
Вопросы по модулю 2.








1. Дайте определение промышленного робота. Расскажите об истории робототехники.
Робот можно определить, как универсальный автомат для осуществления механических действий, подобных тем, которые производит человек, выполняющий физическую работу.
Робот - это машина автоматического действия, которая объединяет свойства машин рабочих и информационных, являясь, таким образом, принципиально новым видом машин.
Термин «робот», как известно, славянского происхождения. Его ввел известный писатель К. Чапек в 1920 г. в своей фантастической пьесе «R.U.R.» («Россумовскис универсальные роботы»), где так названы механические рабочие, предназначенные для замены людей на тяжелых физических работах. Название «робот» образовано от чешского слова robota, что означает тяжелый подневольный труд.
Корни робототехники уходят в глубокую древность. Уже тогда впервые возникли идеи и были предприняты первые попытки создания человекоподобных технических устройств, подвижных культовых статуй, механических слуг и т . п. Статуи богов с подвижными частями тела (руки, голова) появились еще в Древнем Египте, Вавилоне, Китае.
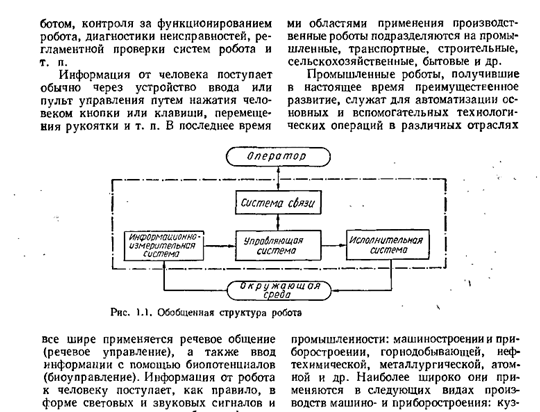
2. Нарисуйте обобщённую структуру промышленного робота. Расскажите об ее элементах.
3. Классифицируйте роботов по назначению. Приведите примеры.
4.Дайте определения манипулятора и рабочего органа. Приведите примеры.
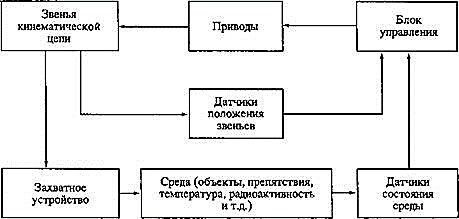
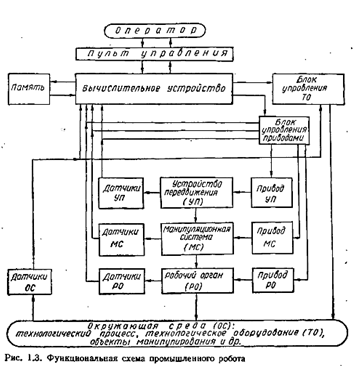
5. Нарисуйте функциональную схему промышленного робота. Расскажите о ее элементах.
6. Классифицируйте роботов по признаку специализации. Приведите примеры.
 7. Классифицируйте роботов по грузоподъемности, числу степеней подвижности и по возможности передвижения.
7. Классифицируйте роботов по грузоподъемности, числу степеней подвижности и по возможности передвижения.
8. Классифицируйте роботов по способу установки на рабочем месте, по виду системы координат и по виду привода.
По способу установки П промышленных роботов делят на встроенные (хотя встроенные промышленные роботы и считаются компактными в плане габаритов, но при этом они обслуживают только один станок), подвесные и напольные (возможность обслуживания до 2-х и более станков, но при этом они имеют более сложные задачи, например обеспечить смену инструмента).
Смотри выше вопрос 7.
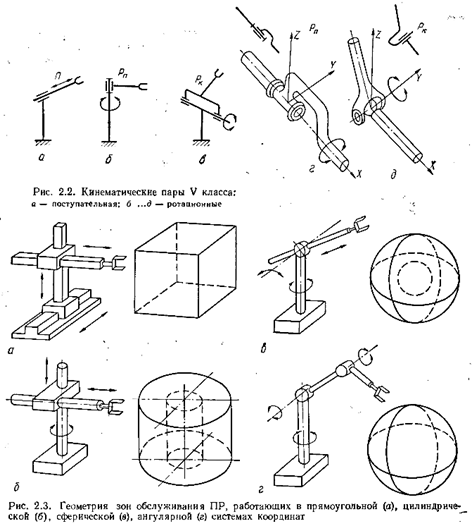
9. Дайте определение кинематической пары. Раскройте понятие степени подвижности. Расскажите о делении кинематических пар на классы.
10.Поясните, какие кинематические цепи являются разомкнутыми, какие замкнутыми. Расскажите, как найти число степеней свободы кинематической цепи.
