
Разработка маршрутного ТП сборки.








Исходными данными для разработки маршрутного ТП являются: схема сборки с базовой деталью, типовой ТП, объем выпуска N, шт/год, коэффициент закрепления операций Кзо - отношение количества операций к количеству рабочих мест: Кзо=1 - массовое производство, Кзо=2-10 - крупносерийное, Кзо=11-20 - среднесерийное, Кзо=21-40 - мелкосерийное. Для заданных N и Кзо определяется среднее штучное время операции: Tшт = Tв / Кзо, где Тв = 60Ф/N, Ф – годовой фонд времени. Расчетное значение Tшт обеспечивается дифференциацией или концентрацией операций, подбором оборудования определенной производительности. Маршрутный ТП корректируется после разработки операционного ТП, нормирования операций и технико-экономического обоснования структуры операции. По приведенному ниже образцу составляется маршрутная карта техпроцесса сборки и монтажа, где Тпз — подготовительно-заключительное время.
| №п/п | Наименование операции | Оборудование, оснастка | Тшт.расч | Разряд рабочего | Тпз |
Рассмотрим разработку маршрутного ТП сборки и монтажа модуля первого уровня при объеме выпуска N = 15 000 шт/год и Тв = 6 мин. Если в смену на сборку выделить 6 ч чистого рабочего времени, то объем партии составит 60 шт/смену.
|
Рис. 11.2.2. |
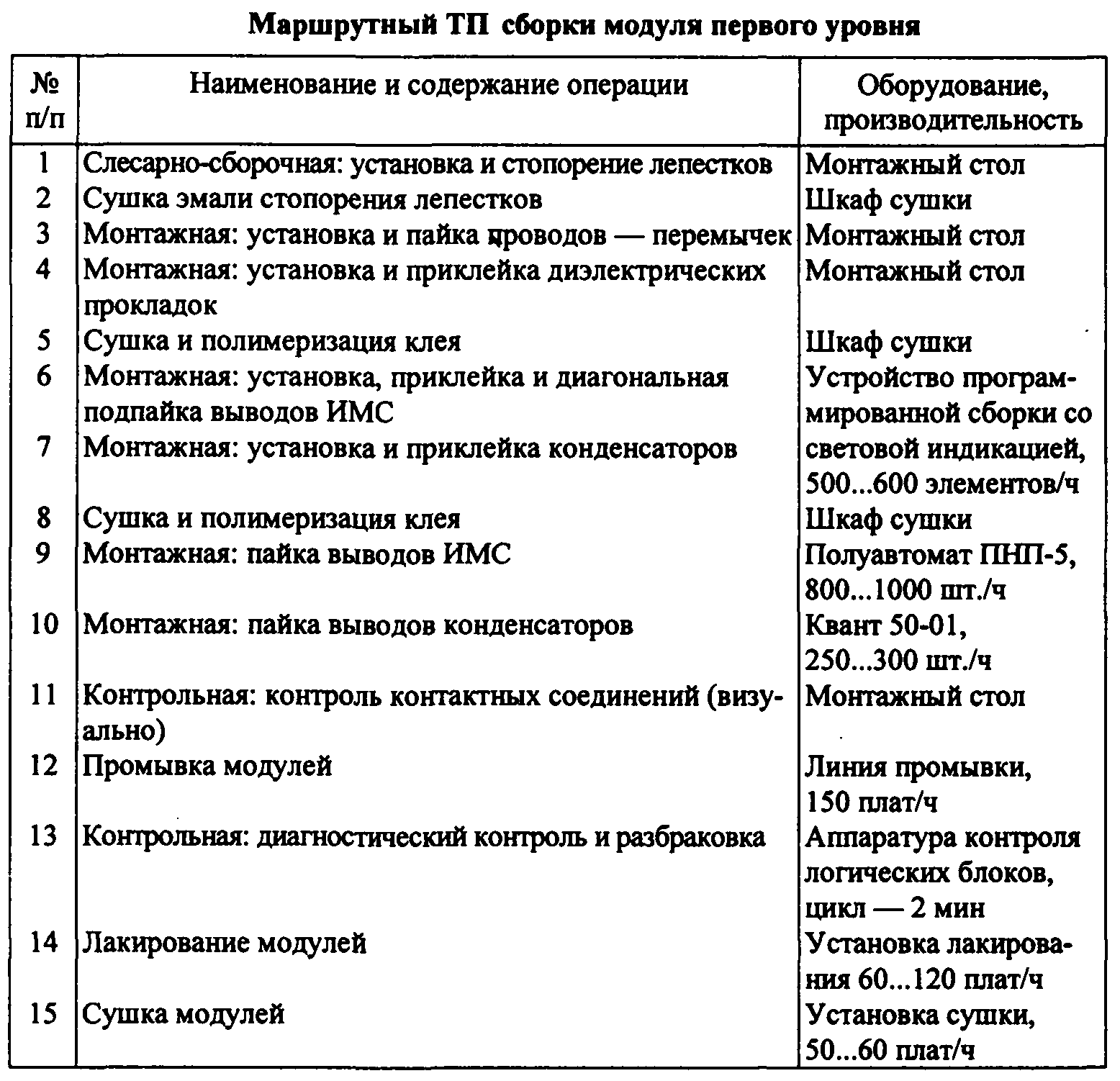
Примем, что на каждой плате устанавливаются 2 лепестка заземления, 2 провода-перемычки, 80 ИМС, 80 конденсаторов типа К53 и 160 диэлектрических прокладок под каждый корпус навесного элемента. Составим в табличной форме маршрутный ТП с указанием содержания и последовательности операций, а также предварительно выбранного оборудования (рис. 11.2.2). Примем, что ПП, ИМС и конденсаторы прошли типовые ТП подготовки к сборке и монтажу.
Проанализируем выбор оборудования в маршрутном ТП. Тшт операции установки лепестков и монтажа перемычек не превышает 0,5 мин. Это позволяет выполнять на одном рабочем месте монтажника вручную слесарно-сборочную и монтажные операции, так как предельное в этом случае значение Кзо =Tв/Tmт = 12. Эмаль стопорения лепестков сохнет 5-6 ч, что требует одновременного размещения в шкафу не менее 60 плат (сменный выпуск) и работы с суточным заделом.
Так как на плате устанавливаются ИМС и конденсаторы различных типономиналов и типоразмеров корпусов, целесообразно применение специального монтажного устройства, с помощью которого на плату устанавливаются ИМС. Учитывая его производительность (см. рис.) и затраты времени на нанесение клея и подпайку выводов, необходимы два устройства.
Полуавтомат непрерывной пайки планарных выводов ИМС имеет высокую производительность и позволяет переналаживать паяльную головку в зависимости от типоразмеров корпусов. Неизбежны трудности механизированной пайки цилиндрических выводов конденсаторов с планарной формовкой. Эту операцию можно выполнить на лазерной установке пайки. Линии промывки, лакирования и сушки модулей по производительности значительно превышают расчетный такт выпуска. Их применение гарантирует соблюдение режимов и условий обработки при обработке различных типов изделий. При заданном объеме выпуска N, шт/год, известной производительности оборудования n шт/ч и годовом фонде времени его работы Фоб, ч, можно определить расчетное количество оборудования для каждой операции:
Красч = N/nФоб.