
Рис. 1.5. Смещение нулевой точки








3. Система координат инструмента. Данная система координат служит для определения положения режущей кромки инструмента относительно держателя (шпинделя). Началом отсчета координатной системы инструмента является точка, от которой начинается запрограммированное перемещение рабочего инструмента.
Для задания нулевых точек необходимо придерживаться принятых условных обозначений. Отметим, что у разных авторов обозначение нулевых точек и систем координат отличается. В данном пособии будем придерживаться обозначений, предложенных в Германии, являющихся лидером в производстве станков с ЧПУ. Данные обозначения нулевых точек, приведены в таблице 1.5.
Табл. 1.5 Обозначение нулевых точек
| Пиктограмма | Буквенное обозначение | Значение |

| M | Нулевая точка станка |

| R | Исходная точка станка |

| W | Нулевая точка детали |

| E | Нулевая точка инструмента |

| B | Точка установки инструмента |

| N | Точка смены инструмента |
В качестве единой системы координат для всех станков с ЧПУ в соответствии с ГОСТ 23597 принята правая прямоугольная система координат. Для изображения системы координат необходимо руководствоваться следующими правилами [7]:
1. Положительное направление движения рабочего органа станка предпочтительно соответствует направлению отвода инструмента от заготовки;
2. Ось Z определяется по отношению к шпинделю главного движения, то есть шпинделя, вращающего инструмент в станках сверлильно-фрезерно-расточной группы или шпинделя, вращающего заготовку в станках токарной группы. При отсутствии шпинделя в станке ось Z должна быть предпочтительно перпендикулярна к рабочей поверхности стола;
3. Ось X должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки;
На станках с вращающейся заготовкой, например, токарных, движение по оси X направлено по радиусу заготовки и параллельно попёречным направляющим. Положительное движение по оси X происходит, когда инструмент отходит от оси вращения «заготовки».
