
Методы оценки точности.








Из большого разнообразия методов оценки точности рассмотрим чаще всего применяющиеся в производстве РЭА: наблюдение в цехах, статистический, расчетно-аналитический.
Метод наблюдения в цехах основан на сборе данных о точности изделий, получаемых при обработке и сборке с использованием определенного оборудования и приспособлений, с учетом обрабатываемых материалов, инструментов и т. п. Эти данные систематизируют и сводят в таблицы для различных методов обработки. Такие таблицы можно использовать для предварительной оценки точности разрабатываемого ТП.
Статистический метод оценки точности основан на положениях теории вероятности и математической статистики. Так как процесс производства РЭА характеризуется большим количеством факторов, влияющих на качество и требующих системного подхода к его анализу и синтезу, для исследования точности ТП используют различные статистические методы. Наиболее универсальным является метод кривых распределения, позволяющий оценить разброс погрешностей для данного ТП и определить процент возможного брака.
|
Рис. 11.2.3. |
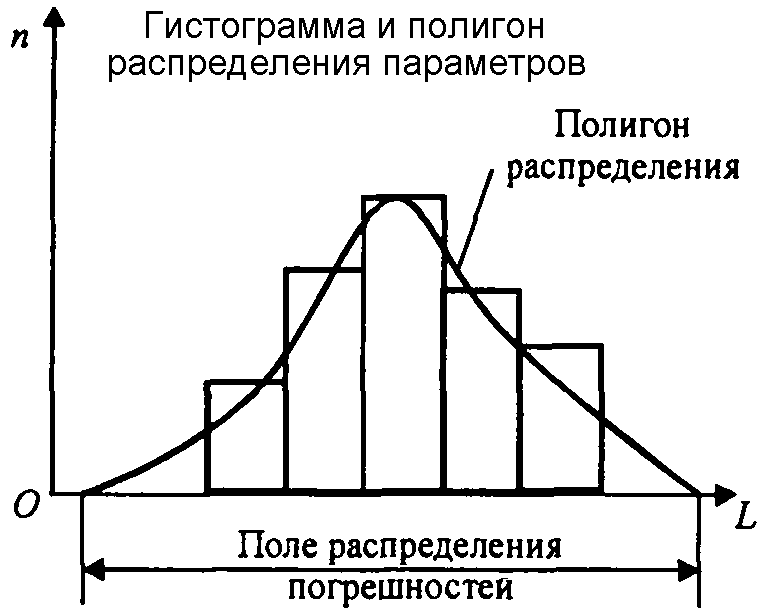
Для построения кривой распределения погрешностей следует замерить партию деталей (конкретный параметр, допустим, размер L) в количестве N = 100 шт. Замеренный параметр разбивается на равные интервалы и подсчитывается число n параметров в каждом интервале. Определяется частота m = n/N повторений отклонений параметров в партии и строится гистограмма и полигон распределения параметров (рис. 11.2.3). Вид кривой распределения зависит от характера погрешностей. Случайная погрешность подчиняется закону нормального распределения (закон Гаусса).
Кривые распределения случайных погрешностей характеризуются средним размером и средним квадратичным отклонением. Средний размер Lcp определяют по формуле:
Lср = (1/N  Li,
Li,
где Li - размеры отдельных деталей. Среднее квадратичное отклонение определяется выражением:
(1/N (Li – Lcp)2 = (1/N (Li)2 – (Lср)2.
Для определения вероятностных характеристик важную роль играет количество деталей, которые нужно измерить, чтобы получить значения характеристик с достаточной степенью точности и достоверности. Для практических целей обычно бывает достаточно измерения 50-100 деталей. В тех случаях, когда столько деталей получить невозможно и вероятностные характеристики определяются по меньшему N, точность и достоверность результатов необходимо оценивать на основании методов математической статистики.
Ошибку при определении среднеквадратического значения вычисляют по формуле
±  ,
,
а при определении среднеарифметического значения
±  ,
,
где у - ошибка в долях .
Из этих же выражений можно определить N, удовлетворяющее заданной точности.
