Рис. 1.10. Пример кадра управляющей программы








На рис. 1.10 показано в строке:
1 – номер кадра;
2 – «слово 1» с буквенным обозначением или адресом G (подготовительная функция) и 01 (порядковый номер функции);
3 - «слово 2» с буквенным обозначением или адресом X (обозначение оси) и -0,8 (координата по выбранной оси);
4 - «слово 3» с буквенным обозначением или адресом Z (обозначение оси) и 0,6 (координата по выбранной оси);
5 - «слово 4» с буквенным обозначением или адресом F (подача) и 150 (скорость подачи 150 мм/мин).
Текст управляющей программы для станка с ЧПУ есть не что иное, как сформированная по определенным правилам совокупность кадров. В общем случае система ЧПУ станка выполняет команды управляющей программы строго в порядке следования кадров, при этом переход к каждому очередному кадру осуществляется только по окончании выполнения предыдущего кадра.
1.7 Основные функции, используемые в управляющей программе
Рассмотрим определение интерполяции траектории.
Траектория движения состоит из отдельных, соединяющихся друг с другом участков, линейных или дуговых. Точки, которые задают траекторию, называются опорными. В действительности управляющая программа – это последовательный набор опорных точек. Опорные точки могут лежать в плоскости, для их задания используется две координаты (двух координатная обработка) или в пространстве (объемная трех координатная обработка). На практике для перемещения инструмента системе ЧПУ не достаточно только опорных точек, необходимо более детальное ее представление. Для расчета промежуточных точек и выдачи команд движения по линейным осям используется специальное вычислительное устройство - интерполятор. Интерполяторы делятся на линейные и круговые.
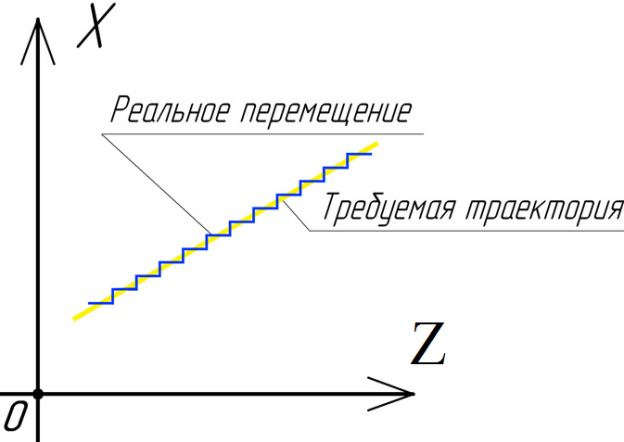
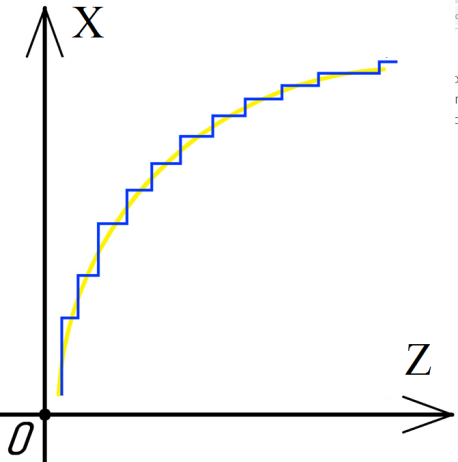
Линейный интерполятор используется для отработки прямолинейного движения инструмента. На входе в интерполятор поступает информация о координатах опорных точек, на выходе для каждой координаты формируется последовательность импульсов необходимых для отработки заданной геометрии. Линейный интерполятор позволяет отрабатывать только прямолинейные движения. Однако обеспечить точное соответствие перемещения вдоль заданной прямой достаточно сложно. Итоговая траектория перемещения приближенно напоминает ломаную линию (рис. 1.11).
а) б)
Рисунок 1.11. Линейная интерполяция:
а) требуемое перемещение; б) реальное (ступенчатое перемещение)
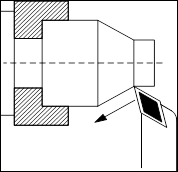
Под круговой интерполяцией следует понимать движение инструмента по дуге. Первые системы ЧПУ оснащались линейными интерполяторами, и программирование такого движения для программиста было затруднено. Дуги и окружности приходилось аппроксимировать прямыми линиями, т.е. просчитывать промежуточные точки.
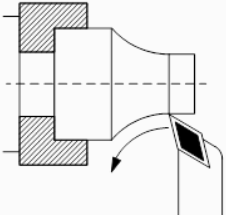
В настоящее же время с программированием дуг проблем нет. Пример круговой интерполяции показан на рис. 1.12.
а) б)
Рисунок 1.12. Круговая интерполяция:
а) требуемое перемещение; б) реальное (ступенчатое перемещение)
Для общего понимания рассмотрим также понятия модальных и немодальных функций.
Все станочные коды можно условно разделить на два класса в зависимости от их способности сохраняться в памяти СЧПУ.
Немодальные коды действуют только в том кадре, в котором они находятся.