11. Дайте определение маневренности. Поясните, на что и каким образом влияет увеличение маневренности.
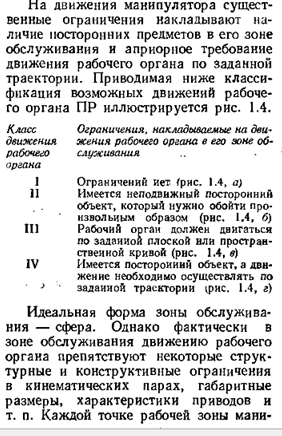
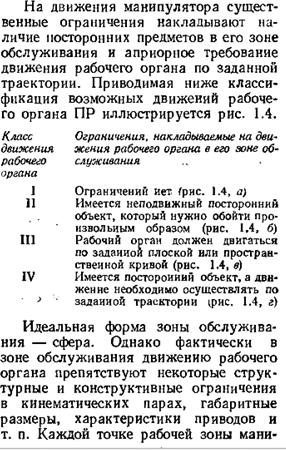
12. Дайте определение зоны обслуживания. Перечислите и поясните особенности классов движения рабочего органа.
13. Расскажите об угле сервиса. Поясните, каким образом найти коэффициент сервиса в точке и коэффициент сервиса зоны обслуживания.

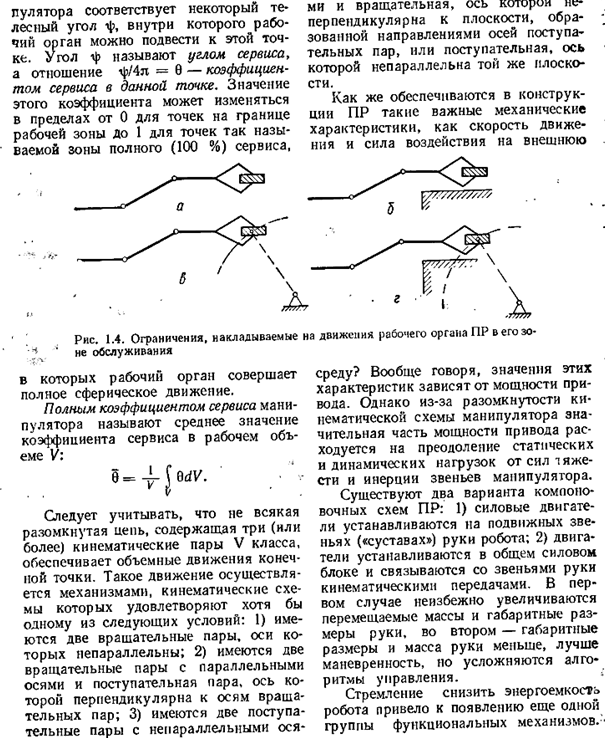
14. Перечислите, какие компоновочные схемы промышленных роботов существуют. Расскажите об их особенностях, достоинствах и недостатках.
15. Нарисуйте наиболее распространенные кинематические структуры манипуляционных систем промышленных роботов. Поясните, какие зоны обслуживания им соответствуют.
Вопросы по модулю 2.
1. Дайте определение робототехнического комплекса. Приведите примеры.
РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС — совокупность взаимодействующих роботов, обеспечивающих комплексную автоматизацию выполнения группы производственных операций.
Робототехнический комплекс включает роботы различного назначения: транспортные (транспортировка заготовок, полуфабрикатов, готовых деталей, контрольных средств, инструментов, тары со стружкой); контрольные; для замены инструмента в магазинах или в обрабатывающих центрах; удаления стружки; загрузки обрабатывающих центров.
Каждый робот — это перепрограммируемая автоматическая машина, отличающаяся универсальностью движений и быстротой переналадки на новые операции (см. также Автоматизация производства, Гибкие автоматизированные производства).
2. Перечислите стадии процесса осуществления роботизации. Расскажите о стадии оценки проекта.
В случае разработки несложных проектов роботизации или повторном использовании ранее выполненных типовых проектов допускается проектирование в одну стадию с разработкой технорабочего проекта.
Монтаж промышленных роботов, роботизированных технологических комплексов и систем выполняется по рабочим чертежам либо по чертежам технорабочего проекта.
В состав проекта входят: структурные и функциональные схемы; принципиальные электрические, гидравлические, пневматические схемы управления, контроля, сигнализации, блокировки и питания; общие виды пультов управления, шкафов электрооборудования, пневмогидрооборудования и их схемы соединений; монтажные чертежи установки ПР, технологического оборудования, околороботного оборудования (загрузочных устройств, накопителей и т.п.), шкафов и пультов, а также чертежи трасс; схемы подключений входящих в состав проекта сборочных единиц; общие виды нестандартного околороботного оборудования и нетиповых конструкций; пояснительная записка; спецификация и заявочные ведомости основных монтажных материалов; эксплуатационная документация.