4. Положительное направление движения по оси У следует выбирать так, чтобы ось У вместе с осями Z и X образовывала правую прямоугольную систему координат;
5. Буквами A , В и С следует обозначать вращательные движения вокруг осей параллельных соответственно X, Y и Z. Положительные направления A, В и С должны совпадать с направлением завинчивания винтов с правой резьбой в положительных направлениях осей соответственно X, Y и Z.
1.4 Системы координат токарных станков с ЧПУ
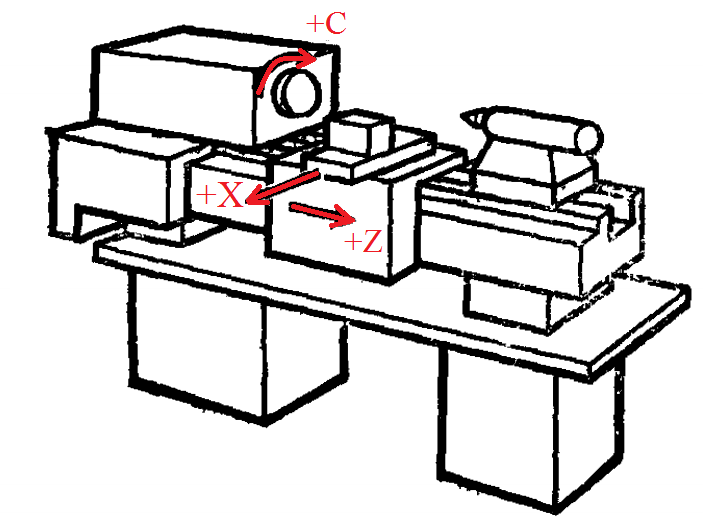
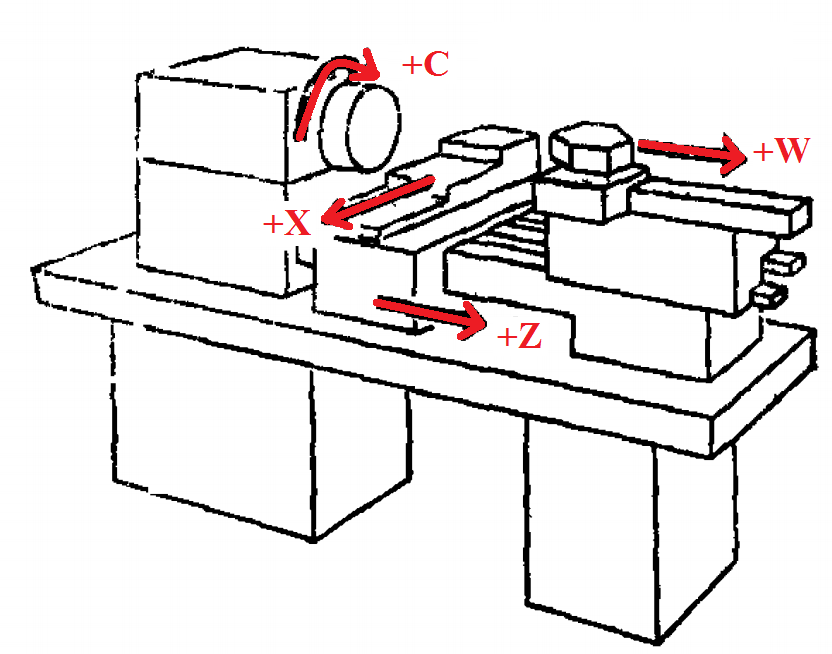
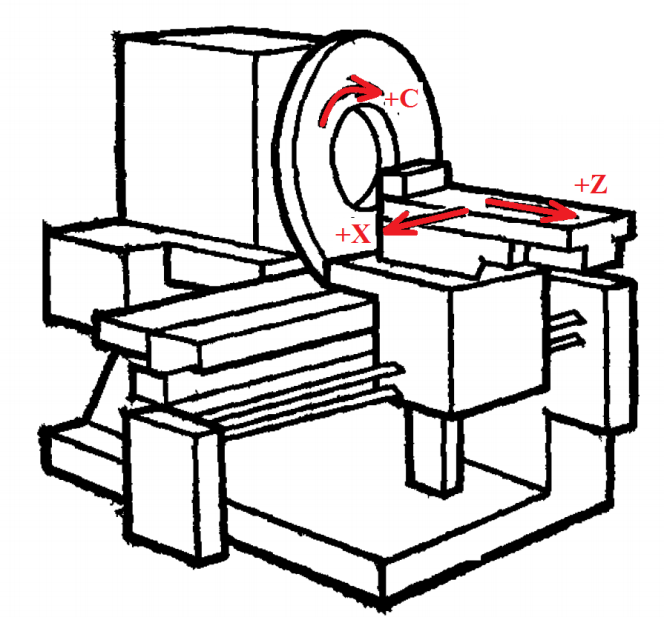
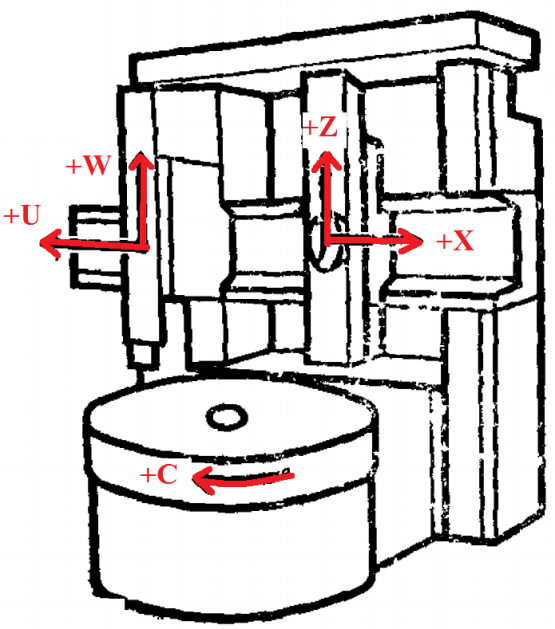
В данном подразделе в качестве примеров на основе информации, представленной в подразделе 1.3 приводиться информация по расположению нулевых точек на токарных станках с ЧПУ и основные управляемые координаты. Оси координат и их положительные направления для ряда токарных станков с ЧПУ приведены на рисунке 1.5
Нулевая точка токарного станка с ЧПУ (Англоязычное обозначение на дисплее ЧПУ можно увидеть как MCS (machine coordinate system)) обычно располагается в стандартной системе координат на оси вращения шпинделя на его базовом торце (см. рис. 1.7).
Нулевая точка заготовки (W) при работе на токарном станке с ЧПУ обычно располагается на оси шпинделя на некотором удалении от нулевой точки станка М (смещение нулевой точки рис. 1.5), то есть в системе координат токарного станка, как правило, Xw = 0. Нулевая точка детали определяется программистом или оператором, а именно вводом расстояния от нулевой точки станка. Величина смещения точки W относительно точки М по оси Z является в значительной степени произвольной и зависит во многом от квалификации разработчика программы. Желательно, чтобы нулевая точка заготовки была совмещена с нулевой точкой детали на чертеже. В этом случае можно непосредственно использовать указанные на чертеже размерные цепи при составлении управляющей программы.
а) б)
в) г)