
Геометрические размеры и сила тока при сварке сварочных электродов электродами МР-3С.








| Диаметр марки МР-3С, мм | Длина, мм электродов | Ток, А МР-3С | Среднее количество электродов в 1 кг, шт. | |
| 2,0 | 300 | 30 – 80 | 94 | |
| 2,5 | 350 | 50 – 90 | 53 | |
| 3,0 | 350 | 70 – 120 | 38 | |
| 4,0 | 450 | 110-160 | 19 | |
| 5,0 | 450 | 150-200 | 12 |
Особые свойства электродов сварочных МР-3С
Обеспечивают отличное качество сварных соединений в монтажных условиях , при сварке неповоротных стыков трубопроводова , а так же при постановке прихваток. Сварочные электроды МР-3С допускают сварку влажного , ржавого и плохо очищенного от окислов и других загрязнений металла.
Технологические особенности сварки электродами МР-3С
Допускается сварка удлиненной дугой
Отличное повторное зажигание электродов сварочных МР-3С
Прокалка электродов марки МР-3С перед сваркой 120 – 160°С, 1 час обязательна!
Условное обозначение сварочных электродов МР-3С
| Э46 -МР3С -Æ-УД | ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-002-48804191-2010 |
| Е 431(3) -РЦ13 |

Сварочный инвертор ФОРСАЖ-250 предназначен для ручной дуговой сварки и резки малоуглеродистых, низколегированных, коррозионностойких сталей и чугуна штучными покрытыми электродами.
Сварочный инвертор Форсаж-250 - сварочный аппарат постоянного тока инверторного типа промышленного применения, обеспечивающий выполнение ответственных сварочных работ при монтаже, ремонте и изготовлении сварных конструкций толщиной 1,0 - 20,0 мм. Сварочный инвертор Форсаж-250 незаменим при производстве ремонтных и аварийных работ, связанных с выездом к месту их проведения, либо в труднодоступных местах.
