
1 Входной контроль компонентов стеклопластика.








ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРПУСА РЫБОЛОВНОГО КАТЕРА
Зенин М.Н. – студент группы МиТМ – 41, науч. рук. Морозов С. В. – к.т.н., доцент
Алтайский государственный технический университет им. И.И. Ползунова (г. Барнаул)
В данной статье описаны основные требования к изготовлению рыболовного катера.
Выбран материал для его изготовления. Разработан технологический процесс изготовления корпуса рыболовного катера из стеклопластика.
Рыболовный катер представляет собой маломерное судно, оборудованное стационарным двигателем (машиной).
В настоящее время для изготовления катеров применяют много различных
материалов, таких как алюминий, сталь, дерево и стеклопластик. Каждый из этих материалов имеет свои преимущества и недостатки. Но для изготовления катера материал должен обладать определенными свойствами: высокой прочностью, газо- и водонепроницаемостью, стойкостью к воздействию внешних факторов, небольшой массой, долговечностью, стойкостью к истиранию, низкой стоимостью, покрытие должно обладать стойкостью к нефтепродуктам, стойкость к низким температурам.
Рассмотрев преимущества и недостатки всех материалов (табл.1) и сопоставив все
параметры, можно с уверенностью сделать выбор в пользу катера из стеклопластика, так как именно стеклопластик, в нашем случае, является самым выгодным и практичным
материалом.
Таблица 1 – Сравнение характеристик материалов
| Харктерстика | Сталь | Алюминий | Дерево | Углепластик | Стеклопластик |
| Длина | До 460 м | До 30-35 м | До 25-30 м | До 8-10 м | До 14-18 м |
| Ширина | До 70 м | До 10 м | До 10 м | До 3 м | До 5 м |
| Пассажировместимость | До 2000 человек | До 100 человек | До 50 человек | До 5 человек | До 15 человек |
| Маневренность | Ограниченная | От высокой до затруднительной, в зависимости от размеров | От высокой до затруднительной, в зависимости от размеров | Высокая | Высокая |
| Максимальная скорость, км/ч | 20-45 | 30-70 | 20-45 | 180-260 | 60-230 |
| Периодичность обслуживания корпуса | 1-2 раза в год, в зависимости от среды эксплуатации | От 1 раза в год, до 1 раза в 2-3 года, в зависиммости от среды эксплуатации | 2-3 раза в год, в зависимости от среды эксплуатации | Раз в 2-4 года, в зависимости от среды эксплуатации | Раз в 2-4 года, в зависимости от среды эксплуатации |
| Удельная мощность кВт/кг | До 0,1 | До 0,5 | До 0,05 | До 3 | До 1 |
Сегодня большое количество катеров делается из качественного и прочного материала – стеклопластика. Существуют такие лодки уже очень давно. Раньше это чаще всего были весельные лодки, которые крайне редко использовались под мотор. Сейчас же, изготавливают компактные лодочные моторы, которые можно подобрать практически под любую лодку.
Развитие в производстве стеклопластиковых катеров произошло, из-за появления новых связующих на основе эпоксидных и полимерных смол. А в качестве основы, без изменений осталось стеклопластиковое волокно.
По структуре, корпус катера из стеклопластика (рис. 1) похож на структуру железобетонных конструкций. Только функции металлической арматуры выполняет
стекловолокно, а функции бетона – связующие смолы.

Рисунок 1 – Пример катера из стеклопластика
Составляющие корпуса катера сами по себе представляют совершенно разные
материалы. Стекловолокно – эластичный материал, способный принимать любую
геометрическую форму со сложными изгибами. Связующая смола до полимеризации в состоянии заполнять структуру стекловолокна, связывать волокна материала между собой. После застывания смола дает большую прочность, но при этом остается хрупкой. И именно стекловолокно убирает эту хрупкость.
Изготовление катера из стеклопластика это многоуровневый сложный процесс, особенно если это модель средней или высшей категории, где используется кожа, устанавливают мягкие сиденья, стекла. Также многие катера индивидуальны и делаются на заказ.
Самые главные свойства, которые выделяют материал из ряда аналогов, следующие:
· высокая прочность;
· эластичность, но одновременно устойчивость к деформации;
· устойчивость коррозии;
· сохранение яркости и насыщенности цвета на протяжении всего срока службы.