3. Перечислите стадии процесса осуществления роботизации. Расскажите о стадии планирования.
В случае разработки несложных проектов роботизации или повторном использовании ранее выполненных типовых проектов допускается проектирование в одну стадию с разработкой технорабочего проекта.
Монтаж промышленных роботов, роботизированных технологических комплексов и систем выполняется по рабочим чертежам либо по чертежам технорабочего проекта.
В состав проекта входят: структурные и функциональные схемы; принципиальные электрические, гидравлические, пневматические схемы управления, контроля, сигнализации, блокировки и питания; общие виды пультов управления, шкафов электрооборудования, пневмогидрооборудования и их схемы соединений; монтажные чертежи установки ПР, технологического оборудования, околороботного оборудования (загрузочных устройств, накопителей и т.п.), шкафов и пультов, а также чертежи трасс; схемы подключений входящих в состав проекта сборочных единиц; общие виды нестандартного околороботного оборудования и нетиповых конструкций; пояснительная записка; спецификация и заявочные ведомости основных монтажных материалов; эксплуатационная документация.
7. Раскройте определение гибкой производственной системы.
Гибкие производственные системы (ГПС) — наиболее эффективное средство автоматизации серийного производства, позволяющее переходить с одного вида продукции на другой с минимальными затратами времени и труда.
ГПС позволяет снизить потребность в квалифицированных станочниках и станках, повысить качество продукции. Производительность станков с ЧПУ, входящих в ГПС, в 1,5—2 раза выше суммарной производительности такого же количества индивидуально работающих станков с ЧПУ.
Гибкая производственная система — это комплекс технологических средств, состоящих из одного-двух (не более) многоцелевых станков с ЧПУ или других металлорежущих станков с ЧПУ, оснащенных механизмами автоматической смены инструмента, автоматической смены заготовок и транспортирования их со склада до зоны обработки с помощью различных транспортных средств, например самоходных роботизированных тележек. Этот комплекс связан с единым математическим обеспечением, способствующим работе оборудования в автоматическом режиме с минимальным участием человека.
ГПС оснащены современными системами ЧПУ, управляющими перемещениями механизмов станка, инструментом, транспортом, си стемами загрузки — выгрузки. Такие системы ЧПУ имеют дисплеи, помогающие оператору увидеть отклонения в работе станка, мониторные устройства, обеспечивающие диагностирование режущего инструмента, контроль размеров обрабатываемых заготовок непосредственно на станке и т. д.
Действующие в настоящее время гибкие автоматические системы значительно различаются по уровню технических возможностей.
8. Нарисуйте схему и поясните построение робототехнических комплексов при загрузке технологического оборудования.
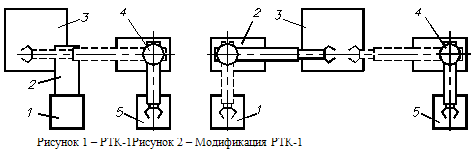
РТК первого типа можно реализовать в двух вариантах. В первом варианте (рис. 1) один робот 4 обслуживает одну единицу технологического оборудования 3 или одно рабочее место. Для подачи заготовки в зону захватного устройства ПР предлагается загрузочное устройство 5, а для разгрузки готовых деталей может быть использована конструкция, состоящая из специального склиза 2 и разгрузочного устройства 1.
9. Нарисуйте схему и поясните построение робототехнических комплексов в цехах литья и штамповки.
Для всех РТК заготовительного производства (в отличие от всех других видов производств) характерной особенностью является тот факт, что каждый промышленный робот (ПР) обслуживает только одну технологическую машину.
РТК литья под давлением
Особенности и основные факторы, определяющие типовую компоновку РТК литья под давлением (и его возможные модификации) обусловливаются серийностью и номенклатурой отливок, технологическим циклом и параметрами получения отливок на машинах литья под давлением (МЛД), видов, применяемых ПР для заливки металла, смазки пресс-форм и пресс-камер, способов снятия отливок после литья и обрубки. В зависимости от состава и принятых решений по разгрузке МЛД типовые РТК литья под давлением подразделяются на следующие исполнения: с применением горизонтальных или вертикальных прессов; со сбросом отливок в тару или на транспортер; с транспортерами-съемщиками, снабженными заливочными стержнями. Например, для автоматизации процесса изготовления отливок из цветных металлов и сплавов типовым комплексом литья под давлением является модель 2 Л.
МОДУЛЬ3
14. Раскройте предмет динамики манипулятора. Поясните, что такое прямая и обратная задача динамики
Конечное движение схвата манипулятора представляется не только движение схвата, но и скоростью движения инструмента.