|
Рис. 11.2.4. |
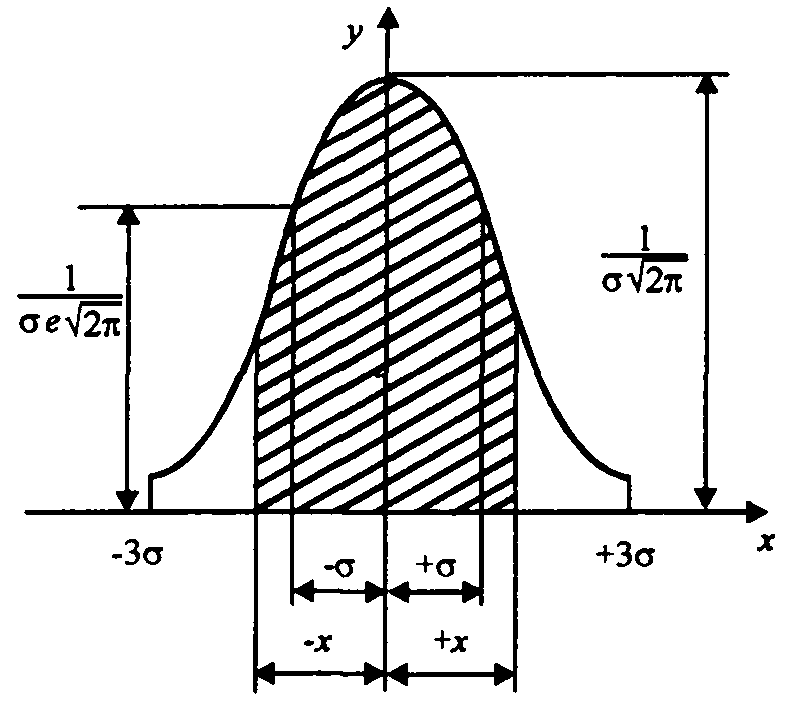
Уравнение распределения Гаусса (рис. 11.2.4) в координатах с началом в центре группирования имеет вид
y(x) = exp(-x2/22)/(  ),
),
где - среднеквадратическое отклонение аргумента.
В зависимости от значения форма распределения изменяется. Чем меньше , тем уже кривая и меньше поле рассеивания. Асимптотически приближаясь к оси абсцисс, кривая нормального распределения стремится к бесконечно малым значениям. За пределами интервала ± 3 она практически сливается с осью абсцисс.
Площадь кривой, соответствующая заданному интервалу отклонений х в единицах z=x/, определяется интегралом, который обычно называют интегралом вероятностей Лапласа:
Ф(z) = (2/  )
)  exp(-z2/2) dz.
exp(-z2/2) dz.
Интеграл табличный, его значения имеются во всех справочниках по теории вероятностей. При известном значении и задании допустимого значения х отклонения размеров детали от номинала величина интеграла Ф(x/) определяет вероятность получения размеров в пределах ±х отклонения от номинала, т.е. годных. При z=1 (x=) Ф(z) @ 0.683, при z=2 Ф(z) @ 0.954, при z=3 Ф(z) @ 0.996. Соответственно, величина
P(z) = [1-Ф(z)]·100 %
определяет возможный процент брака. Чтобы снизить процент брака следует либо увеличить поле допуска на отклонение от номинала, либо применить другой ТП, обеспечивающий меньшее значение .
Распределение систематических закономерно изменяющихся погрешностей происходит по различным законам. В простейшем случае постоянная систематическая погрешность, вызванная, например, первичной настройкой автомата, вызывает сдвиг кривой распределения случайных погрешностей на определенную величину. При производстве деталей на нескольких автоматах одновременно такая систематическая погрешность вызовет расширение кривой распределения с уплощением ее вершинной части. Оценку возможной доли брака в этих случаях можно выполнять непосредственно по кривым распределения графическими методами.
При долговременном выпуске каких-либо особо важных деталей, элементов или модулей статистический анализ может повторяться через определенные промежутки времени, что дает возможность построения временных диаграмм изменения точности, что дает возможность своевременной замены оборудования или перехода на новый ТП.
Производительность труда и норма штучного времени. Производительность труда Q = 1/Т, шт/ч - количество продукции, выпущенной в единицу времени Т (за 1 ч, за одну смену). Время трудоемкости выполнения операции называется нормой штучного времени Тшт. Технически обоснованная норма штучного времени определяется по формуле:
Тшт = to + tв + toрг + tтех + tпер,
где fo - основное время операции (деформирование, нанесение материала, сборка, монтаж); tв - вспомогательное время на установку, закрепление и раскрепление заготовки и деталей при обработке и сборке, на подвод и отвод инструмента и т. п.; toрг - время организационного обслуживания рабочего места, на снабжение рабочего места заготовками, комплектующими, инструментом и т. п.; tтех - время технического обслуживания рабочего места, на подготовку рабочего места к работе, включение аппаратуры, прогрев, выключение оборудования и его уборка и т. п.; tпер - время перерывов в работе (применительно к поточно-конвейерному производству).
Время toп = to + tв, затрачиваемое на выполнение операции, называется операционным временем. Время на обслуживание рабочего места tобс = toрг + tтех. Как правило, tобс = toп. Более точные значения составляющих Тшт приводятся в справочной литературе по нормированию работ в приборостроении.
Для серийного производства характерной является переналадка оборудования и смена оснастки на изготовление новой партии изделий. Время, затрачиваемое на эти цели, называется подготовительно-заключительным и обозначается Тпз. При этом штучное калькуляционное время определится как Тштк = Тшт + Тпз/N, где N – количество изделий в партии.
Для автоматического оборудования время одной операции определяется по формуле Тц = tрх + tхх, где Тц - время цикла автомата на одну операцию; tрх - время на выполнение рабочих ходов, аналог to; tхх - время на выполнение холостых ходов, аналог tв. Производительность автомата составит Q = 1/Тц.
Обычно производительность автоматов и другого оборудования выбирают из технических характеристик, указываемых в справочниках или паспортных данных. Например, установка ИМС на ПП на автомате такой-то марки выполняется со скоростью 2000 шт/ч. Значит, одна ИМС устанавливается за 1,8 с.