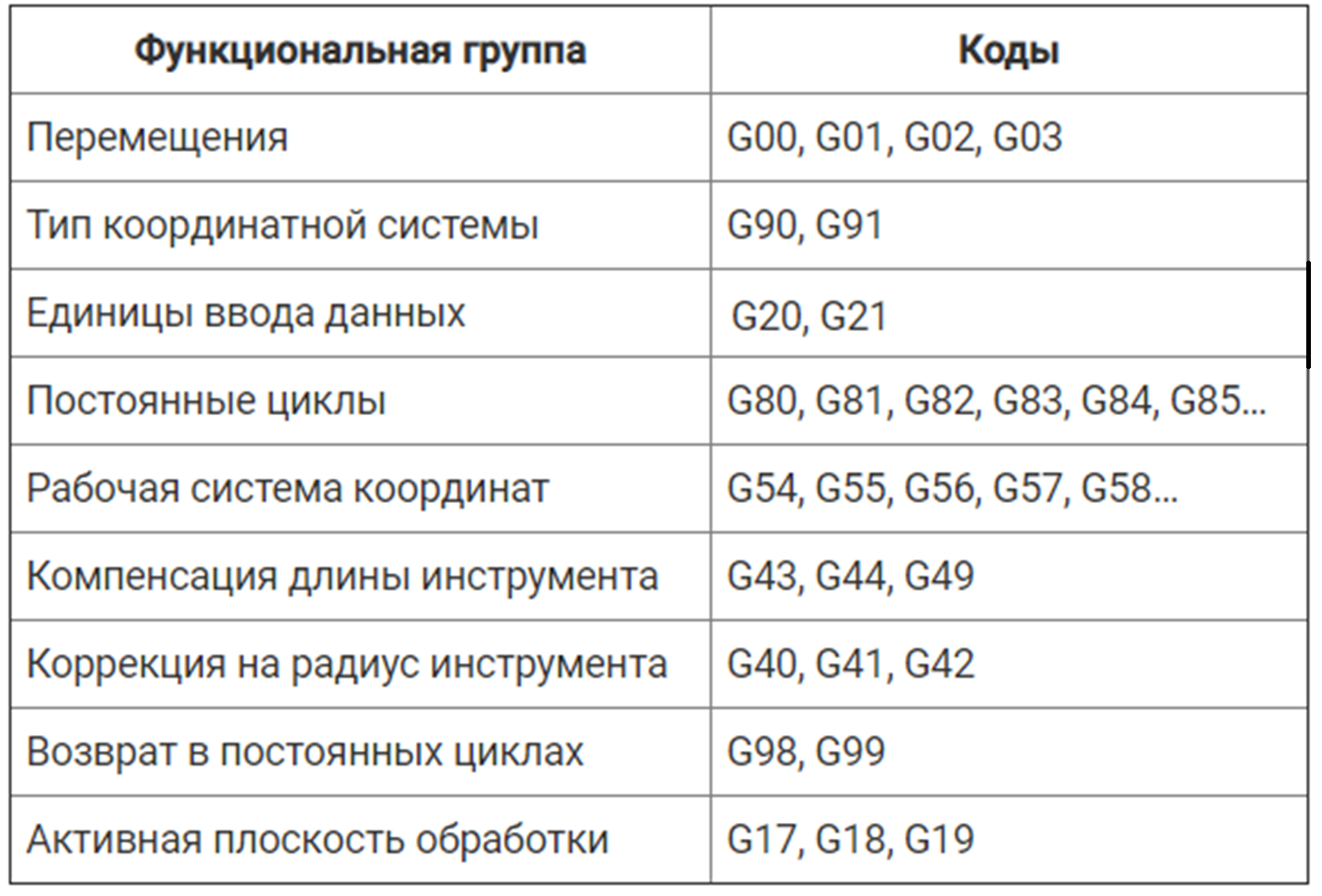
Модальные коды, напротив, могут действовать бесконечно долго, пока их не отменят другим кодом из соответствующей группы кодов (табл. 1.6).
Выделяют несколько групп кодов в зависимости от функции, которую они выполняют. Два модальных кода из одной группы не могут быть активными в одно и то же время, т.к. второй код отменяет первый.
Табл. 1.6. Основные функциональные группы G кодов
В своей повседневной работе технолог-программист использует лишь ограниченный, довольно узкий набор G- и М- кодов. Дело в том, что основная задача УП заключается в перемещении инструмента по заданным координатам. Для реализации таких перемещений нужно воспользоваться всего несколькими кодами – базовыми (т.е. основными).
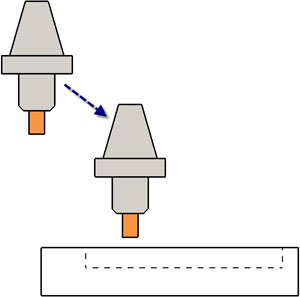
1. Ускоренное перемещение – G 00. Является модальной командой и используется для быстрого позиционирования в безопасной зоне инструментов. Для выполнения ускоренного перемещения достаточно указать в кадре код G00 и координаты требуемой позиции.
для задания ускоренного перемещения используют следующее обозначение в кадре УП:
G 00 X __ Y __ Z __,
Где Х, Y, Z – координата точек по соответствующим осям куда перемещается инструмент на ускоренной подаче, например в начало обработки (см. рис. 1.13).
На схемах обработки ускоренное перемещение инструмента будем обозначать пунктирной линией «- - - - - - - - - -» .