
Типовые и групповые процессы сборки и монтажа.








Необходимость освоения в короткие сроки новых изделий в совокупности с высокими требованиями к качеству и технико-экономическим показателям работы предприятий требуют постоянного совершенствования технологической подготовки монтажно-сборочного производства. Основным направлением такого совершенствования является унификация ТП в совокупности с унификацией собираемых элементов конструкции. Различают два вида унификации ТП: типизацию и групповые методы сборки и монтажа.
Типовым ТП называется схематичный процесс сборки и монтажа изделий одной классификационной группы, включающий основные элементы конкретного процесса: способ установки базовой детали и ориентации остальных, последовательность операций, типы технологического оснащения, режимы работы, приближенную трудоемкость для заданного выпуска изделий. По типовому процессу легко составляется конкретный процесс сборки изделия и при соответствующей его подготовке эти функции передаются ЭВМ.
Предпосылкой типизации является классификация деталей, сборочных единиц и блоков по признакам конструктивной (размеры, общее число точек соединения, схема базирования и др.) и технологической (маршрут сборки, содержание переходов, оснащение) общности. При типизации приняты четыре классификационные ступени: класс, вид, подвид, тип.
Классом называется классификационная группа сборочных единиц, имеющих общий вид сборочного соединения, например: свинчивание, пайка, сварка, склеивание и др.
Вид - это совокупность сборочных единиц, характеризующаяся степенью механизации сборочного процесса: сборка ручная, с применением механизированного инструмента, автоматизированная. Виды разделяют на подвиды, отличающиеся друг от друга конструктивными элементами, например клеевое соединение в нахлестку, с накладками, стыковое, угловое и др. Типы объединяют сборочные единицы, которые имеют одинаковые условия сборки, расположение и число точек крепления.
|
Рис. 11.1.2. |
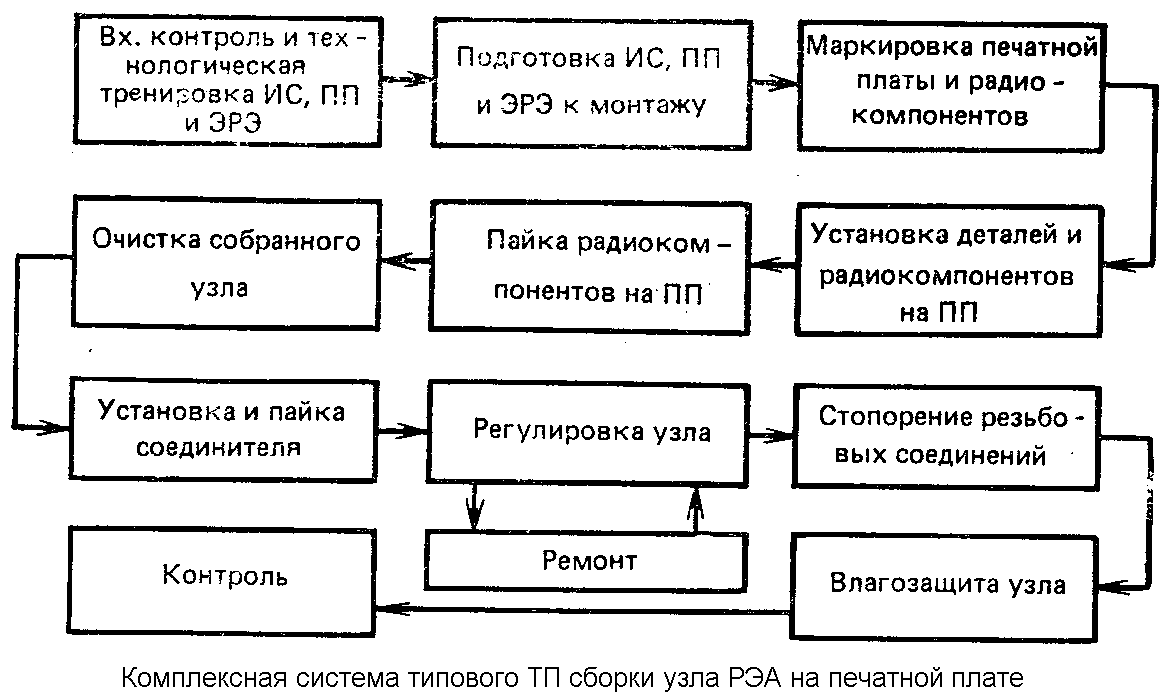
По комплексности методы типизации ТП разбивают на три группы: простые (одной операции), условно простые (одного ТП) и комплексные. К первой группе относят методы непосредственной типизации без предварительной унификации собираемых элементов, основанные на общности технологического оснащения. Вторая группа объединяет методы типизации, связанные со способами соединения ЭРЭ и деталей, с использованием общих технологических решений для различных классов собираемых элементов, построения различных технологических маршрутов из набора нормализованных операций. К третьей группе относят методы, использующие нормализацию элементов производственного процесса с дополнительной нормализацией ЭРЭ и деталей (рис. 11.1.2).
Разработка ТП сборки и монтажа нового изделия при типизации состоит в поиске того классификационного типа, к которому это изделие можно отнести, и выборе необходимого числа типовых операций из имеющегося состава. При этом может возникнуть необходимость в разработке оригинальных операций, отсутствующих в типовом ТП, которые пополнят банк имеющихся технологических решений.
