
Основные операции ТП сборки








| Основные этапы сборки | Объекты сборки | Основные типовые операции |
| Комплектация | Печатные платы, комплектующие, детали | Распаковка из тары поставщика. Входной контроль параметров. Размещение в технологической тape |
| Подготовка к монтажу
| Печатные платы | Промывка платы. Контроль печатного монтажа. Контроль паяемости платы. Маркировка платы |
| Навесные элементы (ЭРЭ, ИМС) | Лакирование обозначений номиналов. Рихтовка и обрезка выводов. Флюсование и лужение выводов. Формовка выводов. Промывка и сушка ЭРЭ и ИМС. Комплектация. Кассетирование | |
| Установка на печатную плату | Детали | Установка и закрепление соединителей (разъемов), контактов (штырей, лепестков), навесных шин, прокладок. Стопорение механических соединений |
| Навесные элементы | Установка и фиксация резисторов, диодов, конденсаторов, транзисторов. Установка и фиксация микросхем. Контроль установки элементов | |
| Выполнение контактных соединений | Плата с деталями, ЭРЭ, ИМС | Флюсование и пайка соединений. Промывка и сушка модуля. Контроль контактных соединений |
| Контроль модуля и защита от внешних воздействий | Модуль | Контроль и регулировка функциональных параметров. Монтажные операции (дополнительные). Контроль параметров, защита модуля (лакирование), испытания и контроль. Сдача на соответствие ТУ |
Этап комплектации навесных элементов и деталей, входящих в состав модулей первого уровня, трудоемок и выполняется в основном вручную. Это связано с многообразием тары, в которой поставляются ЭРЭ и ИМС. Микросхемы в индивидуальной таре-спутнике распаковываются на автоматах с ориентацией по ключу и укладкой в технологические кассеты.
Этап подготовки к монтажу включает техпроцесс подготовки печатных плат, ЭРЭ, ИМС и конструкционных деталей. Операции подготовки ЭРЭ и ИМС в мелкосерийном производстве выполняются вручную на рабочем месте монтажника простейшими приспособлениями, с размещением элементов в технологической таре по номиналам. В крупносерийном производстве применяются автоматы рихтовки и обрезки выводов, флюсования и лужения, промывки и сушки подготовленных навесных элементов. Автоматизированная подготовка требует специальных кассет для загрузки и выгрузки элементов. Для ЭРЭ с осевыми выводами, которые кассетируют путем вклеивания в ленту, формовка производится на автомате непосредственно перед установкой на плату.
Установку на плату начинают со штырей, лепестков, навесных шин и прокладок после подготовки (рихтовка, обезжиривание) их базовых поверхностей. Установка ЭРЭ и ИМС в зависимости от типа производства осуществляется вручную, по шаблону, автоматически.
При установке вручную монтажник по схеме или маркировке на плате определяет место положения элемента, извлекает его из тары, устанавливает и, если необходимо, распаивает выводы. Первые два перехода составляют большую часть штучного времени. Для сокращения времени установки всех навесных элементов монтажное поле платы делится на зоны, в каждой из которых работает один монтажник. В этом случае может быть организована конвейерная установка элементов.
Установка по шаблону характеризуется более высоким уровнем механизации. Точное позиционирование монтажного стола осуществляется вручную с помощью щупа и координатных отверстий на шаблоне, а установка элементов - автоматически укладочной головкой. Элементы подаются из кассет в последовательности установки на плату. Этот способ более производительный, но менее универсальный, так как требует сменных или переналаживаемых инструментов при изменении типоразмеров корпусов элементов.
Для автоматизированной установки применяется специализированное оборудование с ЧПУ или технологические комплексы с подачей элементов из технологических кассет.
Получение контактных соединений в модулях первого уровня осуществляется преимущественно пайкой, расплавленным или расплавляемым припоем под действием постоянного или импульсного нагрева зоны соединения. При одностороннем монтаже навесных элементов на плате и фиксации их положения (подгибка, приклеивание и т.п.) применяется механизированная пайка волной припоя. Групповая пайка планарных выводов ИМС проводится припоем с нагревом паяльником или расплавляемым припоем с импульсным нагревом электродами, роликами, лучом лазера, струей газа. Импульсный нагрев локализует тепловое воздействие в зоне выводов, но требует подачи припоя в зону пайки и качественного лужения. Операции промывки и сушки модулей необходимы для удаления флюса, продуктов пайки и прочих загрязнений. Они выполняются на механизированных конвейерных линиях. Качество контактных соединений оценивается визуально.