Проектируемый рыболовный катер должен надежно работать при минимальном весе и минимальной стоимости. Но при этом материал и конструкция катера согласно
ГОСТ 19105-79 суда прогулочные гребные и моторные, должна соответствовать определенным требованиям для успешной эксплуатации данного судна:
1 предел прочности, σ не менее 300 МПа;
2 модуль упругости, Е не менее 58 ГПа;
3 масса готового катера, m не более 400 кг;
4 катер должен обладать износостойкостью, коррозионной стойкостью к соленой воде и стойкостью к ультрафиолетовому излучению;
5 максимальный срок службы, не менее 10 лет;
6 удобство в обращении на суше.
Также, катер должен быть стабилен при движении по волнам, поглощая удары волн и шум от движения по волнам своим корпусом, не передавая эти толчки пассажирам.
В то же время корпуса из стеклопластика при неправильном конструировании или
недостаточно тщательном изготовлении обладают существенными недостатками,
вытекающими из свойств этого слоистого материала. В общем виде эти недостатки
следующие:
1 Стеклопластик чувствителен к износу при трении. Пластик истирается в
таких местах, где с ним соприкасаются подвижные детали. Все эти места нуждаются в
защите протекторами – деталями из других износостойких материалов либо в
дополнительном утолщении самого стеклопластика.
2 Недостаточная прочность и светостойкость наружного декоративного пигментного
слоя. Этот слой лишен армирующего влияния стеклоткани и потому легко выкрашивается
при механических повреждениях или деформациях обшивки корпуса. Для ограничения
распространения отколов и раковин в декоративном слое их необходимо шпаклевать, а
первоначальный цвет восстанавливать окраской.
3 Большинство соединений набора в пластмассовых корпусах выполняется
приформовкой полосами стеклоткани на смоле. Если приформовка ведется по затвердевшему пластику, то требуется тщательная зачистка его поверхности перед приформовкой и хорошее уплотнение. В противном случае прочность приформовок оказывается недостаточной, особенно при их работе на отрыв. По этой же причине часто оказываются негерметичными соединения секций палубы и собственно корпуса.
4 Наконец, вследствие небрежности при изготовлении между слоями стеклоткани в
обшивке возможны непроклеи и воздушные пузыри, которые в дальнейшем становятся
причиной фильтрации воды.
Таким образом, стеклопластиковый корпус нуждается в тщательном учете
особенностей свойств материала, постоянном наблюдении и профилактическом ремонте приэксплуатации.
Был произведен анализ существующих методов изготовления корпуса рыболовного катера: напыление стеклопластика, ручная выкладка. На основании изученных данных был сделан вывод, что напыление является подходящим методом изготовления корпуса катера. Этот метод позволяет изготавливать детали любой конфигурации и сложности, сокращает трудоемкость процесса.
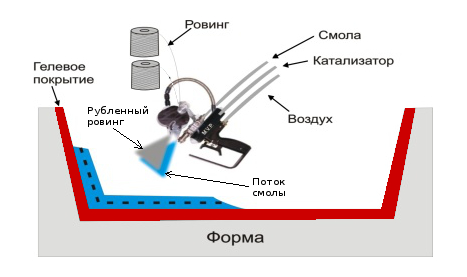
Рисунок 2 - Схема процесса напыления стеклопластика
Метод напыления заключается в одновременном введении измельченного стекловолокна и смолы в открытую форму или на нее. Ровинг стекловолокна проходит через рубильное устройство и вдувается в поток смолы, который направляется в форму распылительной системой с наружным или внутренним смешиванием компонентов. Во втором случае смешение смолы и катализатора осуществляется в специальной смесительной камере, которая расположена позади единственной распылительной головки.
Для корпуса катера немаловажным фактором является внешний вид изделия, который во многом определяется качеством подготовки оснастки и качеством нанесенного слоя защитно-декоративного покрытия. Поверхность формы должна быть без сколов, трещин, должна в точности повторять поверхность будущего изделия. После контроля поверхности оснастки на нее наносят разделительный слой, который впоследствии облегчит съем изделия с заготовки, и слой гелькоута, который и определит впоследствии внешний вид изделия.
Слой стеклопластика наносится после полного высыхания гелькоута для лучшего адгезионного взаимодействия между слоями. После нанесения слой стеклопластика прикатывается жесткими металлическими валиками для уплотнения пакета и удаления воздушных включений. Схема процесса напыления представлена на рисунке 2.
Отверждение при напылении с использованием эпоксидной смолы происходит при комнатной температуре или же возможен нагрев до 70 °С [29].