Групповые методы сборки и монтажа также разрабатываются для определенной совокупности сборочных единиц, имеющих одинаковые условия сборки и характеризующихся общностью применяемых средств механизации и автоматизации. При классификации сборочных единиц в группы учитываются габаритные размеры базовой детали и остальных элементов, подлежащих сборке и монтажу, виды соединений, требуемая точность, технология осуществления этих соединений, характеристика оборудования, оснастки и контрольной аппаратуры. Классификация завершается разбивкой сборочных единиц на следующие группы:
§ с начинающимся и заканчивающимся циклом сборки на одном оборудовании;
§ с незаконченным циклом сборки, когда часть деталей и ЭРЭ собирается на одной групповой операции, а на остальных операциях детали и ЭРЭ входят в другие группы или их сборка выполняется по единичному процессу;
§ с одним общим групповым технологическим маршрутом, состоящим из набора групповых технологических операций, на каждом из которых используются групповые приспособления и наладки, позволяющие после небольшой перестройки производить сборку и монтаж очередной партии изделий.
Разработка группового ТП сводится к проектированию групповой технологической оснастки, созданию наладок для каждого изделия, входящего в классификационную группу, и установлению оптимальной последовательности запуска партий на сборку. Групповые методы сборки и монтажа наиболее эффективны в условиях единичного и мелкосерийного производства. Они позволяют сократить число разрабатываемых процессов, сконцентрировать технологически однородные работы и применить групповые поточные многопредметные линии сборки.
техпроцессы СБОРКи И МОНТАЖа РЭА [2]
Анализ технологичности электронного узла.
Понятие «технологичность» включает в себя большое количество параметров изделия, техпроцессов и непосредственно производства. Анализ технологичности позволяет оценить возможность использования для изготовления деталей, сборки и монтажа изделия известных методов выполнения операций и процессов, выполняемых на достаточно высоком уровне механизации и автоматизации.
Количественная оценка технологичности электронных узлов проводится по системе базовых показателей (см. ниже). По базовым показателям рассчитывается комплексный показатель технологичности по выражению:
Ктех =  Кi i / i , i = i / 2i-1,
Кi i / i , i = i / 2i-1,
где i - коэффициент весовой значимости показателя.
Базовые показатели технологичности электронных узлов
| Показатель | Формула расчета | i | Примечание |
| Коэффициент использования ИМС и микросборок | K1 = Нимс /Н | 1.0 | Нимс- количество микросхем, Н- общее количество радиоэлементов |
| Коэффициент автоматизации и механизации монтажа | К2 = Нам / Нм | 1.0 | Нм- количество контактных соединений, Нам- то же, выполняемых автоматом |
| Коэффициент механизации подготовки к монтажу | К3 = Нап / Н | 0.8 | Нап- количество элементов, подготавливаемых к монтажу автоматом |
| Коэффициент механизации контроля и настройки | К4 = Нмк / Нк | 0.5 | Количество операций контроля: Нк- общее, Нмк- механизированным способом |
| Коэффициент повторяемости радиоэлементов | К5 = 1 - Нт / Н | 0.3 | Нт- количество типоразмеров элементов |
| Коэффициент применяемости радиоэлементов | К6 = 1 - Нор / Н | 0.2 | Нop- количество оригинальных типоразмеров элементов |
| Коэффициент прогрессивности формообразования деталей | К7 = Дпр / Д | 0.1 | Число деталей: Д- общее, Дпp- изготавливаемое прогрессивными методами |
Часть данных для расчета берется из технической документации на изделие. Количество контактных соединений на плате определяется подсчетом выводов навесных элементов, петель объемного проводного монтажа, проводов-перемычек. Так как на плате все контактные соединения получают пайкой, то оценивается возможность механизации пайки, с учетом конструкции соединения (планарный вывод, штыревой вывод, и т. д.), известных способов пайки, наличия оборудования и серийности производства. Возможность механизации подготовки выводов навесных элементов к монтажу определяется наличием стандартных форм выводов, типом и типоразмерами их корпусов. Для их формовки применяют приспособления с ручным приводом, штампы и механизированные устройства.
Коэффициент механизации контроля и настройки относительно невелик, так как для сборки электронных узлов необходим ряд трудоемких и маломеханизированных операций контроля: проверка плат перед монтажом, качество отмывки и лакировки плат, приклейки прокладок под корпуса навесных элементов, пайки их выводов. Функциональные параметры платы контролируются на специальных стендах. Расчетное значение Ктех сравнивается с нормативным, который для серийного производства электронных узлов изменяется в пределах 0,5-0,8, для установочной серии 0,45-0,75 и для опытного образца 0,4-0,7.Предприятия, выпускающие РЭА на ИС частного применения, оснащены оборудованием, используемым в электронной промышленности: установки для диффузии, ионного легирования, термического окисления, оборудование для термического испарения материалов в вакууме, а также сборки и герметизации ИС.
Выбор техпроцесса сборки электронного узла.
Для ТП сборки и монтажа конструктивных элементов первого уровня (модулей, ТЭЗ, узлов) типовые операции приведены в таблице ниже.