Для обеспечения нужной скорости необходимо знать соотношение между значениями смещения сустава и позиции схвата. Различают прямую и обратную задачи кинематики движения.
Прямая задача кинематики звучит так: по известным значениям скоростей обобщенных координат вычислить скорость движения схвата. Данная задача используется для моделирования кинематики движения и ее решения базируется на вычислении матрицы Якоби.
| x(q | , q | 2 | ) = l cos(q ) + l | 2 | cos(q | + q | 2 | ) | ||||||
| 1 | 1 | 1 | 1 | |||||||||||
| y(q1, q2 ) = l1 sin(q1 ) + l2 sin(q1 + q2 ) | ||||||||||||||
| В приращениях: | ||||||||||||||
| dx = | ∂x(q 1 , q2 ) dq | + | ∂x(q 1 , q2 ) dq | 2 | ||||||||||
| 1 | ∂q2 | |||||||||||||
| ∂q1 | ||||||||||||||
| ∂y(q1 , q2 ) dq | ∂y(q1, q2 ) dq | |||||||||||||
| dy = | + | 2 | ||||||||||||
|
| 1 | |||||||||||||
| ∂q1 | ∂q2 | |||||||||||||
dx d X = dy

dq =
( 140 )
Матрица Якоби
| ∂x(q 1 , q 2) | |||||
| ∂q | |||||
|
| |||||
| 1 | |||||
| J = | ∂y(q , q | ) | |||
|
| 2 | ||||
| 1 | |||||
| ∂q1 | |||||
∂ X = J q



(якобиан) имеет вид:
∂x(q 1 , q 2)
∂q2
∂y(q 1 , q 2)
∂q2
( 141 )
( 142
Якобиан определяет приращение декартовых координат в соответствии с заданным приращением координат.
|
|
|
|
|
| • |
| ||||
| d X | ||||||||||
| = | V | = | J | q , | ( 143 ) | |||||
| dt | ||||||||||
 •
•
где q - скорость вращения сустава.
Смещения схвата в трехмерном пространстве будет описано двумя
| составляющими: | ||||||||
| 1. | трехмерный вектор смещения dX l ; | |||||||
| 2. | трехмерный вектор поворота | dÔl . | ||||||
|
|
| |||||||
| X l | ||||||||
| d p = d |
| ( 144 ) | ||||||
| dФ | ||||||||
| l | ||||||||
Здесь первые три строки – вектор смещения, последние три строки – вектор поворота.
| • | • | |
| p = J q , | ( 145 ) | |
То есть якобиан будет иметь размерность 6 ⋅ n , где n - количество подвижных суставов манипулятора.
Первые три строки якобиана определяют линейную скорость движения схвата, а последние три строки угловую. А каждый столбец определяет линейную и угловую скорости, обусловленные соответствующим суставом. Рассмотрим два вида суставов: вращательный и поступательный.
Для поступательного:
| • | • | |||||||||
| V i | = | J i | ⋅ q = | z i−1 | ⋅ d i | ( 146 ) | ||||
Для поступательного сустава q i = d i , то получаем выражение для якобиана:
|
| z | i−1 |
| ( 147 ) | ||||||||||||||||||||
| J i (q) = |
| |||||||||||||||||||||||
| 0 |
| |||||||||||||||||||||||
| Для вращательного движения две составляющие: | ||||||||||||||||||||||||
|
| ||||||||||||||||||||||||
| • | ||||||||||||||||||||||||
| 1. | угловая | w i | = | z i−1 | ⋅ q | |||||||||||||||||||
| ×i−1 | ×i−1 | • | ||||||||||||||||||||||
| 2. | линейная | w i | P6 | = ( | z i−1 | P6 | ) q | |||||||||||||||||
| Полное выражение для якобиана: | ||||||||||||||||||||||||
|
| i−1 |
| ||||||||||||||||||||||
| J i (q) = z i−1× | P6 | ( 148 ) | ||||||||||||||||||||||
| z i−1 |
| |||||||||||||||||||||||
| Якобиан для манипулятора РМ-01 | ||||||||||||||||||||||||||
|
|
|
|
|
| ||||||||||||||||||||||
| × | 0 P |
| × | 1P | × | 5 P | ||||||||||||||||||||
| z | 0 | z | L | z | 5 | |||||||||||||||||||||
| J | (q) = | 61 | 6 | 6 | ( 149 ) | |||||||||||||||||||||
| i |
| z | 0 | z | L | z | 5 | |||||||||||||||||||
|
| 1 | |||||||||||||||||||||||||
Все вектора в этой матрице записаны в базовой системе координат.
| z i−1 = z0 ⋅0R1(q1) ⋅ K⋅i−1R i−1 (q i−1) | ( 150 ) |
Матрица Якоби зависит от углов q1 Kq6 и при движении манипулятора изменяет свое значение.