о том, что все перемещения и подачи рассчитываются и осуществляются в миллиметрах. Так как станки производятся и работают в разных странах, то существует возможность переключения между дюймовым и метрическим.
Ø Код G40 отменяет автоматическую коррекцию на радиус инструмента. Коррекция может быть активна, если вы в конце предыдущей программы забыли ее отменить (выключить).
Ø Код G49 отменяет компенсацию длины инструмента.
Ø Код G54 на большинстве современных станков позволяет активировать одну из нескольких рабочих систем координат. Предыдущая управляющая программа могла работать в другой системе координат, например в G55.
Ø Код G80 отменяет все постоянные циклы (например, циклы сверления) и их параметры.
Ø Код G90 активирует работу с абсолютными координатами.
Исходя из изложенного выше общая схема составления управляющей программы показана на рис. 1.14.