Рис. 1.6. Оси координат и положительные направления а) токарно-винторезного станка с ЧПУ; б) токарно-револьверного станка с ЧПУ; в) лоботокарного станка с ЧПУ; г) токарно-карусельного станка с ЧПУ








Удобно в качестве нулевой точки детали на токарном станке принять центр торцевой поверхности детали, что заметно упростит ее настройку непосредственно на станке.
Чаще всего для настройки нулевой точки в таком случае необходимо определить положение торца заготовки и задать смещение вглубь заготовки на величину припуска, определенного технологом для прилегающего торца детали.
Схема расположения нулевых точек на токарном станке с ЧПУ показана на рисунке 1.7.
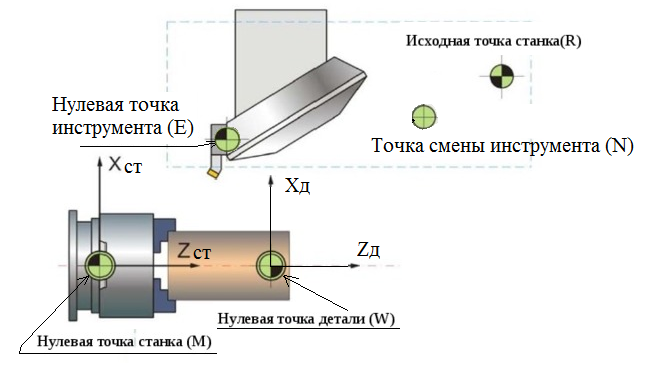
Рис. 1.7. Нулевые точки токарного станка с ЧПУ
Нулевая точка инструмента (Е) располагается на контактной поверхности инструментального суппорта и в середине зажимного устройства. Данная точка служит для внешнего измерения с помощью оптического устройства предварительной настройки.
Относительно данной точки производиться определение положения режущей кромки (точки трассировки) для конкретной инструментальной наладки.
1.5 Системы координат фрезерных станков с ЧПУ
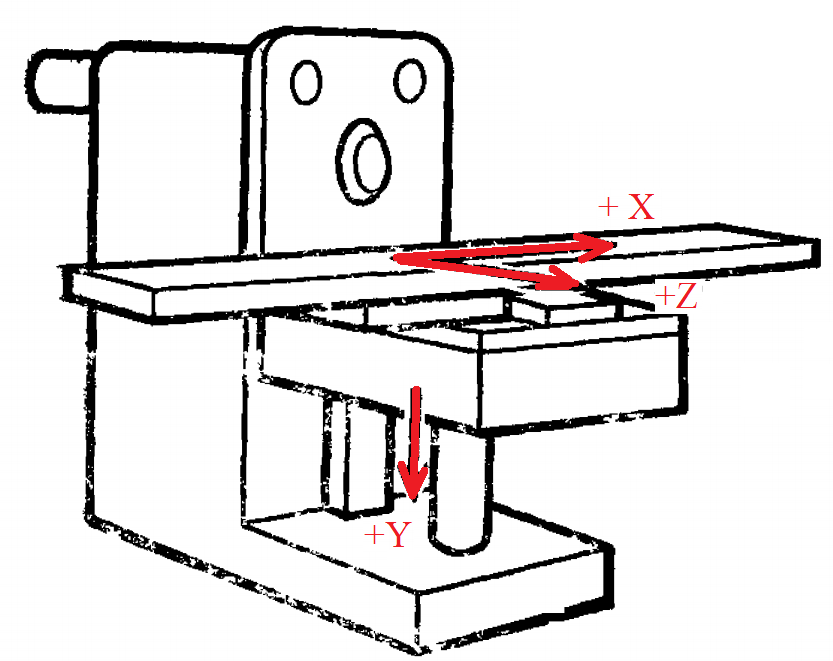
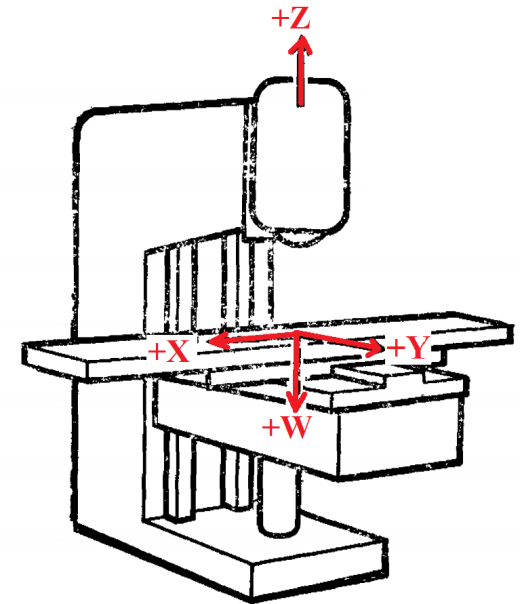
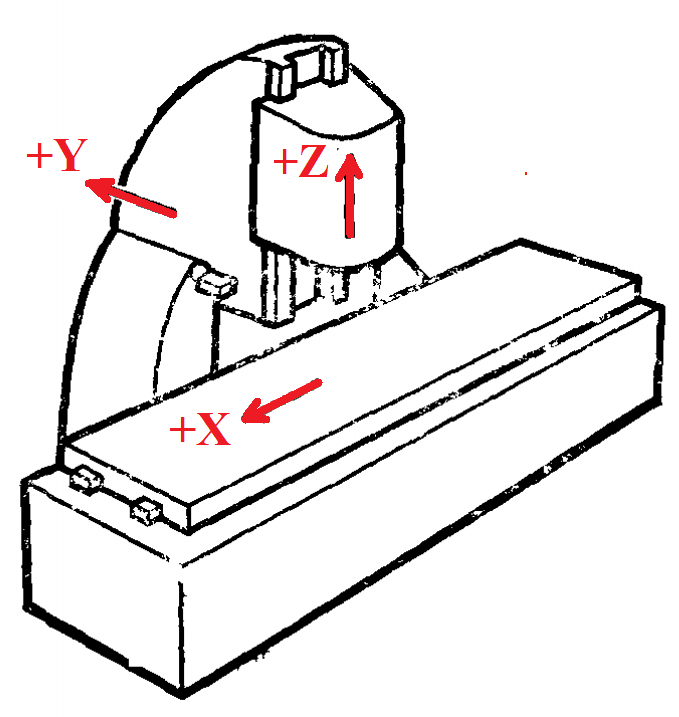
В данном подразделе в качестве примеров на основе информации, представленной в подразделе 1.3 приводиться информация по расположению нулевых точек на фрезерных станках с ЧПУ и основные управляемые координаты. Оси координат и их положительные направления для ряда фрезерных станков с ЧПУ приведены на рисунке 1.8.