Преимущества сварочного инвертора ФОРСАЖ-250:
- малый вес, габариты;
- высокий показатель ПВ (80%);
- лёгкое зажигание, устойчивое горение и эластичность дуги;
- высокое качество сварных швов, минимальное разбрызгивание металла;
- глубокое проплавление корня шва с образованием мелкозернистой структуры;
- сварочные электроды любого типа;
- защита от перегрева и короткого замыкания;
- стабильные сварочные свойства при колебаниях напряжения в сети питания.
Технические характеристики
| Наименование параметра | Значение |
| Напряжение питания, В | 3х380 |
| Допустимые отклонения напряжения, % | +10 -15 |
| Номинальный сварочный ток, А | 250 |
| Диапазон регулирования сварочного тока, А | 15-250 |
| Потребляемая мощность, кВА | 10 |
| Продолжительность включения (ПВ), % | 80 |
| Диаметр электрода, мм | 1,6-5,0 |
| Напряжение холостого хода, В | 95 |
| Габаритные размеры ДхШхВ, мм | 430х190х350 |
| Масса, кг | 13,6 |
| Температурный диапазон, °С | от -30 до +40 |
| Марка кабеля | Сечение жилы, мм2 | Допустимый сварочный ток, А |
| КГх16 КОГ1х16 | 16 | 80 |
| КГ1х25 КОГ1х25 | 25 | 125 |
| КГ1х35 КОПх35 | 35 | 175 |
| КГ1х50 КОГ1х50 | 50 | 250 |
| КГ1х70 КОГ1х70 | 70 | 350 |
| КГ1х95 КОГ1х95 | 95 | 485 |
| КГ1х120 КОПх120 | 120 | 600 |

1. Расшифруйте сталь
Углеродистая сталь обыкновенного качества, содержание С = 0,14-0,22% σ= 360-500МПа
2 Оцените ее свариваемость
Сваривается хорошо, без ограничений
 0,20 (хорошо)
0,20 (хорошо)
3 Выберете способ сварки
РДС
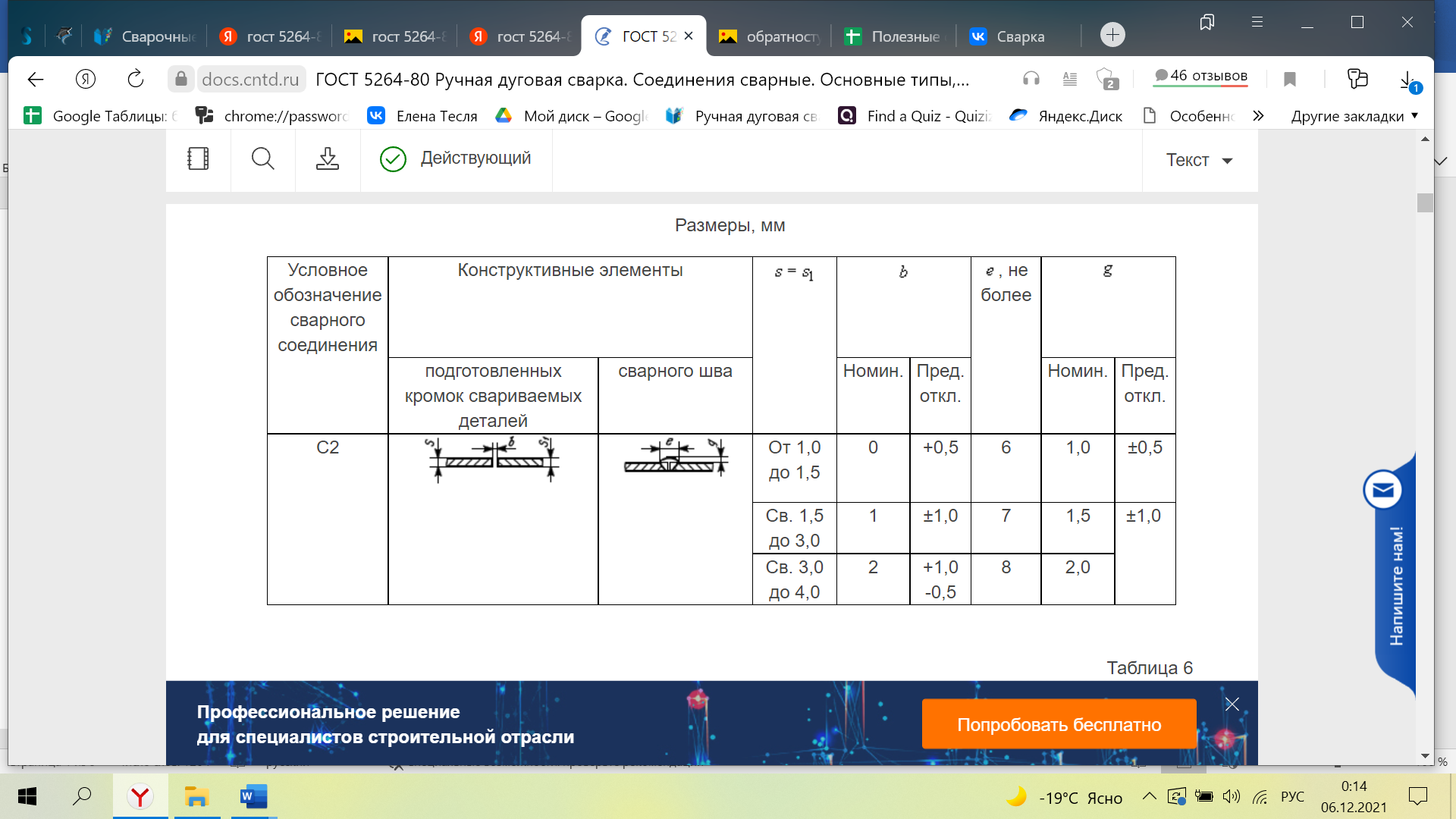
4 Определите способ подготовки (разделки) кромок
Очистка от грязи (мет. щетка), разделка не требуется
5 Подберите материалы
Электрод МР-3С
тип Э46,
Покрытие электродов – Рутил-целлюлозное.