Процесс напыления стеклопластика имеет ряд преимуществ по сравнению с методом ручной выкладки:
· увеличение производительности труда;
· снижение стоимости продукции, связанное с применением ровинга (ровинг дешевле стеклоткани);
· небольшая производственная площадка;
· значительное уменьшение отходов связанное с автоматической дозировкой компонентов;
· уменьшение издержек производства связанное с раскройкой материала.
Рассмотрим технологический процесс изготовления корпуса катера:
1 Входной контроль компонентов стеклопластика.
Проверка на соответствие паспортным данным и наличие сопроводительной документации. Входной контроль армирующего материала и компонентов связующего.
2 Подготовка оснастки.
Установка бобин с ровингом в установку для напыления. В процессе напыления ровинг рубится на небольшие фрагменты – штапельки, длина которых расчитывается. Загрузка смолы и катализатора.
3 Подготовка матрицы.
Поверхность матрицы очищается от загрязнений и обезжиривается. Далее наносится
антиадгезионное покрытие (разделительный слой).
4 Нанесение гелькоута.
Компоненты гелькоута подготавливаются и смешиваются между собой согласно
инструкции. На поверхности оснастки гелькоут наносится тонким равномерным слоем.
Наносят его вручную, с помощью кисти или при помощи распыления, используют
специальный пистолет и компрессор.
4 Формование корпуса лодки.
Подготовить армирующий наполнитель. Смешать компоненты связующего
между собой согласно инструкции. Первым слоем укладывается гелькоут. Затем нанесение слоя стеклопластика производится с помощью установки для напыления. Используя прикаточный ролик, удаляются воздушные пузыри. По такой же схеме последовательно укладываются последующие слои.
5 Формирование силового каркаса катера.
Для формирования силового набора в корпусе катера прокладываются 3 продольных
бруска. Каждый брусок обкатывается двумя слоями стеклоткани, предварительно
пропитанной связующим. На них, через каждые 30 см устанавливаются шпангоуты,
предварительно обкатанные двумя слоями пропитанной стеклоткани.
6 Установка пола.
Поверх смонтированных шпангоутов кладется влагостойкая фанера и фиксируется на
них при помощи саморезов. Поверхность пола и внутренних стенок корпуса катера
покрывается двумя слоями стеклоткани пропитанной связующим. Таким образом, образуется герметичное двойное дно, обеспечивающее безопасность судна. После укладки всех слоев наполнителя производится технологическая выдержка для полимеризации связующего.
7 Окончательная сборка.
Заготовка корпуса катера извлекается из формы и производится обрезка припусков. На
корпус катера устанавливается крышка, монтируется привальный брус. Катер из
стеклопластика готов.
В качестве технологии изготовления корпуса катера предложен метод напыления стеклопластика, он повышает производительность и снижает себестоимость изделия. Данный метод позволяет снизить трудоемкость выполняемых операций, исключить такие стадии технологического процесса как раскрой армирующего материала. Также при данном методе изготовления детали экономятся производственные площади, так как оборудование компактно и мобильно.
Список использованной литературы:
1. Композиционные материалы: справочник [Текст] / В. В. Васильев, Д. В. Протасов,
В.В. Болотин. Под ред. В. В. Васильева, Ю. М. Тарнопольского. – М.: Машиностроение,
1990. – 512 с.
2. Стеклопластики – технологии, разработки, проекты [Электронный ресурс] // –
Электрон.данные. Режим доступа: http://www.steklo-tech.ru/About/nedostatki.htm. – Загл. с
экрана.
3. http://blesna.net/lodki-i-motory/382-lodki-iz-stekloplastika-osobennosti-proizvodstva.html
4. Моторная лодка [Электронный ресурс]: Википедия – свободная энциклопедия. –
Электрон.данные. Режим доступа:https://ru.wikipedia.org/wiki/Моторная_лодка–Загл. с
экрана.
5. Проектирование судов [Текст] / Бронников А. В. – Учебник. - Л.: Судостроение, 1991.
-320 с.
6. Аврух, М. Г. Проектирование судов [Текст]: монография / М. Г. Аврух. – Л.: Судостроение, 1959. – 239 с.
7. Панова, Л. Г. Наполнители для полимерных композиционных материалов [Текст]: учеб. пособие / Л.Г.Панова. – Саратов: Сарат. гос. техн. ун-т, 2010. – 68 с.
8. Чернин, И.З. Эпоксидные полимеры и композиции [Текст] / И.З. Чернин, Ф.М. Смехов, Ю.В. Жердев. – М.: Химия, 1982. – 232 с.