Для уменьшения to применяют параллельную обработку. Например, многошпиндельное сверление печатных плат, одновременное сверление не одной, а нескольких плат в пакете. При пайке погружением печатных плат сразу все соединения подвергаются пайке.
Для уменьшения tв, используют быстрозажимные устройства, многоместную обработку (в одном приспособлении несколько заготовок), механизированные приводы вместо ручных и др.
Чтобы уменьшить toрг следует использовать программируемые комплектовщики, обеспечивающие быстрое снабжение рабочих мест комплектующими изделиями, инструментом, заготовками. Для уменьшения tтех оборудование должно быть надежным, обеспечивающим устойчивое сохранение установленных технологических режимов работы. Время перерывов tпер устанавливается согласно санитарным нормам и его произвольно не уменьшают.
Для уменьшения Тпз используют станки с программным управлением, для которых достаточно поменять программы, чтобы начать производство следующей партии изделий. Особенно перспективными являются гибкие производственные комплексы, состоящие из гибких производственных модулей с управлением от централизованной АСУ ТП.
Когда существующий ТП уже не дает роста производительности труда, следует его изменять. В противном случае производство станет не конкурентоспособным, морально устаревшим. Например, контроль характеристик печатных узлов ручным способом (прозвонкой) занимает много времени, в то же время использование тестового контроля аппаратуры снижает время контрольных операций во много раз.
Однако, можно резко повысить производительность производства и снизить трудоемкость выполнения операций, однако это может вызвать увеличение стоимости готовой продукции. Поэтому основным критерием является себестоимость выполнения технологической операции.
Технологическая себестоимость (затраты на изготовление продукции) рассчитывается по выражению
С = А + В/N,
где А - текущие (переменные) затраты, руб; В - единовременные (постоянные) затраты, руб; N - программа выпуска изделий, шт.
A = См + Сз + Снр,
где См - затраты на материал; Сз - затраты на зарплату основных рабочих; Снр - накладные расходы на электроэнергию, воду, ремонт и т. п., ориентировочно берутся от зарплаты основных рабочих и составляют 70-300 %.
Cм = mq – mоqо,
где m - норма расхода материала на изделие (кг, м, дм2); q - стоимость единицы материала; mo - утилизованный остаток материала, руб; qo - стоимость единицы утилизованного остатка материала.
Сз »  0.02 (Tшт)i li,
0.02 (Tшт)i li,
где (Tшт)i - норма штучного времени на i-операцию; li - тарифная ставка рабочего в единицу времени.
В = Сн + Со,
где Сн - зарплата наладчиков оборудования, руб; Со - стоимость запускаемого оборудования (оснастки) для производства новой серии (партии) изделий, руб.
Сн » 0.025 Tн lн,
где Тн - время наладки оборудования, lн - тарифная ставка наладчика в единицу времени.
Разработка ТП - задача многовариантная. Например, операция пайки может выполняться паяльником, окунанием в расплавленный припой, пайкой волной. Основным критерием выбора варианта являются затраты, т. е. себестоимость данного ТП.
Так, например, можно заложить в ТП более дешевую, но менее производительную оснастку, или дорогую высокопроизводительную. При малой программе дорогая оснастка разложится на себестоимость изделия и резко ее повысит, поэтому ее более выгодно использовать при большей программе выпуска. Однако во втором случае возможно придется больше платить рабочему, так как оснастка сложнее и требуется рабочий с более высоким разрядом, но производительность, т. е. трудоемкость, будет меньше, чем в первом случае.
Чтобы снизить технологическую себестоимость, необходимо уменьшать входящие в нее составляющие: уменьшать отходы за счет правильного раскроя материала, применять роботы-манипуляторы вместо рабочих, применять энергосберегающие ТП и пр.
Литература
1. Ивченко В.Г. Конструирование и технология ЭВМ. Конспект лекций. - /Таганрог: ТГРУ, Кафедра конструирования электронных средств. – 2001. - http://www2.fep.tsure.ru/russian/kes/books/kitevm/lekpart1.doc
2. Конструкторско-технологическое проектирование электронной аппаратуры: Учебник для вузов. – М.: Изд. МГТУ им. Н.Э. Баумана, 2002. – 528 с. URL: http://slil.ru/22574041/529407141/Konstruktorsko-tehnologicheskoe_proektirovanie_elektronnoj_apparatury.rar
3. Технология приборостроения: Учебник / Под общей редакцией проф. И.П.Бушминского. – М.: МГТУ им. Н.Э.Баумана. URL: http://www.engineer.bmstu.ru/res/RL6/book1/book/metod/tpres.htm
4. Тупик В.А. Технология и организация производства радиоэлектронной аппаратуры. – СПб: Издательство: СПбГЭТУ "ЛЭТИ" – 2004. URL: http://dl10cg.rapidshare.de/files/31510061/4078542704/tehnologiya.i.organizaciya.proizvodstva.radioelektronnoj.apparatury.pdf.rar