Возможное расположение нулевой точки станка показано на рисунке 1.9. Здесь же изображены и остальные нулевые точки (детали, инструмента и т.д.) с использованием обозначений, приведенных в табл. 1.5.
Информацию по направлениям осей координат для других групп станков можно найти в [7].
а) б)
в)
Рис. 1.8. Оси координат и положительные направления для: а) консольного горизонтально-фрезерного станка; б) консольного вертикально-фрезерного станка; в) продольно-фрезерный вертикальный станок;
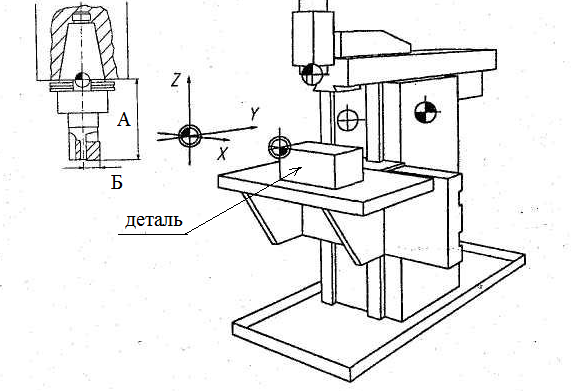
Рис. 1.9. Нулевые точки фрезерного станка с ЧПУ
1.6. Структура управляющей программы
Управляющая программа является упорядоченным набором команд, при помощи которых определяются перемещения исполнительных органов станка и различные вспомогательные функции.
Слово является базовым элементом текста управляющей программы. Слово представляет собой комбинацию прописной буквы латинского алфавита и некоторого числового значения, в качестве которого может использоваться либо целое двузначное или трехзначное число, либо десятичная дробь, целая и дробная части которой могут отделяться как запятой, так и точкой. В некоторых случаях в слове кроме буквы и числа могут использоваться и другие текстовые символы; например, между буквой и числом при необходимости может находиться математический знак «+» или «–». Буквенная составляющая слова в теории ЧПУ называется адресом, потому что она определяет «назначение следующих за ним данных, содержащихся в этом слове» (ГОСТ 20523-80).
В структуре управляющей программы используются следующие основные буквенные обозначения:
• Х, Y , Z – координаты точек по соответствующим осям;
• G – подготовительные функции (выбирают режим работы станка);
• M – вспомогательные функции ;
• Т – номер инструмента ;
• S – обороты шпинделя ;
• F – подача.
В качестве числовой составляющей слов с буквенными символами G и М может использоваться только целое двузначное или трехзначное число. Десятичная дробь в словах с символами G и М использоваться не может, в отличие от слов с другими буквенными символами.
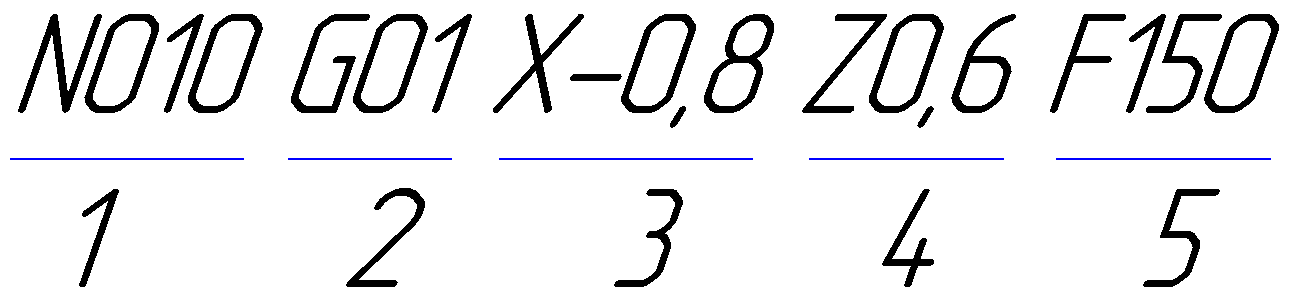
Любая программа обработки состоит из некоторого количества строк (наборов слов), которые называются кадрами УП ( N ), которые воспринимаются СЧПУ как единое целое и содержат не менее одной команды. Кадры часто нумеруются с опр. шагом ( N 10… N 15).
Большинство станков с ЧПУ позволяют работать без номеров кадров, которые используются для удобства зрительного восприятия программы и поиска в ней требуемой информации.
Пример кадра управляющей программы приведен на рис. 1.10.