Коэффициент наплавки – 8,5 г/А·ч.
Ø2мм,
~ =(+) (обр. пол)
6 Оборудование, оснастку
Инвертор Форсаж 250,
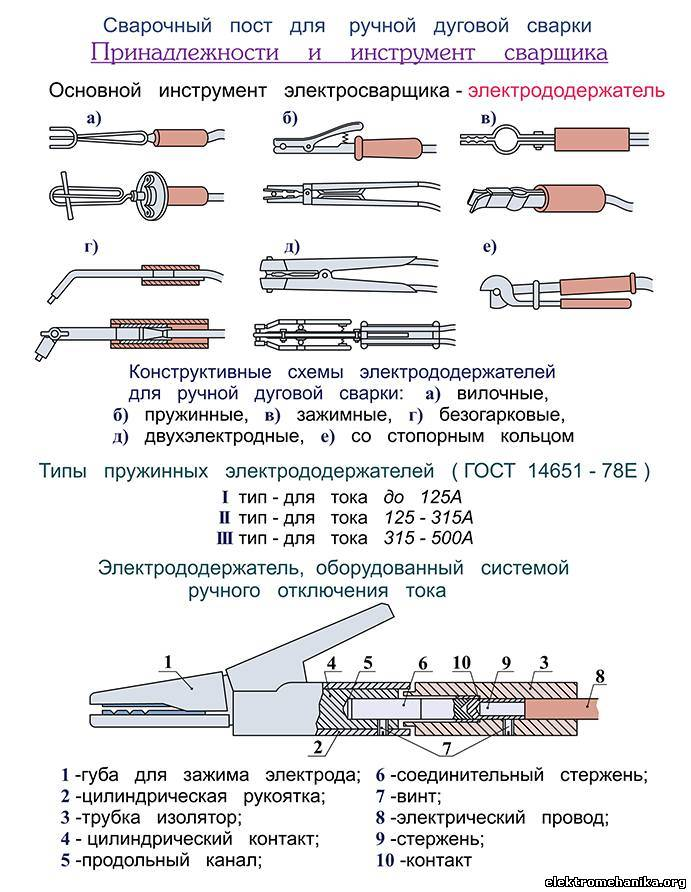
электрододержатель пассатижный ЭП – 2 (2 тип),
сварочные провода КГ1х50 КОГ1х50,
стол, СКЗ
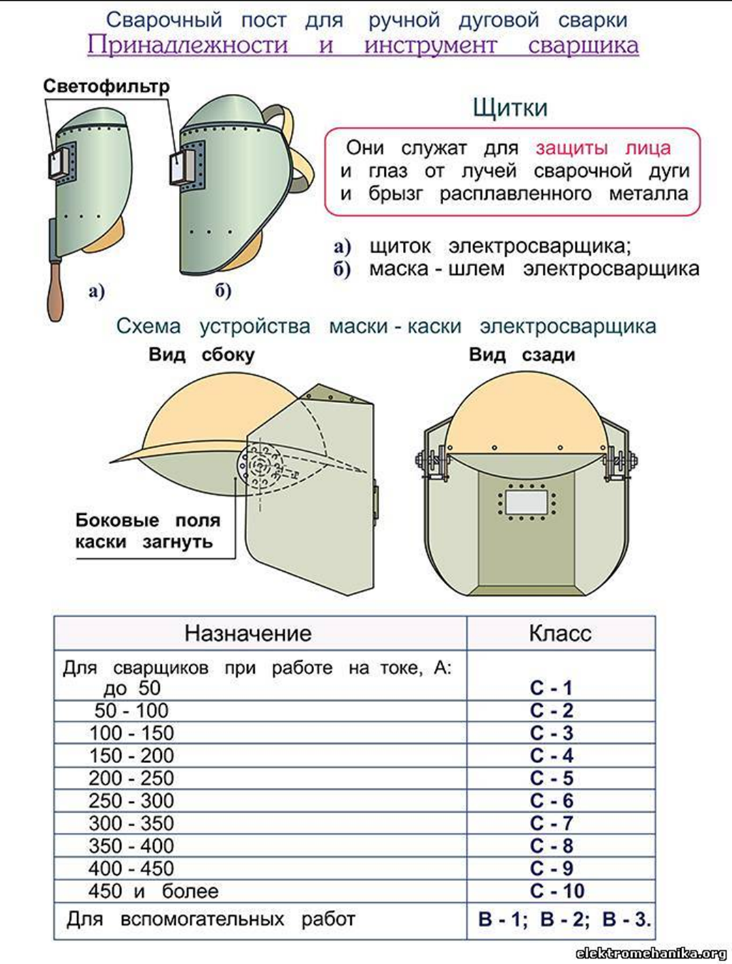
СИЗ (светофильтр DIN 12),
молоток-шлакоотделитель, щетка по металлу.
7 Режим сварки.
Øэл. 2мм
I=(20+6d)d= (20+ 6х2)х2=64A
64×0,8=51,2А (в потолке уменьшаем))
Iсв=50-55А
Постоянный ток обратной полярности
Lд=2мм
U=10+2х2=14В
Vcв=Кн х Icв/ jхF=15х50/7,85х(0.7х3)=45см/ч
8 Определите длину, количество прихваток.
7 штук прихваток, с лицевой стороны, через 200 мм,
1,2-я по краям, 3-я в середине и т.д., длиной 1-2 см
9 Составьте последовательность технологических операций.
Технология:
Слесарная – очистка кромок (щетка)
Сборка – сборка на прихватках, очистка, контроль прихваток.
Сварка – в потолочном положении, «с отрывом», углом вперед, обратно-ступенчатым методом
Слесарная – зачистка шва (молоток-шлакоотделитель, щетка, клещи)
Контроль –внешним осмотром проверяют отсутствие подрезов, наплывов, непроваров, пор. Измерение - формы и размера шва (ШЦ-1).
Дефекты могут быть устранены путем вырубки и заварки.
10 Опишите технику исполнения шва
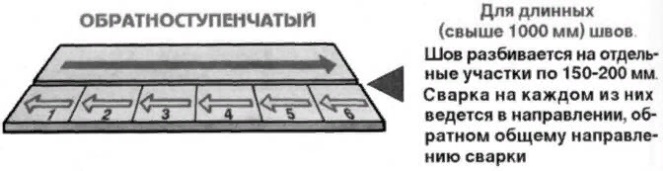
возвратно- поступательными движениями, без поперечных колебаний, очень короткой дугой(впритык), обратноступенчатым методом, 6-ю швами, с периодической отбивкой шлака, под постоянным визуальным контролем получающегося шва.
49 св Д.З. Заполнить форму.
https://forms.gle/rSEd4SkAdVs5NkT39
Справочные материалы:
Стали:
https://metallicheckiy-portal.ru/marki_metallov/stk/08
Электроды:
https://weldelec.com/