Этап контроля модулей наиболее ответственный и трудоемкий. Он выполняется в отладочном, диагностическом и контрольном режимах с помощью специальной аппаратуры, стендов и автоматических систем контроля. Замена неисправных ИМС требует дополнительных монтажных операций и повторного контроля параметров. Годные модули проходят операции лакирования и сушки и, если необходимо, испытания с контролем параметров.
|
Рис. 11.2.1. |
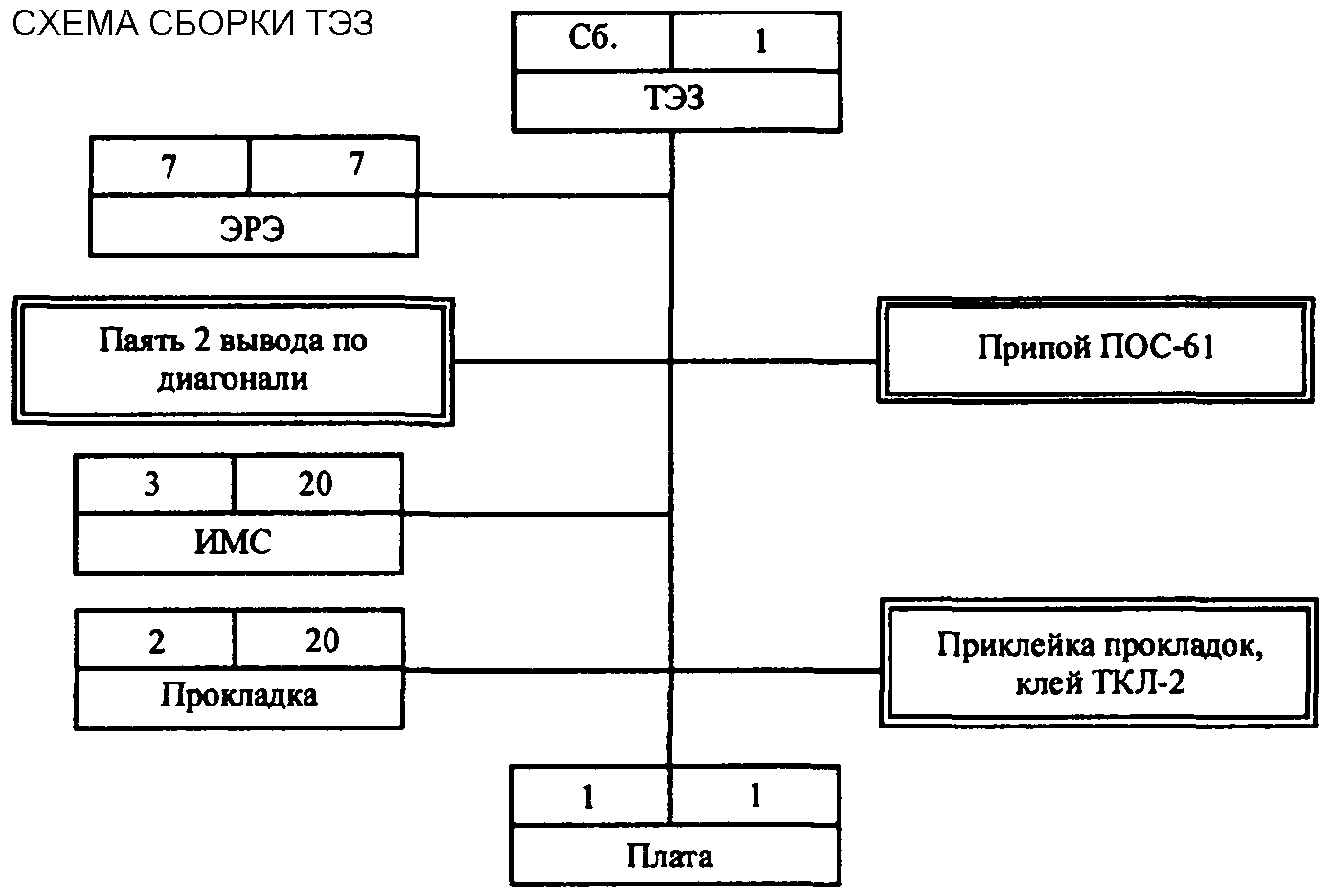
Разработка схемы сборки.
Технологическая схема сборки ТЭЗ, приведенная на рис. 11.2.1, определяет последовательность установки деталей и сборочных единиц на базовую деталь (или сборочную единицу). На схеме должны быть указаны операции получения механических соединений (свинчивание, расклепка, развальцовка, склеивание, сварка); операции электрического монтажа (пайка, сварка, накрутка, раскладка проводов); операции контроля и герметизации (промывка, сушка, лакирование, нанесение компаунда).
При разработке схемы сборки необходимо выбрать базовую деталь. Для модулей первого уровня это - ПП. Для модулей второго уровня базовой деталью может быть конструкционная рамка или каркас блока, представляющий сборочную единицу. Детали и сборочные единицы изображаются в виде прямоугольников (см. рис. 11.2.1), в которых указывается номер по спецификации, наименование и количество. От базовой детали к готовой сборочной единице проводится главная линия сборки, а от устанавливаемых деталей или сборочных единиц — линии до пересечения с ней. Расположение точек пересечения на главной линии говорит о выбранной последовательности сборки. Операции сборки и монтажа указываются текстом в прямоугольных рамках в том месте, где они осуществляются. Для упорядочения схемы сборки по одну сторону от главной линии изображаются устанавливаемые детали и сборочные единицы, по другую — крепежные детали и монтажные операции. Если текст занимает много места, то операции могут быть пронумерованы, а расшифровка их сделана вне схемы сборки.